

刀具磨损:后刀面磨损、月牙洼磨损和刀尖磨损机制
今天我们将讨论刀具磨损,是机制,类型,主要集中在后刀面磨损,月牙洼磨损和刀尖磨损。刀具磨损的常见现象是金属切削。在讨论工具磨损之前,我们应该了解工具如何失效。切削工具因以下三种情况而失效。
3.逐渐磨损,如侧面磨损、月牙洼磨损等。
前两种磨损断裂磨损和塑性变形磨损对机器和工件都非常有害。因此应利用有利的条件,采取较高的安全系数,将其彻底消除。
 渐磨损不能完全消除,但可以减少。今天我们将讨论这种磨损的原因,机制,类型如后刀面磨损,月牙洼磨损,鼻部磨损,有利条件等。通常工具由硬脆材料制成。它通过塑性变形切割材料。当锋利的刀具在工件上摩擦时,剪掉一些材料并得到所需的工件形状。由于这种摩擦和许多其他机制工具也磨损,这被称为工具磨损。每个工具都有指定的工具寿命,这取决于它的材料、工件材料、切削条件等。今天我们将讨论这些。
渐磨损不能完全消除,但可以减少。今天我们将讨论这种磨损的原因,机制,类型如后刀面磨损,月牙洼磨损,鼻部磨损,有利条件等。通常工具由硬脆材料制成。它通过塑性变形切割材料。当锋利的刀具在工件上摩擦时,剪掉一些材料并得到所需的工件形状。由于这种摩擦和许多其他机制工具也磨损,这被称为工具磨损。每个工具都有指定的工具寿命,这取决于它的材料、工件材料、切削条件等。今天我们将讨论这些。 工具磨损:
刀具磨损机制:
1. 磨料磨损:
这种磨损取决于工件的加工硬化。刀具切削工件时,会形成一些小切屑,形成硬质颗粒。这些硬质颗粒像砂轮一样充当小切削刃,导致刀具磨损。2. 粘着磨损:
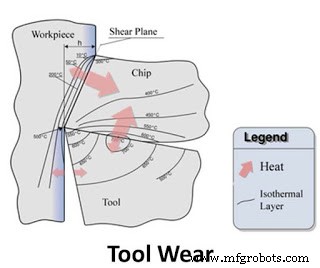
这种刀具磨损是由于切屑在刀具上滑动造成的。金属切削形成的切屑坚硬,温度高。这是磨损是由于这些切屑在工具上的摩擦造成的。这种磨损是由于流过工具面的切屑的高摩擦和高温造成的。
3. 扩散:
扩散是指由于硬质材料和软质材料之间的接触表面的高温,硬金属扩散到软金属中。在刀具磨损中,切屑充当硬质材料,刀具充当软质材料。
4. 氧化:
氧粒子工具面的氧化平均扩散。它还取决于工具和工具材料的表面温度。
5. 化学分解:
由于高温和高压,工具的化学成分会发生变化,从而缩短其寿命。
刀具磨损类型:
 |
| 侧面磨损、火山口磨损和鼻部磨损 |
1. 侧面磨损:
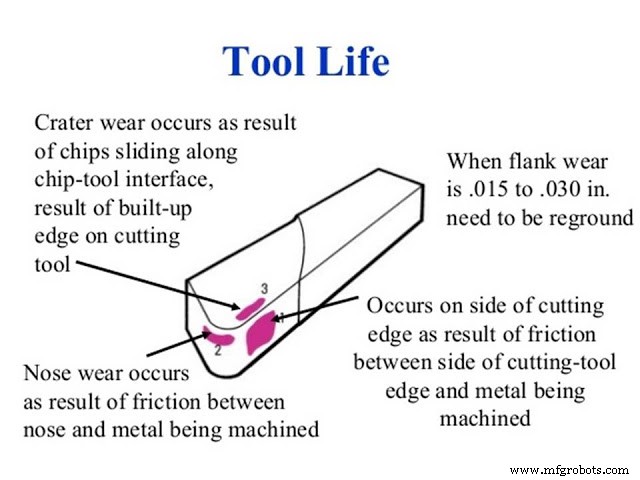
后刀面磨损是由于不连续性的磨蚀作用,例如来自堆积边缘的碎屑等。它会磨损工具的侧面和端面。它发生在工具工件界面。这种磨损在低速时占主导地位。2. 陨石坑磨损:
由于刀具表面金属的磨损和扩散,在加工延性材料时通常会发生月牙洼磨损。它发生在距切削刃很近的面上。这种磨损在高速时占主导地位。3. 鼻子磨损:
鼻子磨损被视为磨损的单独部分。它会磨损工具角。是后刀面和端面的磨砂部分,是月牙洼磨损和后刀面磨损的综合作用。它被认为是单独磨损,因为刀具角对于正确切割工件非常重要。
制造工艺