

数控铣削常见零件缺陷、原因及解决方法
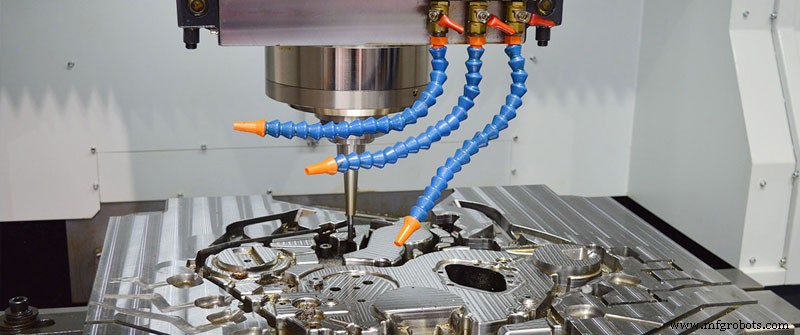
当您需要制造高精度零件时,CNC铣削是最常用的零件加工方法之一。现代 CNC 铣刀为快速创建自由形状的复杂曲面提供了巨大的机会。它们也已经发展成高精度的机器,所以如果你正确使用它们,你可以获得镜面般的表面光洁度。
在CNC铣削中看到一些工件缺陷是正常的。这会降低最终产品的质量。以下是CNC工件铣削中常见缺陷的一些示例,以及修复这些缺陷的适当解决方案。
工件表面烧伤
D 效果
由CNC铣削误差引起的常见缺陷是工件表面的烧伤。当工件过热时会发生灼伤。工件上的缺陷可能在材料的角落或边缘。表现为表面的刀痕、毛边或凸起的痕迹。此外,刀具磨损得比平时快。
原因
输入错误的切割参数会导致缺陷。特别是在铣刀上选择不合适的进给和速比组合。它通常会导致工件损坏和刀具损坏。另一个原因是为作业选择了错误的工具。刀具的尺寸、质量和尺寸应与工件相适应。
解决方案
我们可以通过降低切削速度和进给比来轻松修复这个缺陷。这将减慢整个加工过程,从而减少工件表面产生的热量。或者我们可以在铣削时提高工件的冷却速度。这两者都有助于减少在工件上造成烧痕的机会。在某些极端情况下,如钛的导热性较差,两种方法都需要。
CNC 铣削后工具留下的凹痕
D 效果
在加工黄铜、铜、青铜或铝合金时,有时您可能会注意到零件在 CNC 铣削时有凹痕。这是因为与其他韧性金属相比,它们的硬度较低。
原因
这是由工具中过大的夹紧力引起的。如果您的工具是手动的,则意味着您必须拿起扳手并拧紧夹具和夹具上的螺钉,解决方案很简单。但是,对于无法正确测量夹紧力的手动夹具。其他铣床采用气动或液压缸产生这种夹紧力,通常比手动夹紧力大。
S 解决方案
防止气动和液压工具夹紧的零件出现凹痕的廉价解决方案非常简单。您应该制作中间钢板并将其放置在工件和夹具之间。该板用于均匀分布工件上的压力并增加接触面积。这可以防止变形。即使夹紧力仍然过大,凹痕也会出现在板上而不是工件上。
另一种解决方案是购买专用的卡盘和夹具,它们更柔软,即使变形也不会损坏工件。

单个表面上的不同表面光洁度
缺陷
使用 CNC 铣削时的常见问题之一是表面光洁度。造成工件表面质量差或发生变化的原因有很多。
原因
第一个原因是喋喋不休。该术语是指机床或工具中的过度振动。结果,您将得到一个不平坦的表面,而不是一个光滑的表面。喋喋不休有几个原因,第一个是直言不讳。在从主要零件上去除切屑之前,钝刀会使工件变形很大。这会导致切削力增大,随着变形的积累,切削刃会深入到零件中,然后切屑会突然断裂,留下一个小孔。表面上的一些使表面光洁度低得多。
另一个原因是 CNC 铣削策略。有两种铣削策略:爬升和常规。第一种策略是刀具旋转方向与工作台进给方向一致。使用顺铣时,刀具会冲击到工件中,然后以最少的材料(加工后形成的表面)慢慢退出工件。这可以产生良好的表面光洁度。当旋转方向和进给方向相反时,就会发生常规铣削。这样,刀具从精加工表面进入工件。由于轻微的振动和工艺变化,工具可能会轻微损坏精加工表面。然而,这足以改变最终的表面光洁度。新机制经常通过使用计划工具来回移动来意外使用这两种策略。这会产生具有两种表面光洁度的表面。一条路更顺畅,下一条路更崎岖。
表面光洁度差的最后一个原因是选择不当或缺少冷却液。许多人低估了冷却剂和润滑剂的作用,而忽略了它们或使用最简单、最便宜的润滑剂。事实上,使用合适的冷却润滑剂可以提高整个表面的质量。
解决方案
为使表面光洁度尽可能高,应保养刀具,保持刀具锋利,使用正确的策略,并注意冷却液。一般来说,刀具始终从一侧进入工件,从另一侧退出为佳。
毛刺
缺陷
在数控铣削过程中,铣床将剩余材料留在工件上。这种残留材料称为毛刺。它们通常在铣削或钻孔过程中沿工件的底边形成。此外,在硬度低、可塑性强的较软材料中也很常见。
原因
最后一层材料经常变形并从刀具上去除,当零件在同一位置时无法去除。变形的材料在边缘保留为薄膜。它很锋利,降低了成品零件的审美价值。
解决方案
我们通过去毛刺去除工件上的毛刺。有几种方法可以消除故障。消除毛刺的一种简单方法是手动进行。我们使用磨头、锉刀或砂纸等工具来打磨和去除工件上的毛刺。这个简单的选项不需要太多的技术知识,但它可以完成任务。或者,有一种先进的去毛刺技术,它确实比手动过程执行得更好。它们包括热去毛刺和振动去毛刺。
工具更换标记 数控 铣削
缺陷
在普通加工和高速加工中,需要更换刀具。如果在换刀操作中不注意参数的相关调整,就会出现明显的痕迹,严重影响工件的外观。
解决方案
底面或侧面精铣时,出现刀痕是普遍现象。很多时候人们认为这是一个不可避免的错误。事实上,这是完全可以避免的。为了解决这个问题,在工件的加工中,凹角的精加工需要用小刀具代替。由于加工过程中的受力和摆动,很容易在拐角处产生痕迹。 .
结论
如您所见,CNC 铣削是一个复杂的过程。您需要合适的合作伙伴才能取得出色的成果。 SANS 加工是您小批量项目的最佳选择。发送您的图纸免费报价。
制造工艺