

G86 镗孔循环 – Fanuc 铣床编程
G86 镗孔循环
Fanuc G86 镗孔循环用于钻孔。
刀具以进给速度移动到孔的底部,然后以快速进给率从孔中退回。
G86 镗孔循环格式
G86 X Y Z R F K
参数
X Y – 孔位置数据。
Z – 钻孔深度(绝对值)。
R – 孔上方的刀具起始位置。
F – 切削进给速率。
K – 重复次数(如果需要)。
G86 镗孔循环
G86 镗孔循环操作
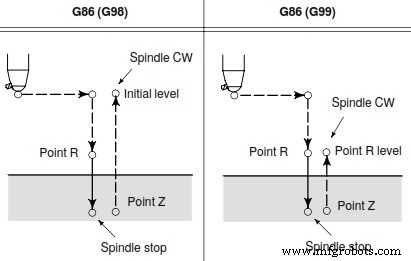
1 – 沿X轴和Y轴定位后,快速移动到R点。
2 – 从R点钻孔到Z点。
3 – 当主轴停止在孔底,快速退刀。
刀具返回位置
返回平面取决于G98、G99 G代码。
如果指定G98和G86镗孔循环,则刀具返回到初始平面。
如果指定G99,则刀具将返回到R水平。
G86 镗孔循环程序示例
M3 S2000 G90 G99 G86 X300. Y–250. Z–150. R–100. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
数控机床