

Haas CNC 的 G83 啄钻循环(深孔)
G83深孔深孔钻固定循环说明
G83 钻孔循环 G 代码是模态的,因此每次 X 和/或 Y 轴移动时都会激活它,它会快速到达该位置,然后再次执行该固定循环(钻孔),直到它被取消 (G80) .
Haas CNC 控制的 G83 钻孔循环
G83 深孔钻孔循环
在处理深孔啄钻 (G83) 时,Haas CNC 控制为我们提供了更大的灵活性。
Haas CNC有两种格式的G83深孔啄钻循环。
第一个也是广泛使用的是 Fanuc CNC 控制格式,如下所述
这种 G83 钻孔循环格式在这里简要描述 G83 Peck Drilling Cycle (Deep Hole) for Fanuc
G83 深孔钻孔循环格式
G83 X_ Y_ Z_ R_ Q_ F_;
X Y – 孔位置数据
Z – Z 深度(从 R 平面进给到 Z 深度)
R – R 平面的位置
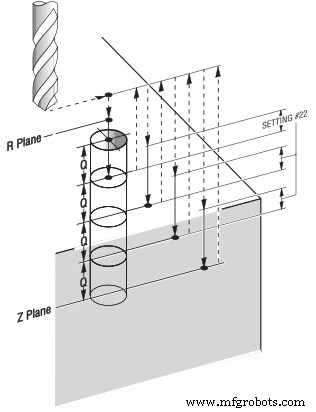
/>Q – 每次切削进给的切削深度(每孔深度)
F – 切削进给速度
Haas CNC G83 深孔啄钻循环第二种格式如下
G83 啄钻固定循环格式 – I J K 选项
带 I J K 选项的 G83 啄钻循环
G83 X_ Y_ Z_ I_ J_ K_ R_ F_;
X Y – 孔位置数据
Z – Z 深度(从 R 平面进给到 Z 深度)
R – R 平面的位置
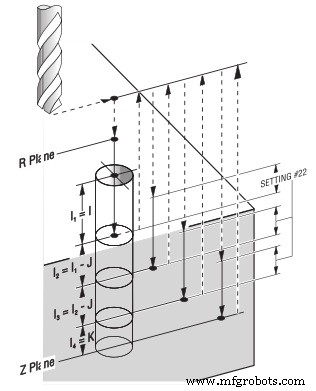
I – 第一切削深度的大小
J – 每走刀减少切削深度的量
K – 最小切削深度
F – 切削进给率
第一走刀将每切入I,每切入减少J量,最小切入深度为K。
Haas CNC G83 深孔啄钻循环设置
设置 22 – 当刀具在孔中啄得更深时,每次啄孔都会快速离开到 R 平面,然后返回到前一次啄孔所形成的孔底部上方指定的恒定距离处。该指定距离在设置 22 中定义。
数控机床