工业4.0先进制造技术信息网站!
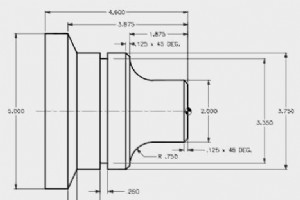
一个简单的数控车床编程实例。此 CNC 编程示例将展示如何对轮廓进行编程,例如 倒角、锥形槽和圆弧 . 这个数控程序将使用两个工具进行加工。此 cnc 编程示例中使用的第一个工具是 车刀 第二个是开槽工具 . 数控加工 车削工具 将首先面对组件 然后它会做一个倒角 , 然后是直转弯 然后是圆弧加工 圆弧可以用 R(圆弧半径)加工 或圆弧可以用圆弧的I和K值加工 ,在圆弧的顶部有一个倒角,然后再次直转,现在出现了凹槽 但是由于车刀的形状,我们不能用车刀加工凹槽 所以我们将使用我们的下一个专门用于开槽操作的刀具来加工凹槽,但当时我们正在使用车刀进行加工,所以我们将跳过这个凹槽并直接进行直线加工

在数控机床车间,您可能已经加工过不同类型的组件,但在加工组件之前,您必须选择要用来生产成品组件的“原材料”。 原材料的选择完全取决于成品组件的形状,如果您要生产具有内孔和螺纹的组件,那么您肯定会选择某种具有管状或类似形状的原始组件。 大多数时候,我们必须加工某种预成型的原始组件。那些预成型的原始组件可能是某种锻造 或铸造 . 如果您得到的是预成型的原始组件,那么使用普通的纵向切削循环 (Fanuc G71) 或横向切削循环 (Fanuc G72) 只会浪费时间和精力。 加工预成型原始组件的最佳选择是使用模式重复循环 (Fanuc G73)。 Fanuc G73模式重复循环不像纵向切割
山特维克可乐满的这段视频简要介绍了螺纹进给方法,例如 改进的侧翼进给 增量进给 径向进给 该视频还简要介绍了何时何地使用哪种进线方法,以及使用不同进线方法的好处。您可能想阅读此推荐的进线次数表
西门子 Sinumerik 828D cnc 控制器具有发送文本消息 (SMS) 的功能。现在,每当您的 SINUMERIK 828D 数控机床出现问题时,这将直接向 cnc machinist 发送短信 , 维修人员 .手机短信可以发送如果 CNC 机器需要新的毛坯。 组件超出公差。 您设置的任何特定(自定义)参数。
这是数控机械师的视频。带动力刀具的数控车床视频。
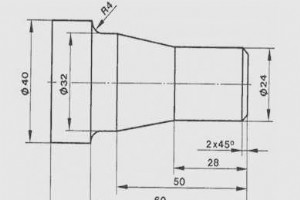
这是 Fanuc cnc 控制的 cnc 程序示例。这是一个非常简单易行的cnc程序例子也展示了 G02 Arc/Radius 在 Fanuc 数控程序中的使用 在 Fanuc 数控程序中使用倒角 使用 G42/G40 刀尖补偿 使用 G92 最大主轴速度 使用 G96 恒切削速度 发那科数控程序实例 发那科数控程序代码 N10 T2N20 G92 S1200 M42N30 G96 S150 M04N40 G00 X-1 Z5 M08N50 G01 Z0 G42 F0.2N60 G01 X24 C2N70 G01 Z-28N80 G01 X32 Z-50N90 G01 Z-56N100

数控车床机床转塔是安装所有工具的数控机床的一部分。 数控车床刀塔有一个整体式圆盘状零件(刀塔盘),所有刀具都安装在上面 .数控车床刀塔安装在x轴刀架上, 斜床身数控车床/平床身数控车床 在某些 CNC 车床上,带刀具转塔的 x 轴托架位于主轴后面(此类数控车床称为 斜床身数控车床 ) 而在其他数控车床上,它位于前面(与普通车床一样),这种数控车床称为 平床身数控车床 . 下图为斜床身数控车床 下图为平床身CNC车床 数控车床刀塔刀具容量 数控车床的刀具容量因机器而异。 小型 CNC 车床通常配备 4 或 8 个刀位的刀塔容量 .更大更重的数控车床机床刀塔又大又重,因
Fanuc G75 切槽循环可用于外侧(外部)或内侧(内部)切槽。 Fanuc G75切槽循环与G74派克钻孔循环非常相似,G74用于z轴钻孔或切槽,G75用于x轴切槽。 对于 Fanuc G75 单行格式,请阅读 Fanuc G75 切槽循环单行格式。 发那科 G75 示例 Fanuc G75 切槽循环 CNC 程序示例 G75固定循环切槽CNC编程实例 编程不是很困难,只需要几个参数。这里是 Fanuc G75 切槽循环所有参数的解释 N10 G75 RN20 G75 X Z P Q R G75 第一个 CNC 编程块 R——返还金额 G75 第二个 CNC 编程块 X – G
您为您的车间购买了一台 (cnc) 机器,或者您只是想将机器移动到车间的一个新角落。这是移动机器的非常基本的技术。该视频展示了一些商店制造的机器溜冰鞋被用来操纵 5500 磅的车床。溜冰鞋制作简单,可以将重型机器从不可移动的物体变成一个人可以推来推去的东西!
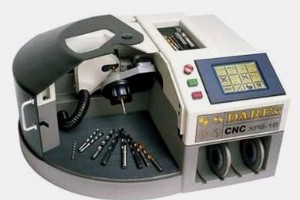
去把钻头磨快,对不起,我不会。这是我们几乎每天都在机械车间听到的对话,毫无疑问,磨削或磨锐钻头不是一件容易的工作(如果您手动进行的话)。这里是数控钻头磨刀器的介绍,但令人惊讶的消息是这个现在您机器车间的新手可以磨快钻头 . 什么是四轴数控钻头磨刀器? 它是一款台式四轴数控钻头磨刀磨床,采用3个独立的电子传感器,自动检测钻头长度和直径,定位切削刃,计算腹板厚度。 XPS16 四轴数控钻磨磨床 能够在一天内打磨 400 多个钻头 , XPS-16 重型装置还作为自动过程的一部分珩磨硬质合金钻刃。 触摸屏液晶面板 机器配备触摸屏 LCD 面板,允许创建和存储用户特定的钻头磨刀程序以及预安装
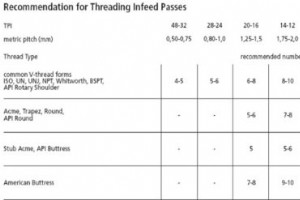
通常情况下,当组件需要螺纹加工时,我们只是尝试管理螺纹切削深度,而很少关注螺纹加工工具采用的螺纹进刀次数。 不建议增加或减少螺纹刀具进刀次数超过要求,并且可能会出现以下问题, 螺纹刀片寿命缩短。 螺纹刀片过早破损或磨损。 螺纹光洁度可能不好。 推荐螺纹进刀次数表

如果您想计算刀具切削速度或主轴速度,或者只想计算给定操作所需的时间,那么这里有一款适合您的 iPhone/Android/Blackberry 移动应用程序。此移动应用程序可用于数控车间的数控机械师/数控安装员。此移动应用程序来自山特维克可乐满。 山特维克可乐满的加工计算器旨在帮助工程师和机械师根据工作参数计算最佳切削设置,从而优化车削、铣削和钻孔应用的性能。 山特维克可乐满加工计算器应用程序 Sandvik Coromant Machining Calculator App 操作非常简单,只需输入输入值即可显示结果。 参数说明可以在信息页面找到,您的偏好可以在设置中更改。 尝试高
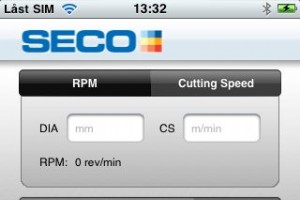
Seco Mobile Calculator / Seco Tools Assistant 移动应用程序对数控程序员、数控机床安装员、数控机械师很有用。这是一个非常简单的移动应用程序。 此移动应用程序来自山高刀具。 用于 CNC 机械师的山高刀具助手移动应用程序 山高工具助手 是一个移动应用程序,它使我们在数控机床车间的日常计算变得更加容易。 您可以轻松地使两者 inch 和公制 计算。 使用此 Seco Mobile Calculator 可以轻松计算以下计算 , 铣削: 适用于 CNC 机械师的山高刀具助手移动应用 每千次展示收入 切割速度 进给速度 金属去除率 平均切屑厚度
锥形螺纹加工在数控机床车间中并不常见,但有时客户想要带有锥形螺纹的组件,所以这里是解决方案。使用 Fanuc G76 螺纹循环,在带有 Fanuc 控制的数控车床上进行锥形螺纹加工非常简单。 Fanuc CNC控制螺纹加工循环G76给了我们很大的灵活性。用Fanuc螺纹加工循环G76进行CNC编程锥形螺纹加工并不难,只需添加一个参数即可。 使用 Fanuc G76 螺纹加工循环 CNC 程序进行普通螺纹加工 N5 G76 P010060 Q100 R0.05N6 G76 X30 Z-20 P1024 Q200 F2 在G76的第二个程序段中,必须为锥形螺纹添加的一个G76参数是R。 使用
CNC 机器提供精度,无论您在哪里看到 cnc 机器,您都会看到大规模生产、精确的组件以及非常困难和创新类型的组件的加工。在几乎每个数控机床车间中,都有两种做法或需求是常见的 准确的组件 更少的设置时间 在数控机床上,精度在很大程度上取决于数控机床测量 .为了实现准确的刀具测量,数控机床车间必须配备数控刀具预调仪 . 数控机床测量 为了实现更高的准确率和更少的数控机床设置时间,每台数控机床都必须 在使用前测量。刀具测量方法越准确,设置时间就越短。因此,准确可靠的刀具测量系统是减少数控机床设置时间的必要条件。 数控机床内置刀具测量系统或数控机床内部测量装置 数控机床内部测量装置 一

为不同长度的不同刀具调整冷却喷嘴而烦恼,这里有一个好消息, Haas CNC 立式和卧式 CNC 加工中心(VMC 和 HMC)配有可编程冷却液喷嘴 (P-Cool) 自动将冷却液精确地引导到每个刀具的切削区域。 可编程冷却剂喷嘴无需不断调整冷却剂喷嘴 由运营商提供。 可编程冷却液喷嘴自动控制 通过零件程序 . Haas 可编程冷却液喷嘴 可编程冷却液喷嘴可以在程序运行时通过键盘进行调整 . 如何为每个工具设置可编程冷却液喷嘴位置 每个工具的 P-Cool 喷嘴位置通过在工具偏移表的冷却剂位置列中输入适当的数字来指定。 使用可编程冷却液喷嘴的 Haas 加工中心 可编程冷却液
对于在 SINUMERIK 上工作或刚开始学习或想在 Sinumerik 数控系统上提高数控编程技能的数控编程人员/数控机械师来说,这是一个好消息,SinuTrain 是西门子 Sinumerik 840D / Sinumerik 828D 数控系统的数控培训软件控件可免费下载,此为试用版,有效期为60天。 Sinumerik CNC 培训软件 Siemens SinuTrain 免费下载 SinuTrain 软件可以安装在 Windows 7 上。 SinuTrain 试用版可免费下载。 SinuTrain 试用版的有效期为 60 天。 此 SinuTrain 版本功能齐全。 Sinu

您的数控机床车间主要加工小型创新零件,那么为什么要使用庞然大物的数控机床?对于小零件,请使用小型数控机床,因为使用小型数控机床肯定会减少刀塔的额外行程,并且通过缩短循环时间,您将在零件生产中获得巨大收益。 这里适合 Haas ST-10Y 数控车削中心。 Haas ST-10Y 的特点 Haas ST-10Y Y 轴数控车削中心 Haas ST-10Y 配备 Y 轴 用于偏心铣削、钻孔和攻丝。 4 英寸的 Y 轴行程(距离中心线 ± 2 英寸)。 高扭矩动力工具 . 伺服驱动C轴 . 上述特点使 Haas ST-10Y 车削和铣削复杂零件并在一台机器上执行多项操作。 所以 哈斯

CNC 可选块跳过或块删除功能 如果您曾经运行过数控机床,您肯定会遇到可选块跳过 .在某些数控机床控件上,它也称为块删除 . “/”用作跳转符号。 程序段前有skip标志的cnc程序段在执行cnc程序时只是跳过或省略。 cnc程序示例在下面 N5 G00 X20 Z0/N6 G01 X0 F0.2/N7 GO1 X20N8 G01 Z-20 以上cnc程序在cnc机器上运行或执行时 cnc 程序块编号 5 和 8 只会被执行, 6号和7号程序段将被跳过或不加工。 可选块跳过或块删除仅在可选块跳过开关处于“打开”状态时才有效。
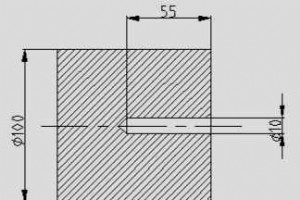
这是一个在数控车床上进行简单钻孔的数控编程示例。 CNC Fanuc 控制有一个非常强大和多功能的啄钻循环(Fanuc G74),它使我们从许多不必要的琐事中解脱出来。虽然用于 fanuc cnc 控制的 Fanuc G74 深孔钻孔循环可以以多种方式使用,但这个 cnc 编程示例只是进行简单的深孔钻孔。对于数控领域的新手来说,一件事是我们可以通过 G01 进给来简单地钻一个组件。 N10 G00 X0 Z10N20 G01 Z-30 F0.2N30 G01 Z10 F1 如果我们可以用上述方法钻孔,他们为什么要使用啄钻循环。实际上啄钻 (Fanuc G74) 给了我们一些隐藏的好处,比如
数控机床