工业4.0先进制造技术信息网站!

该循环在Fanuc控件上通常称为G92螺纹循环。 Fanuc G92 螺纹循环编程非常简单。Fanuc G92 螺纹循环没有任何特殊的进刀方式,唯一的螺纹进刀方式是直插式。 为了更好地控制螺纹,例如进给角度,您可以使用 CNC Fanuc G76 螺纹加工循环 CNC Fanuc G92 螺纹加工循环 1:Fanuc G92 螺纹加工循环格式 N40 G92 X.. Z.. F.. 其中X =螺纹路径的当前直径Z =Z 轴中螺纹的终点位置F =in/rev 中的螺纹进给率(螺纹螺距) 2:Fanuc G92 螺纹加工循环通过 Fanuc G92 螺纹加工循环使数控机械师可以灵活

使用 Sinumerik 840D 螺纹切削循环 CYCLE97,可以在纵向或端面加工中加工具有恒定螺距的圆柱形和锥形外螺纹和内螺纹。线程可以是单个或多个。对于多螺纹,单个螺纹圈一个接一个地加工。 进给是自动的。您可以选择每次切割的恒定进给量或切割的恒定横截面。 右旋或左旋螺纹由主轴的旋转方向决定,必须在循环开始前编程。 进给率和主轴倍率都对螺纹行程块没有任何影响。螺纹加工期间不得更改主轴倍率。 Sinumerik CYCLE97 格式 CYCLE97(PIT、MPIT、SPL、FPL、DM1、DM2、APP、ROP、TDEP、FAL、IANG、NSP、NRC、NID、VARI、NUM
CNC M代码M00用于CNC机床执行CNC程序时中途停止。 当M00出现在一个程序段中时,机床将停止cnc程序的执行,即停止刀具进给和主轴转速。 M00停止跟随cnc功能。 所有轴的运动 主轴旋转 冷却功能 进一步执行程序 CNC 程序可以在 M00 代码后恢复 M00 使 cnc 程序在中间暂停(停止),但M00 不会重置 cnc 机器程序。该 cnc 机器保持其活动状态,如刀具偏移、进给率、主轴速度、坐标数据. CNC 程序恢复 CNC M-Code M00 Program Stop 可用于CNC程序加工过程中的零件检测 如果您按下循环开始按钮 再次,机器将按M00程序段
在过去的许多天里,我通过聊天收到了很多问题,无论是 CNC 和 cnc 工作的未来是否安全,或者我们是否应该采用 cnc 作为职业。我的回答总是是 为什么不呢是的,现在每个车间都在使用数控机床,即使小作坊也在购买数控机床。因为 cnc 肯定会给您带来更多的产量和准确性等额外好处。 CNC 工作未来一个真实世界的例子 CNC 领域的工作不仅限于数控程序员,还有很多与数控机床相关的职位,如数控程序员、数控机床安装员、数控机床操作员、数控机床维修人员(所有机械、电气和电子学专家就是这个头衔),另一个在过去使用不多但现在是数控编程的最终部分的领域是 CAD/CAM。 我相信上面的 cnc 职位

我相信您可能已经阅读过我之前关于数控机床 G 代码的博文。正如上一篇文章所述,G 代码指示数控机床加工轮廓、刀具进给和数控主轴速度 . 以同样的方式存在另一种类型的代码来控制实际机器的工作,这些代码称为数控机床 M 代码。 M代码控制实际的数控机床硬件和数控机床工作。 作为 CNC 程序控制指令的 M 代码 M代码控制cnc程序的执行,如cnc机床程序执行停止(M00 M01 M02)。在M代码的帮助下,我们不仅可以停止实际的数控机床程序的执行,而且我们甚至可以重置数控机床程序(M30)。 作为 CNC 机器控制指令的 M 代码 CNC机械师CNC M代码介绍 如果您阅读所有的 M
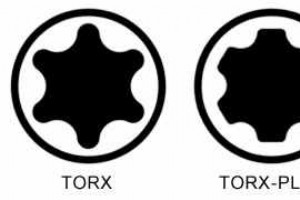
是时候让您的数控机械师了解 CNC 工具中使用的 Torx 和 Torx Plus 螺丝、Torx 和 Torx Plus 螺丝刀之间的区别了。 CNC 刀具 Torx 和 Torx Plus 对于过去十年在数控机床车间工作的人来说,这篇博文会更有趣,因为随着时间的推移,每项技术都有创新,数控加工的方式也发生了许多变化。 如果我们只是严格控制数控刀具,我们在过去十年中看到了很多显着的变化。 当然,您可能使用过类似的工具, 工具 DSBNL 2525M12 工具 SBJBR 2020K11 工具 DSKNL 2525M12 工具 A25T DDUNL 11 工具 R166.4KF-2
今天我将解释用于数控机床螺纹加工的螺纹刀片命名法。当然,有许多不同类型的螺纹刀片,同样也有多种螺纹刀片命名法。在这里,我将仅解释其中一种螺纹刀片命名法。虽然看起来有点复杂,但其实并不难记。当您要选择新工具时,插入命名法也会有所帮助。 CNC 假人螺纹刀片命名法 螺纹插入命名法解释 螺纹刀片 这表明螺纹插入件的样式 R =右手型螺纹刀片 L =左手型螺纹刀片 插入的主要代码 加工类型 G =外螺纹刀片 L =内螺纹刀片 插入维度。螺纹插入尺寸可以是 11,16,22,27 螺纹轮廓 VM0 =V 型 60° MM0 =公制 60° UN0 =UN 60° WH0 =惠氏 5
制造业在社会中扮演着重要的角色,CNC 现在已经达到这样的水平,没有 cnc 技术的思维制造是不可能的。
Haas CNC 车削中心自动对刀仪 该视频简要介绍了自动刀具预调仪如何在 Haas 数控车削中心上工作。通过自动刀具探测,您可以轻松补偿新刀具,还可以检查刀具是否过度磨损。 如何设置刀具偏置 – SINUMERIK 808D 车削 Siemens 的 Sinumerik 808D cnc 易于设置和运行。由于该视频展示了如何轻松测量数控机床车削、螺纹刀具以进行刀具偏置设置。Sinumerik 808D 刀具偏置设置 Fanuc CNC 控制刀具偏置程序 对于使用 fanuc cnc 控制的 cnc 机械师,这里有一篇文章简要介绍了刀具偏移设置的相同过程。阅读文章 Fanuc 控制数控车

介绍数控机床速度超控和进给超控控制以及在使用数控机床进给和速度超控时必须遵守的安全说明。 数控机床速度倍率/进给倍率介绍 通常,您以这种方式编程速度和进给, N10 G97 S1000 G95 F0.3 数控机床速度倍率和进给倍率 现在出于某种原因,您想增加或减少数控机床的速度或进给一段时间 ,你肯定有办法只改变数控机床程序,但还有一个更合适的解决方案,即进给覆盖和速度覆盖控制。进给倍率和速度倍率是通过 cnc 控制面板控制 cnc 机器进给和速度的最合适和方便的方式。 您可以控制速度和进给百分比。当 Feed override 为 100% 时,实际编程的 Feed 将处于活动状
每台 CNC 机器都有几种模式,或者我称之为标准工作模式,例如自动模式、单块模式、MDI(手动数据输入)和点动模式,并且会有更多模式,但这些模式大多是 CNC 机器或 CNC 控制特定的模式。 CNC 操作模式 Jog 模式 MDI 模式 自动模式 单程序段模式 让我们真正了解这些 CNC 模式是什么以及它们的作用。 数控机床点动模式 CNC 机床 Jog 模式是最常用的 CNC 模式之一。点动模式主要用于CNC机床车架(或CNC机床滑台)的移动,如数控机床的轴运动。 x 轴 z 轴。这些轴运动可以通过轴特定键或通过数控机床手轮 . 数控机床MDI模式或MDA模式 数控机床 MDI
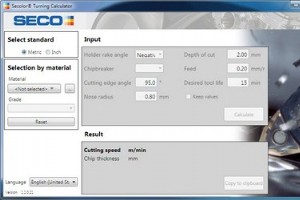
Secolor 车削计算器使用 he 和 Colding 的刀具寿命方程计算切削速度的推荐值。切削速度建议仅适用于适用的材料和材质组合。 Secolor 车削计算器包括所有车削材质和断屑槽。 请注意,Secolor 车削计算器需要 Microsoft .Net 框架版本 3.5 SP1,该版本也可供下载。 SecoTools 免费下载的 Secolor 车削计算器 Secolor 车削计算器免费下载 Secolor®车削计算器
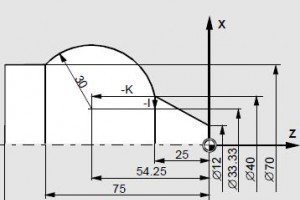
CNC 圆弧编程练习,演示如何使用 I 和 K 对圆弧进行数控编程。CNC G 代码 G03 用于对该圆弧进行编程。 CNC圆弧编程练习 N10 GOO X0 Z0N20 G01 X12 F0.3N30 G01 X40 Z-25N40 G03 X70 Z-75 I-3.335 K-29.25N50 G01 Z-95N60 G00 X200 Z200
您正在以数控为职业开始,或者您是数控专业机械师,您书架上必须有的一本书是《数控编程手册》,第三版 Peter Smid。 Peter Smid 编写的 CNC 编程手册 CNC Programming Handbook 无疑是几乎所有专业的数控机床/数控程序员推荐的。 我自己看过这本书,CNC Programming Handbook 是 Fanuc CNC Programming 的一本很好的入门书。尽管数控概念对于任何数控控制器都是相同的,但是本数控手册中非常简要地描述了发那科数控编程。 CNC 编程手册可能被认为是各级 CNC 编程培训和参考资料的实际标准。 诚然,本书已被
通过 Sinumerik Operate 在线培训,初学者和高级学习者现在可以使用 ShopMill 和 ShopTurn 在线培训计划。 Sinumerik Webbase 培训 它使他们能够学习如何使用与车间兼容的操作和用户界面快速进行 CNC 铣削和车削。培训计划分为七个部分。第一至第五部分包含有关使用该软件的一般原则的信息。然后可以使用第六和第七部分以交互方式执行为图示工件创建工作计划的必要步骤。最后,用户可以在多项选择题中测试他们的知识,如果他们正确回答了 70% 的问题,将获得证书。 通过全新的基于网络的培训了解有关 SINUMERIK Operate 的更多信息。 基于网
CNC 假人通用车削刀片命名法 通用车削刀片有多种形状和尺寸。记住和理解一件重要的事情是,每个车削刀片都有一个与之相关的术语。这些通用车削刀片命名法告诉我们很多关于这些通用车削刀片的信息。车削刀片命名法是一些字母和数字的列表,但其中隐藏了更多数据。 注:以下解释均按公制插入。 通用车削刀片命名法 以上车削刀片命名为CNMG 120408 . 1 =车削刀片形状 通用车削刀片命名形状 一般车削刀片命名法中的第一个字母告诉我们一般车削刀片形状,车削刀片形状代码如 C、D、K、R、S、T、V、W。这些代码中的大多数肯定表示车削刀片形状,如 C =C 形车削刀片 D =D 形车

以下是来自数控机械师的数控刀具选择技巧,可帮助您在数控机床车间为您的组件选择数控刀具。 数控刀具选择技巧 CNC 加工的刀具选择是一门艺术,因为 CNC 机床可以进行各种各样的操作,例如车削面螺纹攻牙轮廓或圆弧加工。 看到图中的“工具1”,如果你在数控机床车间呆过一段时间,你会突然说,哦!这是数控机床车间最常用的工具类型。当然这是一个通用的数控机床。此工具可用于 转向 面对 开槽(小开槽,仅在间隙角允许的情况下) 锥度车削 圆弧加工 现在看到“工具 2”这种类型的工具并没有被大量使用。该刀具可以进行哪些加工操作 CNC加工技巧之CNC刀具选择 转向 开槽 锥度车削 圆弧加工
cnc machine setter概述 或 数控二传手 职责 数控二传手 在数控机床操作员休假时操作数控机床。哈哈哈…… 全权操作数控机床。 试运行或试用所需的数控程序 刀具偏置或刀具测量 工具的定制加工(研磨可能与钳口碰撞的工具角或切割标准长度的镗杆) 数控机床夹爪选择 定制工作或用钳口加工。 CNC 程序略有改动 数控机床主轴速度和刀具进给设置 车间级别的 Cnc 程序数据传输和管理(现在使用闪光棒很容易,但过去只有打孔机) 修复或更改一些数控机床参数的值。 与管理人员争论数控机床速度和进给(因为他也喜欢数控机床和数控工具)。 未来的工具和工具插入需求。 cnc machine

通过数控机床手轮控制空运行进给 今天,我将向您展示数控机床制造商和数控控制设备制造商通过集成试运行为数控机床设置人员提供的功能和灵活性 在数控机床上。 在一些数控机床上,空运行被添加为数控机床模式,如 Fanuc。 在 Fanuc cnc 控制上,您只需选择 Dry Run 模式,cnc 机器现在处于 Dry Run 模式。 CNC 机床空运行介绍 在数控机床上设置新组件并非易事。您必须完成许多重要的任务,例如数控机床零偏(数控机床偏移值设置),数控机床上使用的刀具的刀具偏置等。 现在,如果您已经完成了所有这些任务,那么现在是第一次运行 cnc 程序的时候了,这是一项非常关键且耗时的
昨天我发布了关于通用车削刀片命名法的帖子。我在数控车间使用过多次车削刀片。随着在数控车间时间的推移,我使用最多的车削刀片或者你可能会说可用于大多数车床操作的通用车削刀片是 DNMG 车削刀片 . DNMG 车削刀片 有多种标准尺寸和不同的刀片刀尖半径.下面列出一些 通用车削刀片 DNMG DNMG 110404 DNMG 110408 DNMG 110412 DNMG 150404 DNMG 150408 DNMG 150412 DNMG 150604 DNMG 150608 DNMG 150612 DNMG 150616 我个人喜欢 DNMG 150616,因为该刀片是
数控机床