
工业4.0先进制造技术信息网站!
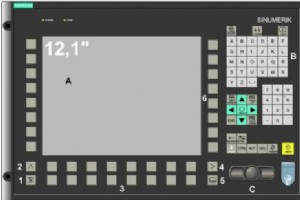
Sinumerik 840D数控系统操作面板介绍。 Sinumerik 840D操作面板介绍 A :显示 B:字母数字键盘。更正/光标键。 C :鼠标和鼠标键。 1:机区键。 2:召回 3 :软条(水平)。 4 :ETC key (Menu extension). 5:区域切换键。 6:软条(垂直)。

Kennametal GOmill 具有短柄样式,可实现极其稳定的操作和不等的凹槽间距,从而减少振动和颤振。 肯纳金属GOmill 其结果是提高了金属切削生产率和良好的表面光洁度,适用于广泛的金属加工应用。 在短距离工作或什至高级多轴车铣复合应用中,Kennametal GoMill 立铣刀的切削速度比许多现有立铣刀更快,使用寿命更长,性价比通常优于再磨削! GOmill 采用 3 刃锋利和 4 刃倒角设计,可用于粗加工、半精加工和精加工 工作。
Sinumerik 840D 当我开始学习cnc编程时 Fanuc G76 螺纹循环是最笨拙的 cnc 循环(在我看来),由于参数太多而不容易记住(但现在我对 G76 没问题,它是我在编程时最喜欢的 G 代码)。 如果你拿Fanuc G76 threading cycle和Sinumerik 840D Cycle97 threading cycle对比一下,你会觉得更别扭。 Fanuc G76几乎有12个参数,Sinumerik 840D Cycle97有17个参数。 但是 cnc 编程循环的参数越多,它给 cnc 程序员和 cnc 机械师的灵活性就越大。 Sinumerik 840
市场上有各种各样的数控机床,几乎数控车间中的每台数控机床都有不同类型的数控机床控制,如果控制没有不同,它们可能具有相同数控机床控制的不同版本。由于不同的数控机床控制的操作彼此之间有很大的不同,同样的方式 刀具偏移 非常不同。这里我将讨论在Fanuc上的cnc刀具测量。 EltroPilot (EPM) 上的工具测量 CNC 机床 Gildemeister FMS-5 带有 EPM 数控机床控制。这台数控机床没有内置的刀具测量机构,所以有一个单独的刀具测量机。工具测量机的唯一目的是测量绑在刀架上的工具。我使用的刀具测量机有两个不同的刀架,用于不同尺寸的刀架,一个用于 40mm 刀架,另一个用于
Fanuc 数控车床刀具偏置 市场上有各种各样的数控机床,数控车间中几乎每台数控机床都有不同类型的数控机床控件,如果控件没有不同,它们可能具有相同数控机床控件的不同版本。由于不同的数控机床控制的操作彼此之间有很大的不同,同样的方式工具偏移 非常不同。这里我将讨论在Fanuc上的cnc刀具测量。 Fanuc TC 上的刀具偏置设置 一些数控机床有某种内置的刀具偏移机制,这种内置的刀具偏移机制使得添加新工具改变现有工具变得轻而易举,因为您只需将工具绑定在工具栏中cnc 机床转塔,只需执行 cnc 机床制造商在 cnc 机床操作和设置手册中给出的程序。 Fanuc TC 等 Fanuc 控件具有
山特维克可乐满的螺纹加工计算器 山特维克可乐满的螺纹加工计算器 将您的切削数据输入此螺纹加工计算器,以优化您在螺纹车削和螺纹铣削应用中的刀具方法。 使用螺纹加工计算器,您可以计算外/内螺纹数据。 计算具有不同螺距的多个螺纹轮廓的螺纹数据,例如螺纹深度 公制 60° 联合国 60° 惠氏 55° 不扩散核武器条约 60° 螺纹加工计算器计算径向进给和侧面进给的螺纹数据。这只是山特维克可乐满提供的众多工具之一,可帮助您实现最高生产率和盈利能力。 螺纹加工计算器
计算机控制铣床、铣床、车床等的创建和操作简介。 DIY CNC 项目必读的 CNC 食谱 如果您是业余爱好者或 DIY 爱好者,有兴趣构建和操作计算机控制的设备,如铣床或泡沫切割机,或转换和运行台式 CNC 铣床或车床,那么 CNC Cookbook 将提供您入门所需的帮助。设计、施工和成功运营的概念以实用、直接的方式涵盖。主题包括: CNC 硬件类型(电机、驱动系统、线性滑轨等) 电子产品(电机驱动、电源等) 软件(CAD、CAM 和控制器程序) 现有机器的转换和新 CNC 机器的设计 G 代码基础知识以及如何成功操作 CNC 机床 避免代价高昂的错误的技巧 客户评论 这是对
是的,当然,Insert DCMT 具有多种切削半径以满足每个人的需求。 CNC车削刀片DCMT 我喜欢 DCMT 11T308,并且因为它的体积小而尽可能地使用它。 DCMT11T308 的半径为 0.8 毫米,与 VBMM 160408 相比,由于其坚固的形状,可用于更大的切割。尽管 DNMG 110408 是一个不错的选择,如果可能的话。 DCMT 11T308 非常适合对较小但较难的工作进行镗孔。如果将 DCMT 11T308 与 DNMG 110408 比较用于较小的钻孔作业,则 DNMG 110408 将落后,因为其后角为 0°,不适合较小的钻孔。我在铝转钢部件上使用了 D
使用 Becker CBN 刀片对 62Rc d2 钢进行硬车削。以下视频展示了 PCD 金刚石和 CBN 超硬切削刀具相对于传统硬质合金的明显优势。
使用软件 MTX micro trainer,您可以在 PC 上模拟 CNC 控制系统 IndraMotion MTX micro。机器般的操作面板和用户界面使真实的操作和编程成为可能——就像在真实的机器上一样。 博世力士乐的 CNC 培训软件 MTX micro 免费下载 轻松学习如何为 Rexroth 的 MTX micro 操作和创建 CNC 程序。在 PC 上预先在真实环境中调试 CNC 程序。在机器运行生产的同时在短时间内掌握您的任务。MTX 微型 CNC 程序的编程与 CNC 控制变体相同:MTX 标准 – MTX 性能 – MTX 高级。 好处: 轻松学习 Rexro
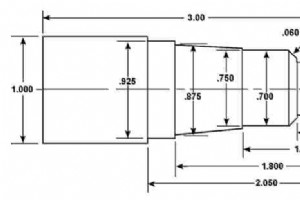
这是另一个简单的数控机床编程示例。这个 cnc 程序有更多的直线,但为什么我选择它是因为给出了图纸尺寸的方式,这个 cnc 编程示例将是新手 cnc 程序员学习 cnc 程序的良好来源 和数控机械师 . 您还将看到 Fanuc G20 G 代码以英寸为单位进行测量或以英寸为单位进行编程的用法。 数控编程实例 英制Fanuc G20数控车床简易程序CNC编程实例 N10 T0505N20 G92 S1200N30 G20 G97 S900 M03N40 G96 S130 G00 X0 Z0.5N50 G01 Z0 F0.5 G42N60 G01 X0.5 R0.1 F0.1N70 G01
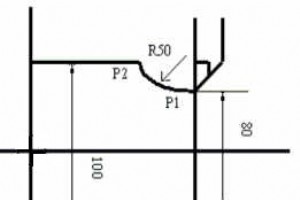
这是另一个cnc编程示例,这次我正在为具有I K值的圆弧编程。 本编程示例中使用了 cnc G 代码 G02 顺时针圆弧插补。实际上圆弧是顺时针的,所以我用的是顺时针圆弧编程的cnc G代码G02。 相关文章: CNC G02 圆弧插补顺时针数控铣示例程序 CNC圆弧插补教程G02 G03 CNC程序示例G03圆弧插补 CNC编程示例G代码G02 CNC编程实例G代码G02顺时针圆弧插补 N10 T0101N20 G92 S1000 M42N30 G96 S200 M03N40 G00 X0 Z5N50 G01 Z0 F0.5N60 G01 X80 F0.2N70 G02 X10
这是 Haas 的车床 CNC 手册,称为 Haas Operators Manual。 Haas 数控车床手册免费下载 这不仅是 Haas 操作员手册,而且还不止于此。这本 Haas 数控车床手册以易于理解的方式包含多个数控编程示例。 单独一章专门介绍 cnc 宏编程、cnc 宏变量和 haas 系统变量。还有使用宏的cnc编程实例。 在这本哈斯数控车床手册中,您还可以找到带有解释的 G 代码列表。 相关文章: CNC 车床动力刀具定义和相关 Haas CNC M 代码 Haas G71 示例程序 在 Haas 数控车床上使用直观的编程系统进行螺纹修复 CNC固定循环以简
山特维克可乐满的新型 CoroDrill 870 带可更换刀尖,现在可以让数控机械师摆脱大烦恼。钻体和尖端之间的安全、高精度接口可提供额外的稳定性以实现高精度。 可换刀头钻头——山特维克可乐满的 CoroDrill 870 CoroDrill 870 刀片可以在刀具安装在数控机床刀塔上时轻松更换,这减少了数控机床的停机时间并增加了正常运行时间。 CoroDrill 870 的排屑槽形状、尺寸和螺旋角经过优化,可提供安全的排屑和整体刀具稳定性 钻头的刚体使数控机械师可以自由地使用高进给和速度。钻体刚性也为孔加工带来质量和精度。 该钻头的直径范围为:12–20.99 毫米(0.472–
每当在数控车床上加工时,有时我必须使用一些定制类型的工具,并且在加工时我必须调整刀架冷却液喷嘴,但我并不总是幸运。所以这是解决方案。 用于 CNC 车床的 BugEye 冷却液喷嘴 BugEye 冷却液喷嘴上的加长球窝提供比普通球形冷却液喷嘴更大的瞄准范围,同时仍保持相对紧凑。 BugEye 冷却液喷嘴适用于使用标准螺纹锁紧球难以到达刀尖的刀位。 BugEye 冷却液喷嘴的尺寸几乎适合所有机器或刀架,无需定制刀架 BugEye 冷却液喷嘴可安装在您的标准数控车床刀架中。只需将其更换为普通球形冷却液喷嘴即可。 CNC 车床刀柄内的 BugEye 冷却液喷嘴 来源:qpmproduc
以 5000 RPM 和高冷却液压力进行 CNC 加工,CNC 机械师还想要什么,清楚地了解机器内部发生的情况。是的,当然,由于高冷却剂压力和高转速,您无法透过数控机床窗口看到。 带旋转刮水器旋转窗口的冷却液密集型加工的清晰视图 由于现代机器出于安全原因防止在操作过程中打开门,这使得数控机械师/操作员很难查看操作和切割条件。 在不受冷却液或切屑影响的情况下观察 CNC 机床中的实际加工过程可以优化制造商的流程并改善工作人体工程学和生产率。 尤其是在大量使用冷却剂期间,清晰的视野可以减少设置和验证所需的时间,从而提高工人的生产率。 Dimac Tooling 集成了最现代的智能旋窗解
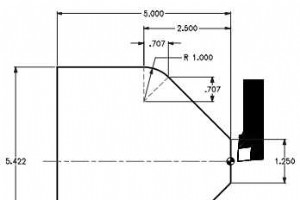
我已经发布了一个以英寸为单位编程的数控编程示例。 本数控车床编程实例简单明了,既有直线刀具切削,也有锥度刀具切削,也有圆弧刀具切削。 这个数控编程示例可以用作任何具有初级技能的数控程序员的起点。 Fanuc数控车床编程实例 Fanuc数控车床编程实例 N4 G00 X0 Z0N5 G01 X1.25 F0.2N6 G01 X4.836 Z-1.793N7 G03 X5.422 Z-2.5 I-0.707 K-0.707N8 G01 Z-5
本 SINUMERIK Operate – 用户指南简要总结了 SINUMERIK Operate 的所有重要功能和特性。 SINUMERIK Operate 章节 – 包含一般操作提示 – 其他章节提供有关铣削、车削和使用多任务机床的实用专业知识。附录包含 SINUMERIK Operate 快捷方式的概述和 G 代码命令的概述。 SINUMERIK 操作 以下是 SINUMERIK Operate – 用户指南中讨论的主题的简要概述。 简介 SINUMERIK Operate、编程、刀具管理、零偏移、程序管理、工件可视化(模拟和模具制造视图)、自动模式 (AUTO) 下的 CNC

用于快速、准确地对刀和刀具破损检测的非接触式激光系统显着提高了生产质量和生产率。与手动对刀相比,停机时间大大减少。可以在连续加工操作之间进行检查,确保降低废品率并实现无人操作。机内激光对刀自动更新刀盘,避免任何手动数据插入错误。 Marposs Mida Laser System 数控机床非接触式对刀系统 Marposs 的 Mida 激光系统可以实现稳定的制造质量并最大限度地减少停机时间。其保护装置基于ATE技术(air-tunnel effect based tecnology),通过最佳降低切屑、冷却剂和空气的噪音获得最佳信噪比。坚固的机械结构、专业的光学激光系统和智能电子设备保证

CNC 车床以 100 ~ 200 RPM 的低主轴速度工作,有时 CNC 车床以 5000 RPM 的速度工作。这种全速选择取决于组件操作。有时我们必须处理更大的直径,甚至当您进行某种粗加工操作时,我们通常会选择较低的速度,因为这次我们需要功率和刚度。 CNC M41 M42 齿轮范围选择 M 代码 对于精加工操作,我们通常选择更高的主轴转速。通常 CNC 车床配有 齿轮箱 附在数控车床主轴和主电机上。通常 CNC 车床配备两个齿轮,但更大的 CNC 车床配备更大的四齿轮齿轮箱。有些CNC车床根本没有齿轮箱,因此对于低主轴转速或更高主轴转速都不需要选择齿轮。有用于齿轮选择的 CNC M
数控机床





