工业4.0先进制造技术信息网站!

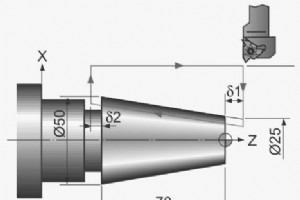
螺纹加工几乎是我们在数控机床上加工的每个组件的一部分。 使用 G92 螺纹加工循环的锥螺纹加工 螺纹加工有多种G代码G32、G33、G76、G92。 您可以使用 G76 螺纹加工循环切削锥形螺纹,阅读 G76 锥形螺纹加工。 G92 螺纹加工循环格式 G92 X.. Z.. F.. 其中X =螺纹路径的当前直径Z =Z 轴中螺纹的终点位置F =in/rev 中的螺纹进给率(螺纹螺距) G92 在此简要说明 G92 螺纹加工循环。 用于锥形螺纹的 G92 螺纹加工循环格式 G92 X.. Z.. R.. F.. 或者 G92 X.. Z.. I.. F.. G92 螺纹加工循环中
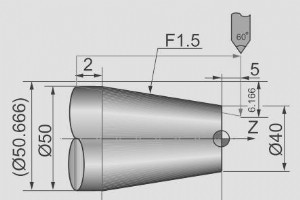
G92 螺纹循环用于数控车床的螺纹加工。 G92 螺纹循环的额外好处是 G92 G 代码让数控机械师在螺纹加工时完全控制每次切削的深度。 有关 G92 螺纹循环的完整说明,请阅读 CNC Fanuc G92 螺纹循环。 G92 螺纹循环也可用于锥形螺纹加工,有关使用 G92 螺纹加工循环进行锥形螺纹加工的完整说明,请阅读使用 G92 螺纹加工循环的锥形螺纹加工。 下面是一个cnc编程示例,向您展示如何使用G92螺纹循环加工锥螺纹。 使用 G92 螺纹加工循环的锥螺纹加工 CNC编程实例G92锥螺纹车削循环 N10 T1N20 G97 S1000 M03N30 GOO X70 Z5 M

高性能 4xD 钻头在行业中很常见。 但现在,肯纳金属公司让您有机会使用 5xD 钻头和肯纳金属公司的 5xD 高性能可转位钻头,无需导向垫和定心钻。 Kennametal 5xD Drill-Fix 钻体专为实现最高金属去除率和孔精度而设计。 Kennametal Drill Fix DFS 可转位钻头,用于高达 5xD 的深钻 Kennametal Drill Fix DFS 5 x D,直径范围为 24–48mm (1.000–2.125″)。 当高性能 5xD 可转位钻头没有导向钻或导向垫时,这不是常见的技术。但肯纳金属 Drill Fix DFS 5xD 可转位钻头没有任
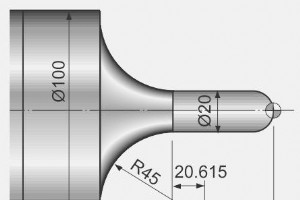
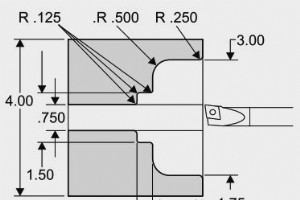
这份cnc圆弧插补教程,让您轻松学会G02 G03 G代码的使用。 如果将图纸上的零件分成小块,然后一个一个地对零件进行数控编程,那么零件的 CNC 编程就很容易了。 最后你会发现整个过程是一样的,无论你是加工一个简单的部件还是一个非常复杂的部件。 这个想法是一样的,你将只使用 G00、G01、G02、G03 等等。 圆弧插补G02、G03等相关cnc编程实例 CNC 编程初学者 CNC 编程示例 数控车床编程实例 数控圆弧编程练习 以下是使用 G02 和 G03 cnc g 代码的 cnc 圆弧插补教程。 数控编程实例 圆弧插补CNC编程实例G02 G03 N20 G50
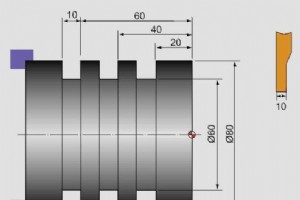
G75为x轴切槽循环。 有关 G75 固定循环切槽的完整说明,请阅读此 G75 切槽循环。 对于 Fanuc G75 的单行格式(单块格式)阅读 Fanuc G75 切槽循环单行格式。 您可能会在此处找到另一个 G75 切槽循环 CNC 编程示例 Fanuc G75 切槽循环 CNC 程序示例。 Fanuc G75切槽循环参数说明 N10 G75 RN20 G75 X Z P Q R G75 第一个 CNC 程序段R =返回量 G75 第二个 CNC 编程块X =切槽深度。Z =z 轴上的最后一个切槽位置。P =x 轴上的啄钻增量Q =z 轴上的步进轴。R =切削结束时的后刀量。 G

可以下载英制和公制 Acrobat PDF 格式的山高刀具加工导航器目录(山高刀具目录)。 Seco Tools Machining Navigator Catalogue(山高刀具目录)由多个 pdf 文件组成,其中包含完整的信息,可让您轻松正确地选择刀具和加工数据。 山高刀具目录 pdf 免费下载又名山高加工导航器目录 山高刀具目录包含有关铣削、车削、孔加工、螺纹刀具和刀片的所有信息。 山高刀具目录提供多种语言,如中文、捷克语、荷兰语、芬兰语、法语、德语、匈牙利语、意大利语、日语、韩语、波兰语、葡萄牙语、罗马尼亚语、俄语、斯洛文尼亚语、西班牙语、瑞典语、泰语、土耳其语、越南语。
SinuTrain 是西门子 CNC 仿真和培训软件,适用于 Sinumerik 802D/810D/840D(i) 和 840D(i) sl。 西门子数控仿真软件 SinuTrain 可用于工艺规划和数控培训,无需占用数控机床。 SinuTrain——西门子数控仿真培训软件 新版SinuTrain不仅提供了标准化的编程控制,还提供了逼真的机床操作,显着提高了数控培训的有效性。 标准化的控制培训软件可以安装在PC或笔记本电脑上,提供简单的ShopMill铣削或Shop-Turn车削指导。 SinuTrain——西门子数控仿真软件 SinuTrain Siemens cnc 仿真
车削刀片强度 硬质合金刀片被设计成许多不同的形状/尺寸,以便在加工时根据其刀片强度在各种材料中发挥最佳性能。从最强到最弱列出的基本形状是 车削刀片强度 如您所见,角度较小的刀片较弱,而角度较宽的刀片强度更高。 车削刀片强度——刀片切削刃 切削刃与刀片对面之间横截面的大小决定了刀片强度的差异。 了解基本刀片形状以及每种应用中最强和最弱的刀片形状可以帮助您为您的应用选择正确的刀片。 车削刀片强度——圆形刀片与 DNMG 或 VBMM 刀片的比较 例如, 对于直线重型粗加工,选择圆形或方形刀片,而不是 35 度金刚石形状。 对于精加工轮廓应用,请选择 35 度金刚石
经验证的计算机辅助加工指南。 CNC 编程:原理与应用 已经过修改,为读者提供最新的信息- 今天提供有关 G 代码和 M 代码编程的最新信息。 此版本的 CNC 编程:原理和应用保留了全面而简洁的方法,概述了从规划到数控代码编写和设置的整个制造过程。 新版本扩大了对工具、制造工艺、印刷品阅读、质量控制和精密测量的涵盖范围。 这本书旨在满足初学者和经验丰富的机械师向 CNC 抽象领域过渡的需求,是一份宝贵的资源,将被反复参考。 CNC 编程原理和应用 – 书籍内容 CNC编程原理与应用-cnc书 前言第1章机床的计算机数控第2章测量与质量第3章数控编程过程第4章数控材料、刀具和加
在车床上进行任何操作时,所有参数都至关重要,不容忽视。应遵循有关 SFM、进给率、刀片几何形状、工件夹持等的行业标准和建议。 镗孔应用中的一个常见问题是,镗杆比推荐的延伸得更远,或者超出特定杆的直径与长度比。 给 CNC 机械师的镗杆直径与长度比的建议 镗杆由不同的材料制成,它们都有不同的直径与长度比。一个镗杆可以工作,另一个可能不行。 在镗孔应用中,直径与长度比是振动的最大贡献者 最常见的镗杆材料及其径长比为: 镗杆材料 直径与长度比或 D 与 L 比 Steel 4:1Heavy Metal
每一代FANUC计算机数控系统都有不同级别的能力,这些通常用型号或系列号来表示。 发那科数控车铣车削磨削是如何命名的 每个 Fanuc cnc 控制模型通常都具有多种设备控制功能,具体取决于哪些软件功能被许可在该设备上使用。一些常见的 fanuc cnc 控制功能是: M – 铣削T – 车削(车床)TT – 双刀塔P – 冲床G – 磨削在每个型号名称中,也可以有世代每个模型的更新,通常由尾随字母表示。 Fanuc CNC Controls Model Names with Types FANUC 铣削 CNC 控制 FANUC-0MA、FANUC 0-MA、FANUC 0M-A、
G32 用于螺纹切削,但使用 G32 我们只能进行一次螺纹切削。这都意味着您必须自己完成所有螺纹刀具定位工作。 G32、G33的简单介绍请阅读CNC Fanuc G33 G32 Threading G Code。 G32 的螺纹切削可能性 纵向螺纹。 横向螺纹。 锥形螺纹。 具有恒定螺距的单头和多头螺纹。 通过链式螺纹切削块实现可变螺距和锥角。 对于使用 G32 的锥螺纹,首先将刀具带到起始位置。 然后用G32切削螺纹,并给出X、Z轴的目标点值和螺距F。 G32 中的 Z 值 螺纹切削与 G76 循环或 G92 中的 Z 值意义相同螺纹加工 .表示结束位置。 在数控车床上加工锥螺
G74 啄钻循环 G74 深孔钻循环可用于多种方式,从深孔钻孔到端面切槽。 G74 Peck 钻孔已经在这里讨论了使用 Fanuc G74 Peck 钻孔循环的简单 CNC 车床钻孔。 下面的数控编程示例显示了如何在 G74 啄钻固定循环的帮助下加工面槽。 对于端面切槽操作,刀具是轴向进给的,而不是径向进给到工件的端面。 使用 G74 啄钻循环进行端面切槽 G74 G代码端面切槽CNC编程教程 N10 G50 S2000 T0100N20 G96 S80 M03N30 G00 X50.0 Z1.0 T0101N40 G74 R1.0N50 G74 X10.0 Z-10.0 P100
G71 车削循环单行格式 Fanuc G71 粗加工循环两行格式已在此处进行说明 CNC Fanuc G71 车削循环。 G71粗车循环单行格式 本文讲解G71粗车循环单行格式。 CNC G71粗车削循环是数控车削循环,常用来去除零件水平方向的多余材料,只需编写一两段cnc代码即可。 编程 G71 P Q I K U W D 参数 参数 描述 P 轮廓起始块号 问 轮廓结束块号。 我 x 轴上的距离和浮雕方向(半径值)。这是将在 x 轴上切割的材料量。 K z 轴上的距离和浮雕方向。这是将在 z 轴上切割的材料量。 你 x 轴的精加工余量。 W z 轴精加工余量。 D
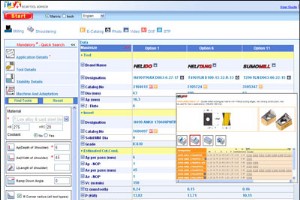
ITA 代表 Iscar Tool Advisor 是一款免费的基于 Web 的刀具选择软件,它根据数学算法选择刀具以提高生产率。 优化刀具选择对于最大化生产率至关重要,因此 ITA – Iscar Tool Advisor 应用程序提供了一个有效的过程,可以缩小所有可能的刀具场景,同时考虑切削条件、机器功率、金属去除率和切削时间。 用户可以输入一些必填字段(2 到 6 个)以获得快速结果,或完成更详细的字段,指定机器参数、刀具直径、刀具类型、等级等。 Iscar Tool Advisor 应用程序提供了 3 个最佳工具选项,但每次应用程序搜索最多可以显示 25 个工具推荐。 结果包括刀
Fanuc G75 切槽循环用于外圆切槽或内圆切槽。 Fanuc G75切槽固定循环用于x轴切槽。 Fanuc G75 切槽循环单行格式 Fanuc G75 循环进行断续切削,断续切削的额外好处是它可以定期断屑,因此 Fanuc G75 是深切槽的最佳选择。 对于 Fanuc G75 的两行格式(两块格式),请阅读 CNC Fanuc G75 Grooving Cycle。 fanuc G75切槽固定循环cnc编程实例见, 发那科 G75 示例 Fanuc G75 切槽循环 CNC 程序示例 G75固定循环切槽CNC编程实例 以下是发那科G75切槽固定循环单线格式的详细介绍。
Haas数控车床使用G71粗加工固定循环的单行句法。 此数控程序示例显示了使用 G71 车削循环进行 ID 粗加工(内部粗加工)。 你可能喜欢 G71 粗车循环单行格式 CNC Fanuc G71 车削循环或切削固定循环(双线格式) Fanuc G70 G71 粗车和精车循环程序示例 使用 Fanuc G71 粗车削循环和 G70 的 CNC 编程示例 在下面的数控编程示例中 1 – 一个镗杆用于 G71 粗车循环的整个粗加工操作。 2 – 相同的镗杆用于 G70 精加工循环的精加工。 使用 Haas G71 进行内径测量的示例粗加工和精加工。 Haas CNC 程序示例 H
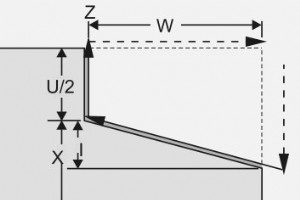
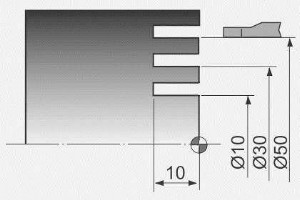
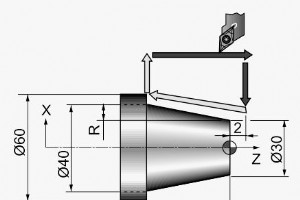
G90车削循环格式 G90车削循环有很多名字,比如, G90固定循环、G90直车循环、G90粗车循环、G90粗车固定循环、G90箱形循环。 G90 车削循环用于简单车削,但可以通过指定附加走刀的 X 轴位置来进行多次走刀。 相关:G90 车削循环 Fanuc - CNC 程序示例代码 G90 粗车固定循环可用于 直转弯。 无聊的操作。 锥度切割。 编程 G90 X... Z... I... 或 G90 X... Z... R... 参数 参数 描述 X 要切割的直径。 Z z 轴的终点。 问 起点上的角度。 我还是R 锥度的距离和方向(半径值) 注意 –
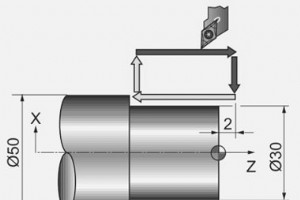
本数控教程 G90 车削循环中对 G90 车削循环进行了非常简要的解释。 G90 车削循环用于简单车削,但可以通过指定附加走刀的 X 轴位置来进行多次走刀。 G90 车削循环可用于 直转弯。 无聊的操作。 锥度切割。 下面是fanuc G90车削循环的cnc程序示例代码。 Fanuc G90 车削循环的 CNC 程序示例代码 G90 车削循环 Fanuc – CNC 程序示例 G30 U0 W0G50 S2000 T0100G96 S200 M03G00 X56.0 Z2.0 T0101 M08G90 X51.0 W-32.0 F0.25X46.0X41.0X36.0X31.0X
G90模态车削循环 本数控教程 G90 车削循环中简要介绍了 G90 车削循环。 有关使用 G90 模态车削循环进行直车削的示例,请阅读 G90 车削循环 Fanuc - CNC 程序示例代码。 G90 车削循环用于简单车削,但可以通过指定附加走刀的 X 轴位置来进行多次走刀。 什么是模态 “模态”G 代码意味着它们一直有效,直到它们被取消或被矛盾的 G 代码替换。同样,G90 是一个模态 G 代码,它保持激活状态,直到给出另一个运动命令,如 G00、G01 等。如下面的 CNC 程序示例中,G90 G 代码被 G30 G 代码取消。 G90 车削循环用法 直转弯。 无聊的操作。 锥
数控机床