工业4.0先进制造技术信息网站!

Fanuc cnc 控件没有用于切割多头螺纹的直接螺纹循环 在数控上。但是您可以使用 Fanuc G76 螺纹加工循环在带有 fanuc 控制的 cnc 上切割多头螺纹。 相关:发那科 G76 傻瓜螺纹循环 使用 Fanuc G76 螺纹循环的多头螺纹加工 使用 Fanuc G76 螺纹循环在 CNC 上切割多头螺纹有多种技术。这是其中的一个。这个cnc编程示例使用cnc子程序调用在Fanuc cnc上切割多头线程。 CNC 主程序 N50 G00 X48 Z5N60 M98 P0034713 数控子程序 N10 G76 P020000 Q100 R0.05N20 G76 X42 Z

只需按一下按钮,Click-Change 刀架即可在短短 5 秒内插入更改。其凸轮驱动杆提供 8,000 psi 的均匀刀片夹紧压力。 单击更改刀架 您正在使用数控车床,在某些组件之后需要更换刀片。下面是数控车床更换刀片的全过程。 用气压清洁刀具和刀架(冷却液和切屑清除)。 搜索合适尺寸的内六角扳手(梅花加螺丝刀)寻找工具夹紧螺钉(用于拧紧工具上的插件)。 用内六角扳手(梅花螺丝刀)打开工具夹螺丝。 要全神贯注,否则如果处理不当可能会损坏螺丝(阅读此内容)。 现在取出插入物。 更改或索引插入内容。 小心地将它放回工具槽中。 现在再次拧紧工具夹紧螺钉。 如果您计算单个插入更改的时间,
CNC 机床上的紧固件扭矩设置对其使用寿命和成品精度至关重要。使用扭矩螺丝刀每次都正确 可调扭矩起子可用于任何需要适当扭矩设置的地方。 CNC 车间面临的最常见问题之一是,如果用普通螺丝刀拧紧,刀具刀片尖端的拧紧不均匀,导致切割表面不正确和工作尺寸超出公差。 扭矩可以非常容易地调整。 不可能出现过度扭矩,因为在达到设定扭矩后它开始打滑。 提供各种螺丝刀刀片,例如 Torx 和 Torx Plus (IP)。更多信息关于 扭力起子 CNC 机械师用扭矩螺丝刀
慕尼黑公司 P+S Technik 使用高速 Haas CNC 立式加工中心 制造一些世界上最先进的电影摄影机和电影摄影配件。 在 Haas 数控机床上加工的电影摄影机 今天的场景中发现的许多高端摄像机装备都是在 P+Technik 的五台5 轴哈斯机床中的一台上加工的

夏天来了,你和你的数控机床车间准备好了吗?在夏季最高温度为 25°C 至 30°C 的国家,夏天不是问题,但天气炎热的国家呢?这些国家夏季最高气温为48℃至52℃,夏季白天平均气温为38℃至42℃。 所以这对于数控机床来说温度太高了。对于 CNC 机器,建议的平均温度为 25°C .毫无疑问,高温会影响数控机床的性能和工作。 炎炎夏日数控机床车间小贴士 如果数控机床车间温度过高,数控机床可能会停止工作。 CNC 机器控制可能会停止响应。 车间温度高的最严重问题出现在有大量液压油工作的数控机床上,例如带有液压转塔、液压卡盘、液压尾架的数控机床。如果液压油变热,机器工作肯定会受到影响。
今天的帖子将解释 Fanuc G10 G 代码的功能。 Fanuc G10 cnc G代码用于可编程偏移设置。让我先解释一下可编程偏移设置。 (有时我们称之为“Offset Setting”,有时称为“Offsetting”) 用于可编程偏移设置的 Fanuc G10 G 代码 可编程偏移设置 在几乎所有数控机床控件上,刀具偏置设置和数控机床零偏置设置(工作班次值、班次值、机床零偏置值)都在单独的页面上给出。但是这些 cnc 控件还允许 cnc 程序员通过 cnc 程序添加偏移值。在 Fanuc cnc 控件上,我们可以使用 G10(可编程偏移设置),在 Sinumerik 840D 上
CNC 刀片磨损给 CNC 操作员的一些提示 CNC 机器用于连续和准确的作业生产。因此,为了保持这一连续过程,使用了一些复杂的工具,例如带有插入的工具 .使用刀片进行加工很容易,因为 CNC 机床操作员只需更换刀片而不是整个刀具(因为 CNC 机床上的刀具更换不是一个简单的过程),因此设置时间现在比完整的刀具更换时间短得多. 刀片也有寿命,一段时间后(这个时间取决于工件的材料和冷却液质量)刀片开始磨损 , 意味着它开始稍微改变它的形状。 很明显,如果刀片会改变其形状或刀片磨损,工作的准确性也会受到影响。所以插入通常由 cnc 操作员在几个组件之后检查, 如果刀片磨损很小,则数控机床操
这是另一个数控车床程序示例。此数控编程示例显示了使用 Fanuc cnc 控制 G 代码车削固定循环 Fanuc G71 粗加工循环。该cnc程序还展示了Fanuc G70精加工循环的使用。 G71车削循环 尽管我已经发布了 Fanuc G71 粗车削循环和 G70 的 CNC 编程示例。 而另一篇文章CNC Fanuc G71 Turning Cycle or Stock Removal Canned Cycle则简单介绍了G71固定循环参数。 数控编程实例 Fanuc G70 G71 粗车和精车循环程序示例 N10 T1 G97 S800 M03N20 G00 X45 Z2 G42
Fanuc G76 傻瓜螺纹循环 Fanuc G76 傻瓜螺纹循环 简要解释 Fanuc G76 螺纹加工循环。 Fanuc G76 让数控机械师完全控制螺纹车削。 Fanuc G76 螺纹加工循环具有多个参数,但同样的方式 Fanuc G76 在螺纹切削方面提供了充分的灵活性。 本文实际上是为了帮助数控机械师轻松浏览多篇解释 Fanuc G76 螺纹循环的文章。 以下是快速链接, Fanuc G76 螺纹加工循环 Fanuc 10/11/15T 的 G76 螺纹循环单行格式 使用 Fanuc G76 螺纹循环的锥形螺纹加工 使用 Fanuc G76 螺纹循环的多头螺纹加工 使用 F
Fanuc G代码列表 Fanuc 是世界上使用最广泛的 CNC 机器控制。这是在 HelmanCNC.com 上解释的所有 Fanuc G 代码的列表。 一些Fanuc G代码还有CNC编程实例,可以更好地理解它们的工作。 您可能会阅读完整的 G 代码列表 发那科G代码清单 此 Fanuc G 代码列表将随着更多 Fanuc G 代码的添加和解释而更新。 G00 快速移动 CNC G代码G00快速移动CNC程序员CNC G代码介绍 G01 线性插补 CNC编程器CNC G代码介绍CNC编程初学者一个简单的CNC编程实例车床CNC编程实例倒角和半径用G01 G代码编程G01倒角CN
G04 保压时间 一些 CNC 控制器只有一个 G04 停留时间选项,即机器将等待的秒数,但现在您有了一种相当简单且有点经济的方法。 假设您使用铰刀或扁钻进行镗孔加孔面精加工,以前我们只是猜测完成底部端面需要多少时间,可能是 2 或 3 秒。但现在只是easy 给出转数,当指定的转数完成时,G04 暂停将结束。对于机械师来说,这是更简单的方法,因为现在他用机器的方式来处理它,而不是像秒表那样。 下面的代码表示机器将等待接下来的三秒钟。 N1 G04 F3 下面的代码更简单地说机器将等待直到主轴旋转 3 圈 N1 G04 S3
Fanuc G20 以英寸为单位进行测量或以英寸为单位进行编程 .由于数控机床使我们可以轻松地对任何类型的组件进行编程和加工。 同样,数控机床控制也为我们提供了最大的灵活性,我们不仅可以在公制中进行编程 还有英寸系统 . 在 Fanuc 数控系统上 G20 和G21 用于在英寸和公制系统之间切换。 本cnc编程实例演示了Fanuc G20 G代码的使用。 发那科G20程序实例 Fanuc G20 CNC 程序示例 N1 T0101N2 G97 S800 M03N3 G96 S150 G20N4 G00 X0 Z1N5 G01 Z0 G95 F0.3N6 G01 X2 R0.25N7
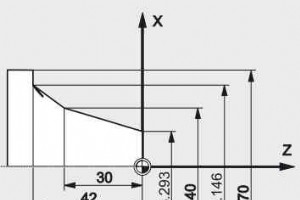
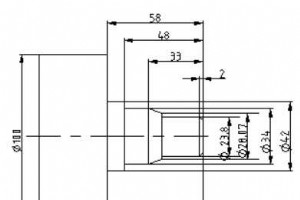
Fanuc G21 以毫米为单位进行测量或以毫米为单位进行编程 . CNC 为我们提供了在公制中编程的灵活性 或英寸系统 . 发那科 G21 G 代码将 cnc 更改为公制。 所以这是另一个 cnc 编程示例,适用于初级 cnc 程序员 .此数控编程示例使用 Fanuc G21 G 代码 . 发那科G21编程实例 N1 T0505N2 G92 S1500 M03N3 G21 G96 S150N4 G00 X0 Z5N5 G42 G01 Z0 G95 F0.3N6 G01 X23.293N7 G01 X40 Z-30N8 G01 X58.146 Z-42N9 G01 X70N10 G40
加工零件时,您的刀具不必始终处于加工状态。当您早上启动机器时,工具转塔将处于安全无碰撞的位置,当您按下新工件的循环启动按钮时,工具转塔盘会旋转以选择合适的工具,并且工具会以完整的方式到达工件喂食(快速)。 CNC G代码G00快速移动 当该刀具完成加工后,它再次以相同的快速进给离开工件以进行下一次换刀,第二个刀具以相同的快速进给来。 上述运动必须快速,以缩短工件的整体加工时间。这些快速的动作都掌握在CNC Programmer手中。 G00 是这些快速运动的 G 代码。在 CNC 加工中,CNC 程序员必须决定哪个运动必须快速,因此在 CNC 程序中他添加了带坐标的 G00 以行进。
Sinumerik 840D 轴当前位置系统变量$AA_IM 西门子 Sinumerik 840D 为数控机械师提供了最大的灵活性,可以按照他喜欢的方式对数控机床进行编程。您可以创建自己的变量。您可以访问 Sinumerik 840D 系统变量 . 下面介绍如何通过 Sinumerik 840D 系统变量访问轴当前位置。 Sinumerik 840D 系统变量 $AA_IM $AA_IM 告诉我们当前轴在机床坐标系 MCS 中的值。 例子 N20 IF $AA_IM [X] <= 15 GOTOF ERROR_202 上面的代码检查 x 轴滑动是否小于 15 然后出错(可能有碰撞
SINUMERIK 840D 编程 这篇博文是关于西门子的 sinumerik 840D 数控系统。这篇文章说明了一个循环命令(控制结构),我们可以在 cnc 编程中使用它来进行 sinumerik 840D cnc 控制。 Sinumerik 840D 编程中可以使用多种控制结构,例如 如果 循环 为了 同时 重复 这是 cnc 编程示例,它显示了 WHILE 循环的用法。 CNC 程序示例 G01 G90 X0 Z10 F1000WHILE $AA_IM[X] <= 100G1 G91 X10 F500G1 G90 Z–20 F100Z5ENDWHILE CNC程序说明 此数控程
你正在操作一台数控机床,你永远不必从中间回忆数控程序,我不敢相信。每天我们必须多次从中间或从已知的块号调用 cnc 程序。操作数控机床时,有时工具刀片会损坏太多,以至于您必须更换刀片并且必须从几乎中间开始运行数控程序。 什么是 CNC 块搜索? cnc 块搜索是 cnc 机器控制中的一个工具,它使我们能够从我们选择的 cnc 程序块运行 cnc 程序。所选的cnc程序段可能在开始中间或接近cnc程序结束。 CNC 控制块搜索行为 当我们进行数控块搜索时,不同的数控机床控制行为不同。当您要使用 cnc 块搜索时,您必须在使用 cnc 块搜索之前确认 cnc 块搜索的行为。 CNC 控件可记住
Sinumerik 840D系统变量命名技巧 sinumerik 840D cnc control系统变量较多,不易记忆。 sinumerik 840D 系统变量的命名方式便于记忆。你只需要记住一些规则。 sinumerik 840D cnc 控制的每个系统变量都应用这些规则或命名约定。 Sinumerik 840D 系统变量第一个字母 第一个字母 含义 $百万 机器数据 $S 设置数据 $T 工具管理数据 $P 程序值 $A 当前值 $V 服务数据 Sinumerik 840D 系统变量第二个字母 第二个字母 含义 N NCK全球 C 特定频道 一个 特定轴
这是您几乎在每台数控机床上都会看到的数控 G 代码 G33 /G32 的说明。在 Fanuc cnc 控制上,它作为特殊螺纹切削的 Fanuc G32 G 代码存在 并且没有Fanuc G33,但是无论是G33还是G32,功能都是一样的。我们可以使用 Fanuc G32 G 代码在大多数 CNC 控件上使用 G33 实现的所有功能。下面有时我会只使用 G33,但这也适用于 G32。 示例 – 使用 G32 的锥螺纹加工 使用 G33 / G32 螺纹 G 代码切削螺纹的可能性 纵向螺纹。 横向螺纹。 锥形螺纹。 具有恒定螺距的单头和多头螺纹。 通过链式螺纹切削块实现可变螺距和锥角。 毫
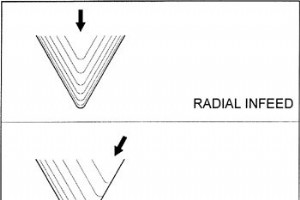
简述在fanuc数控机床上加工螺纹时如何控制螺纹进刀角度。 您最好观看视频(山特维克可乐满的螺纹进给技巧视频),其中简要介绍了螺纹进给角度的差异以及不同螺纹进给角度的优缺点。 Fanuc G76 螺纹加工循环为我们提供了充分的灵活性,可以按照我们喜欢的方式进行螺纹加工。 Fanuc G76 螺纹加工循环 N5 G76 P010060 Q100 R0.05N6 G76 X30 Z-20 P1024 Q200 F2 用 Fanuc 螺纹循环 G76 控制螺纹进刀角度 G76:螺纹循环参数P P实际上由控制线程行为的多个值组成, 01:弹簧切数,可以随意更改。 00 :螺纹在 45
数控机床