工业4.0先进制造技术信息网站!
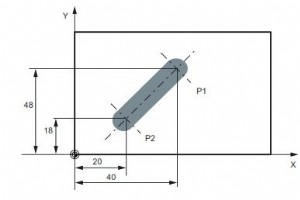
CNC 铣床程序示例 一个非常简单的数控铣床编程教程,适合初级数控机械师。 易于理解的数控铣床编程代码。这是一个不使用任何 cnc 固定循环的 cnc g 代码示例。 相关数控铣床程序实例 CNC G02 圆弧插补顺时针数控铣示例程序 CNC 铣削圆弧插补 G02 G03 G 代码程序示例 CNC 车床 的初级数控程序示例 Fanuc CNC 程序示例 初学者的 CNC 编程一个简单的 CNC 编程示例 CNC 编程初学者 CNC 编程示例 初学者数控铣床编程实例 N05 G0 G90 X40 Y48 Z2 S500 M3N10 G1 Z-12 F100N15 X20 Y
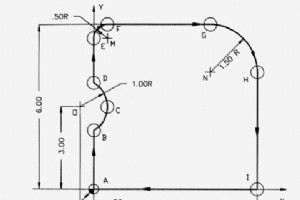
CNC 铣床编程圆弧插补示例 CNC 铣削圆弧插补程序示例,说明 G02 G03 圆弧插补 G 代码的使用。从新手到中级数控程序员和数控机械师的易于理解的数控铣削编码教程。 相关圆弧插补数控程序 CNC Mill CNC G02 圆弧插补顺时针数控铣示例程序 数控车床G02 G03 G代码圆弧插补实例程序及CNC编程实例G代码G02顺时针圆弧插补 CNC铣削圆弧插补G02 G03 G代码程序示例 G90G00 X-1.0 Y-1.0 ; point SG01 X0 Y0 F7.5 ; point AY2.134 ; point BG03 X0.5 Y3.0 I-0.5 J0.866
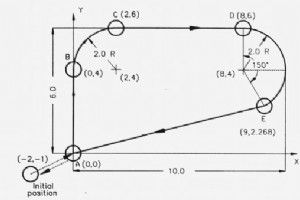
CNC G02圆弧插补顺时针数控程序教程 数控铣削编程教程,供数控程序员/数控机械师了解G代码G02圆弧插补铣削编程的用法。 CNC 铣削示例程序即使对于初学者水平的 CNC 程序员和 CNC 机械师也很容易理解,毫无疑问,这是一个 CNC 铣削编程傻瓜教程。 相关数控铣床程序实例 CNC 铣削圆弧插补 G02 G03 G 代码程序示例 初学者数控铣床编程示例 CNC 铣削示例程序 CNC G02圆弧插补顺时针数控铣示例程序 G90 G00 X-2.0 Y-1.0G01 X0 Y0 F8.0 ; point AY4.0 ; point BG02 X2.0 Y6.0 R2.0 ;

Haas 数控铣床 G 代码(准备功能) 这是 Haas 数控铣床的数控铣床 g 代码列表。当然,数控铣床编程 g 代码是数控程序员执行数控铣床数控编程任务时的支柱。 相关文章: Haas 数控车床 G 代码 Haas 数控车床 M 代码 CNC 车床动力刀具定义和相关 Haas CNC M 代码 Haas 数控铣床 G 代码 Haas CNC 铣削 G 代码列表 G代码 函数 G00 快速运动 G01 直线插补运动 G02 CW插补运动 G03 逆时针插补运动 G04 停留 G09 精确停止 十国集团 可编程偏移设置 G12 CW 圆孔铣削 (Yasnac) G
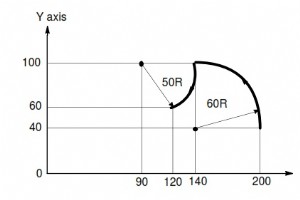
以下是数控铣床的数控程序示例代码。此数控示例代码说明了CNC绝对编程G90 G代码和增量编程G91 G代码的用法,以及圆弧插补G代码的用法(G02/G03). 此 cnc 程序绘制(加工)cnc mill Arc with R 以及 Arc with I。 CNC绝对编程G90示例代码 CNC铣床编程绝对增量G90 G91示例代码 带 R 的铣削圆弧插补 G02 G03 G92 X200 Y40 Z0G90 G03 X140 Y100 R60 F300G02 X120 Y60 R50 带 I 的铣削圆弧插补 G02 G03 G92 X200 Y40 Z0G90 G03 X140
![更多车间欢迎女性 CNC 机械师 [图片]](https://www.mfgrobots.com/article/uploadfiles/202211/2022111714113737_S.jpg)
女性数控机械师 页数:1 2 3 4 5
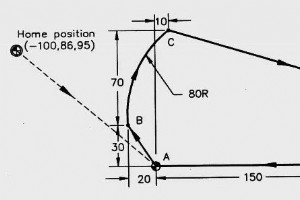
带有程序代码解释的 CNC 铣削示例程序。此数控铣床编程教程展示了如何对圆弧插补 G2 / G3 G 代码进行编程。以及数控铣床的直线编程。这个数控铣削示例程序很容易理解,无需任何 CNC 专业程序员的帮助。 CNC铣削样例程序 N5 G90 G71N10 T1 M6N15 G92 X-100 Y86 Z95N20 G0 X0 Y0 S2500 M3N25 Z12.5N30 G1 Z-12.5 F150N35 X-20 Y30N40 G2 X10 Y100 R80N45 G1 X140 Y60N50 G2 X150 Y0 R50N55 G1 X0 Y0N60 G0 Z12.5N65 G91
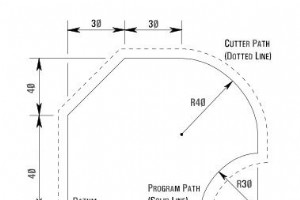
这是 CNC 加工中心编程示例或立式加工中心 (VMC) 编程练习。 对于初学者级别的数控机械师/数控程序员来说,基础且易于理解。 还说明了CNC G代码G41刀具半径补偿左的使用 . 数控加工中心编程实例 cnc加工中心编程实例 O0010N10 G00 X-15 Y-15N20 G41 G01 X0 Y0 F100N30 Y40N40 X30 Y80N50 X60N60 G02 X100 Y40 R40N70 G01 Y30N80 G03 X70 Y0 R30N90 G01 X0N100 X-15 Y-15
适用于 iPhone iPad 的西门子 Easy CNC App 易于使用的 SINUMERIK CNC 现在通过 Easy CNC App 更容易学习。 适用于 iPhone 和 iPad 的西门子 Easy CNC 应用程序。 Siemens Easy CNC App 包含所有最新的 SINUMERIK 培训手册,将确保您始终拥有最新的更新。无需再携带沉重的书籍,您可以访问 4000 多页重要的 CNC 培训课程和世界上最便携格式的内容。 此外,方便的 G 代码兼容性工具可让您快速找到西门子和 ISO G 代码的兼容代码。 词汇表功能是您对 CNC 术语的参考指南。 指向 C
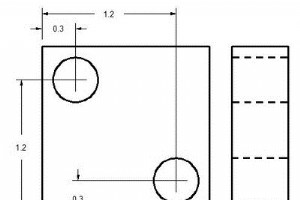
Fanuc G81 钻孔循环用于简单的钻孔操作,所以这里有一个数控程序示例,演示如何使用 G81 钻孔循环。 数控程序 Fanuc G81 钻孔循环示例程序 N1 T1 M06N2 G90 G54 G00 X.3 Y1.2N3 S1200 M03N4 G43 H01 Z1. M08N5 G81 Z-.6 R.1 F10N6 X1.2 Y.3N7 G80 G00 Z1. M09N8 G28 G91 Z0. M05N9 M30 解释 N1-换刀到1号刀 N2- 刀具快速移动到第一个钻孔位置 X0.3 Y1.2,同时考虑到零偏置号。 1 N3-钻头开始顺时针旋转,转速为1200转。 N4
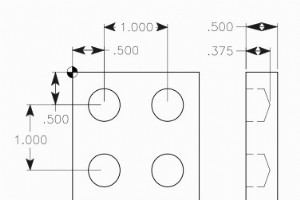
数控立式加工中心数控程序实例说明G81钻孔循环的使用。 示例程序 G81钻孔固定循环CNC铣削程序示例代码 O10075N1 T16 M06N2 G90 G54 G00 X0.5 Y-0.5N3 S1450 M03N4 G43 H16 Z1. M08N5 G81 G99 Z-0.375 R0.1 F9.N6 X1.5N7 Y-1.5N8 X0.5N9 G80 G00 Z1. M09N10 G53 G49 Z0. M05N11 M30 解释 O10075 程序号(cnc内存中的程序很多,以程序号区分)。 N1-换刀(M06)到16号刀 N2- 刀具快速移动 (G00) 到第一个钻孔位置
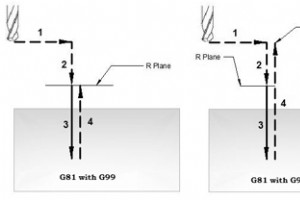
一个完整的数控零件程序,展示了 G98 和 G99(固定循环返回级别)如何与 G81 钻孔循环和 G83 深孔钻孔循环一起工作以钻削具有不同高度的零件。 G98 G99 总结 G98和G99是改变固定循环(G81,G83等)运行方式的模态指令。当G98有效时,Z轴将在完成单个操作时返回起始位置(初始平面) .当G99有效时,当固定循环完成一个孔时,Z轴将返回到R点(平面)。然后机器将进入下一个孔。 G81钻孔循环工作-G98 G99返回水平 数控零件程序 G81钻孔循环G98 G99 G代码实例程序 N10 M06 T01N20 G90 G00 X10 Y30 Z12 S1000 M
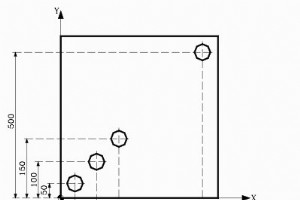
这个cnc程序示例解释了G81钻孔循环的使用但是这次刀具没有以通常的方式定位(G90绝对编程模式)但是这次使用G91增量编程模式。这个编程示例代码也解释了G81钻孔循环参数K(重复次数)的使用,一般不用。 G81钻孔循环格式 G81 X_ Y_ Z_ R_ F_ K_;X_ Y_:孔位数据Z_ :Z 深度(刀具从 R 平面开始进给到 Z 深度)R_ :距离从初始平面到R点平面F_:切削进给速度K_:重复次数(如果需要) G81 钻孔循环参数 K(重复次数)。在不同的 cnc 控件上,此参数有不同的字母分配给它,例如 on, Fanuc 使用字母 K 表示重复次数。 Haas CNC 使用

山特维克可乐满是世界领先的金属切削刀具供应商,为金属加工行业提供刀具解决方案。山特维克可乐满在 130 个国家/地区拥有 8,000 名员工。山特维克可乐满提供世界一流的车削、铣削、钻孔和刀柄产品。山特维克可乐满为以下行业提供刀具解决方案, 山特维克可乐满目录 pdf 免费下载 汽车 发电 模具制造 复合材料 小零件加工 航天 医疗 风力发电 山特维克可乐满提供可免费下载的刀具解决方案目录。 山特维克可乐满产品目录 下载山特维克可乐满产品目录 车刀 – 普通车削 目录内容: CoroTurn® XS,用于小零件加工的外圆/内圆刀具,CoroCut® MB,用于精密加工的内圆刀具

数控系统 M01 M 代码或辅助功能是 M01 可选停止 或 有条件的程序停止 . 简而言之,如果数控机床操作员按下可选停止按钮或将可选停止拨动开关切换到 ON 状态,则数控程序处理将以 M01 可选停止停止, 如果可选的停止按钮或可选的停止拨动开关处于关闭状态,则 cnc 程序将继续加工而不会停止。 可选的停止按钮位于数控机床控制面板上。 M01 Optional Stop M代码与M00 M代码非常相似,M00和M01都停止cnc程序的处理 M01和M00 CNC M代码都停止跟随cnc功能。 CNC 辅助功能代码 M01 可选程序停止 所有轴的运动 主轴旋转 冷却功能 进
Twenty6 Products, LLC , 位于蒙大拿州贝尔格莱德的公司以生产坚固耐用的高端山地自行车部件而享誉国际,这些部件的设计、工程和 CNC 加工旨在以风格取胜! Twenty6 精湛的表面处理、质量和个性在优雅的两指手刹杆和座杆夹、优雅的把立和杆端以及经典的防滑、免维护踏板中一眼就能认出来——至少有 12 种令人难以置信的颜色。 Tyler Jarosz 是 Twenty6 Products 的幕后主脑,他包办了这一切。从概念到阳极氧化,每件 Twenty6 产品都带有他的指纹。他在两台 Haas VF-2 CNC 立式加工中心和一台 Haas SL-10 CNC 车床上加工他
西门子 SINUMERIK CNC 控制器直接在控制器上提供功能强大的“在线帮助”和完整的目录。 西门子 Sinumerik 数控系统中存储了全面的上下文相关联机帮助。 SINUMERIK- 集成在线帮助 因此,现在您无需再翻阅纸质帮助手册中提供的所有文档。 sinumerik cnc control 帮助文件充满大量图片,让您轻松了解过程。 为每个窗口提供了简要说明,如果需要,还提供了操作顺序的分步说明。 对于每个输入的 Sinumerik G 代码,在编辑器中都提供了详细的帮助。 您还可以显示所有 G 功能,并直接从帮助中将选定的命令接管到编辑器中。 sinumerik
CNC 编程并不难学习和掌握,特别是数控车床的数控编程。因为数控车床只有两个轴,X 轴和 Z 轴。 CNC 机械师的 CNC 编程 数控车床的X轴控制零件的直径。 数控车床的Z轴控制零件的长度。 要学习数控编程,您最好从易于编程的图纸开始。 这里有一些基本的cnc编程例子 初学者的 CNC 编程一个简单的 CNC 编程示例 车床数控编程实例 初学者数控铣床编程示例 开始数控车床数控编程的过程如下。 您首先必须调用合适的切削刀具进行加工。此步骤取决于 cnc 机器,但在 fanuc cnc 控制上,您将使用以下 cnc 编程命令, T5 or T0505 现在载入工班值,下
《CNC 编程技术:有效方法和应用的业内人士指南》一书 ” 由 Peter Smid 撰写,他是畅销的 CNC 编程手册和 Fanuc CNC 自定义宏的作者 ,这一实用且非常有用的资源涵盖了几个数控编程主题,包括如何对凸轮和锥形立铣刀进行编程,这些几乎在任何地方都找不到。其他更常见的主题,例如刀具半径偏移和螺纹铣削,也有很深入的介绍。 CNC 编程技术有效方法和应用的内部指南 针对各种机加工操作提出详细的零件编程建议。 包括对以下主要主题的讨论:螺纹铣削方法、滚花、凸轮编程、零件反转方法、使用托盘更换器、应用特殊的切槽和螺纹技术等等。 提供大量插图、图表、表格和实例,让用户充分理解所
G代码G76是在数控机床上用于螺纹切削的数控循环。 螺纹循环G76 在这里解释 G76 螺纹循环 . 使用 G76 进行锥螺纹切削 螺纹循环在这里解释 G76 锥形螺纹加工 用于 G76 多头螺纹切削 参见 G76 多头螺纹加工 对于 G76 螺纹循环一行,请参见G76 一行格式 . G76螺纹循环可用于数控车床加工内螺纹。 这个 G76 螺纹加工示例实际上是在两种不同直径上切削外螺纹。 G76 螺纹循环示例 G76螺纹循环CNC编程实例 N10 T3N20 G97 S800 M03N30 G00 X30 Z5 T0303N40 G76 P021060 QI00 R100N50
数控机床