
工业4.0先进制造技术信息网站!
本文讲解G02 G03 G代码的使用。 G代码G02、G03在cnc编程中用于圆弧插补。 G02 G03 G代码圆弧插补 G02 G代码顺时针圆弧插补。 G03 G代码逆时针圆弧插补。 关于 G 代码圆弧插补的文章/cnc 程序示例有多篇,这里列出几篇文章,以便 cnc 机械师可以轻松浏览不同的 cnc 编程文章。 G02 G03 G Code Example CNC Programs (G code Arc Examples) CNC圆弧插补教程G02 G03 Fanuc 数控车床编程实例 CNC编程实例G代码G02顺时针圆弧插补 Fanuc G20 使用 CNC 程序示例以英寸为单

哈斯数控 什么是直观编程系统 IPS? 直观的编程系统是可选的屏幕,允许您在不处理 G 代码的情况下编写和执行程序。 Haas 直观的编程系统 Haas 直观编程系统是一种专有的对话式编程系统,即使不了解 G 代码也能轻松设置和操作数控机床。 直观的车床编程系统演练 直观的车床编程系统演练是 Haas CNC 机床的免费下载手册。 本指南将帮助用户通过 IPS(直观编程系统)屏幕开发完整的 CNC 程序。 车床直观编程系统演练中的说明深入了解了每个直观编程系统 (IPS) 菜单。为每个条目提供了更正式的描述,以帮助更好地为新用户定义屏幕帮助。 Haas 直观的编程系统 车床直观
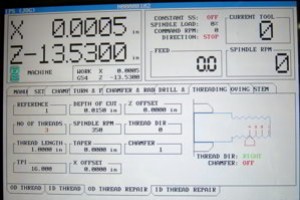
Haas 直观编程系统 (IPS) 具有称为螺纹修复的功能。 使用 Haas 直观编程系统修复螺纹 借助 Haas 直观编程系统的螺纹修复功能,您可以修复 外螺纹(外螺纹修复) 内螺纹(内螺纹修复) 螺纹——外径螺纹修复 此模式用于使用多次走刀修复外径螺纹。 线程 – ID 线程修复 此模式用于使用多次走刀修复内径螺纹。 使用 Haas 直观编程系统修复 OD 螺纹 要访问线程修复功能,请导航至线程选项卡并选择 OD 线程修复。 在 Haas 数控车床上使用直观的编程系统进行螺纹修复 您可以通过将螺纹刀具移动到螺纹并按下 X DIA MEAS 键来设置参考位置。 设置参

Royal Chuck Stop 提供了一种简单、一致的方法来定位三爪车床卡盘中的短零件。卡盘挡块使短零件能够伸出卡盘爪之外,为端面操作提供间隙。 Royal Chuck Stop 可轻松定位三爪车床卡盘中的短零件 Royal Chuck Stop 非常准确——前后定位面平行度在 +/- 0.0004 英寸以内。由于 Royal Chuck Stop 无需钻软爪,机器设置时间大大减少。 三爪车床卡盘中用于轻松定位短零件的卡盘挡块 Royal Chuck Stop 的圈养网状设计消除了使用垫片和平行线的危险,这些垫片和平行线可能会松动并从旋转的夹头中抛出。三个强力磁铁进一步将挡块固定
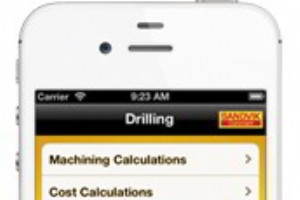
山特维克可乐满的钻孔计算器应用程序旨在为工程师、程序员和机械师在使用钻孔和攻丝工具时提供支持。 用于优化钻孔和攻丝操作的山特维克可乐满钻孔计算器应用程序 此应用程序将帮助机械师根据作业参数计算最佳切割设置。它还包括攻丝的孔尺寸计算以及孔和轴的 ISO 公差。 通过输入生产值,还可以计算与钻孔操作相关的各种成本,例如每个零件的刀具成本、每个零件的刀片成本和每个零件的总机加工成本。 机加工和成本计算都包括单一输入或比较模式的选项。 该应用程序适用于公制和英寸测量。 山特维克可乐满钻孔计算器应用程序 山特维克可乐满钻孔计算器应用程序 山特维克可乐满钻孔和攻丝计算器应用程序 山
京瓷是全球领先的工业切削工具制造商,拥有多元化的产品线,适用于 转向 铣削 钻孔 线程 开槽 无聊 Kyocera General Catalogue 2011 – 2012(英文版) 京瓷刀具目录 完整的 Kyocera Cutting Tools Catalogue 2011 – 2012 PDF 文件。 此 PDF(京瓷切削工具目录)以及所有部分都包含导航功能,可在内容中轻松有效地导航,只需单击索引中您感兴趣的部分即可。 内容 插入成绩 CBN 和 PCD 刀片 小工具 开槽 线程 整体立铣刀 车铣工具 技术信息 车削刀片硬质合金、金属陶瓷、陶瓷 外圆车削刀柄 无聊 截止
Kennametal Innovations iPad App 可从 iTunes App Store 免费下载。 Kennametal Innovations 应用程序提供最新的出色刀具的交互式演示,用于车削、钻孔、可转位铣削、整体立铣和刀具系统。 Kennametal Innovations iPad 应用的主要功能 将应用内容下载到您的 iPad 以供离线查看。 根据最新产品或工具类别搜索所有创新 观看工具视频以查看正在运行的产品。 肯纳金属创新 iPad 应用 新的 Kennametal Innovations ipad 应用程序为制造商提供了一种引人入胜的体验,让他们了解

升级是一件好事,特别是在简化机加工车间流程时。 这是安全气枪的升级版。 气枪在车间的使用 气枪通常与车间的每台机器一起使用,以清除成品零件上的切屑和冷却液。 当机械师要更换数控车床切削刀具上的刀片时,也必须使用气枪。机械师必须先通过切削工具夹紧螺钉的孔吹气,以便清除螺钉头内的任何小切屑。 使用气枪时遇到的问题 在上述两个过程中,机械师(操作员)在使用气枪时必须格外小心,由于气压高,一些切屑或冷却剂飞溅可能会散布在机加工车间地板上,或者它们可能会反过来瞄准操作员本身。 那么气枪的解决方案或升级是什么 解决方案是芯片屏蔽。 切屑护罩是一种耐用的聚碳酸酯护罩,可保护操作员免受飞屑的

山高 MDT 多向车削系统 山高 MDT(多向车削)系统使用单个刀柄和刀片在轴向和径向方向上进行车削、仿形切削和切槽。对于具有许多凹槽和轮廓的复杂零件,一种工具可替代多种常规工具。 该系统可用于 • 车削• 仿形加工• 切槽• 切断 山高 MDT 具有独特的刀片夹紧方法 – Secoloc;刀片和刀柄之间的顶部夹具和锯齿接触面的组合提供了极好的稳定性。 山高 MDT 具有足够的通用性,可以通过减少刀具更换和机器停机来提高生产率。山高 MDT 系统还通过取代对多种传统刀具的需求,简化了刀具处理和库存要求。
经过验证的解决方案和记录的结果来自多年的辛勤工作和奉献精神,专注于先进的研发。山特维克可乐满现在可以为航空航天业提供出色的整体组件解决方案。 航空航天领域的山特维克可乐满
Fanuc 控制模型 10/11/15 对 G76 螺纹循环使用单行格式。 Fanuc G76 螺纹循环单行格式 其他Fanuc控制模型(0/16/18/20/21)使用双程序段格式进行G76螺纹循环(G76 Two-line format)。 发那科固定循环的单行格式或单程序段格式比两行格式更早。 G76螺纹加工循环单行格式中,循环使用以下数据: G76 X.. Z.. I.. K.. D.. A.. F.. P.. X :指定最终螺纹直径。 Z :为螺纹末端位置。 我 :指定锥度。 K :为单螺纹深度。 D :是第一遍的深度。 一个 :为螺纹角。 F :是螺纹导程。
旋转拉削 ,也称为摆动拉削, 是一种快速、准确地在工件末端产生内外形状的方法。 拉削刀架可用于任何数控车床、手动车床、多轴车床、铣床或钻床。 拉刀可加工六角形、方形和梅花形孔。 数控机床回转拉削

热量可以停止你的机器 CNC 机床的柜式冷却器 它发生在你最意想不到的时候。高温会烧毁控制数控机床的电子设备, 结果 错误的读数。 跳闸。 炸电路板。 冷却电气柜可以消除这些问题,但您将如何做呢? 机柜冷却器 冷空气通过外壳循环,以消除热损坏和控制停机。独立实验室测试证明机柜冷却器符合相应的 CE 安全要求,这些要求现在使其适用于范围广泛的机柜冷却应用。 紧凑型机柜冷却器可在几分钟内通过标准电气拆卸孔安装完毕。它们将普通的压缩空气供应转换为 -7°C 的冷空气,无需制冷剂或氟氯化碳。机柜冷却器系统包括一个压缩空气过滤器,以确保没有水分或灰尘进入面板内部。 柜式冷却器的优点
Sinumerik 840D刀具资料 这篇文章是关于西门子 Sinumerik 840D 工具数据系统变量 $TC_DP1、$TC_DP2 … $TC_DP22。 Sinumerik 840D 的工具数据 $TC_DPx 系统变量 Sinumerik 840D 的工具数据系统变量为 CNC 编程人员提供了强大的功能和灵活性,工具数据系统变量可以在 Sinumerik 840D CNC 控制上以多种方式使用,下面列出了一些 工具数据检索(可以访问工具数据) Tool Data Update(可以更新工具数据) 什么是 Sinumerik 840D 刀具数据? 所有与刀具有关的数据(如刀
Sinumerik 840D 具有系统变量,允许我们更新和查询数控机床的不同位置和行为。毫无疑问,sinumerik 840D 是一款先进的数控系统,它为我们提供了极大的灵活性,可以按照我们想要的方式进行编程。 Sinumerik 840D 系统变量 $P_SEARCH 同理sinumerik 840D有个系统变量$P_SEARCH, $P_SEARCH 系统变量让我们知道块搜索是否处于活动状态。 在制作 cnc 程序时,有一些点在我们从头运行 cnc 程序时没问题,但如果通过块搜索调用则可能很危险(可能有您不想从中间开始的子程序/循环)。 $P_SEARCH Sinumerik 84
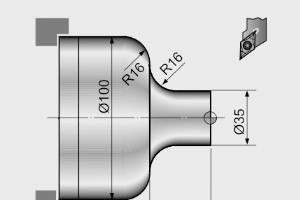
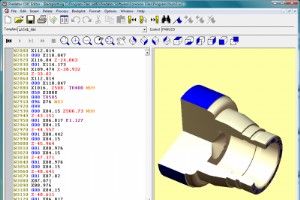
如今,CAD 和 CAM 软件让我们的生活变得越来越轻松,您只需在绘图中计算一个点,一切都准备就绪。但是,了解实际如何进行计算是一种很好的做法,如果不是全部,但 CNC 编程人员需要了解一些计算。 CNC程序范例G03圆弧插补 G02 G03 圆弧插补值的计算是一个很好的学习技巧。该CNC 程序对CNC 编程初学者和CNC 学生来说,当然不是全部,但足够了。 带 G03 圆弧插补的 CNC 程序 CNC程序范例G03圆弧插补 N1 G00 X0 Z0N2 G01 X11N3 G01 Z-15N4 G03 X11 Z-27 I-8 K-6 描述 G03的I和K。 I G03 圆弧插补
Predator CNC Editor 软件免费下载 Predator CNC Editor 是一个 CNC G/M 代码编辑器。它包括数百个功能,可提高 CNC 机床的日常生产率,而且非常易于使用。 Predator CNC Editor 是小型加工车间或最大制造商的理想选择。 数十种 CNC 智能编辑命令可以快速轻松地更改您的 CNC 程序。借助撤消和重做所有更改的能力,自信地进行编辑。 Microsoft® Word 兼容菜单、工具栏和快捷键使 Predator CNC Editor 易于学习。 Predator CNC Editor 免费软件非常适合任何程序员、爱好者或车间用户编
什么是数控机床参考点? 您有时在自动模式下操作数控机床 其他时间在慢跑模式 .但一直以来,数控操作员定期看到的值都是数控机床的当前位置。当数控机床在自动模式下运行时,当前轴位置值将定期更改。在点动模式下移动数控机床轴时,您会看到当前轴值正在变化。 CNC 回零或回参考点 所以这些数控机床当前位置值非常关键。 如果 cnc 机床轴移动,这些当前位置值会定期更新。 现在您在纸上记下当前值,然后关闭数控机床。现在打开数控机床,再次取当前轴位置值,值变了,为什么? 当您的数控机床开机时,它无法知道当前的轴位置。 所以这时候cnc机器就需要一种方式来告诉cnc机器控制它在哪里。 我们告

@Haas_Automation 说 看看这个很棒的 # Haas 欧洲传单封面由才华横溢的图形艺术家 @Haas 在加利福尼亚制作 哈斯很火

肯纳金属总目录 2013 2013 年肯纳金属总目录 是 2,100 多页的行业最佳工具。为方便起见,Kennametal 已将工具目录分解为方便的 pdf 文件以供查看和下载。 肯纳金属 工具目录提供公制和英制版本。 Kennametal Master Catalogue 2013(公制版) Kennametal Master Catalogue 2013(英制版) 您可以下载整个目录 pdf、整个部分 pdf 或单个产品的 pdf 文件。 Kennametal Master Catalogue 2013 概览 转动: 超越 BLAST™ – 刀片采用先进的冷却液输送设计,直接通
数控机床





