

用于提高紫外发光二极管的光提取效率的光导层厚度优化
摘要
考虑材料可加工性和晶格失配蓝宝石作为常用的紫外-C 发光二极管 (UV-C LED) 的基板,但它们的高折射率会导致光的全内反射 (TIR),从而吸收一些光,因此导致光提取效率(LEE)降低。在这项研究中,我们提出了一种通过一阶光学设计优化蓝宝石衬底光导层厚度的方法,该方法使用光学仿真软件 Ansys SPEOS 来模拟和评估光提取效率。使用了光导层厚度为 150-700 μm 的 AlGaN UV-C LED 晶片。模拟在 275 nm 的中心波长下进行,以确定光导层的最佳厚度设计。最后,实验结果表明,初始导光层厚度为 150 μm,参考输出功率为 13.53 mW,厚度增加 600 um,输出功率为 20.58 mW。通过光导层厚度优化,LEE可提高1.52倍。我们提出了一种通过一阶光学设计优化蓝宝石衬底光导层厚度的方法。使用了光导层厚度为 150-700 μm 的 AlGaN UV-C LED 晶片。最后,实验结果表明,通过优化导光层厚度可以使LEE提高1.52倍。
<图片>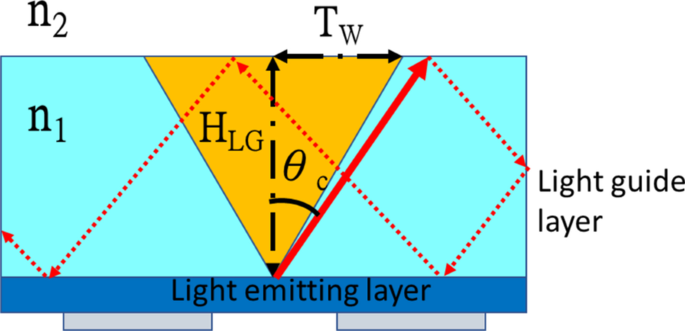
介绍
COVID-19 大流行导致全球死亡率上升。虽然传统的紫外线 (UV)-C 汞灯可以消毒,但它们的汞含量、分散的光谱波长、体积大和寿命短限制了它们的适用性。 UV-C 发光二极管 (LED) 是环保、无汞和无污染的。灭菌波长集中在 260 到 280 纳米之间。由于光源体积小,寿命长,逐渐取代UV-C汞灯成为主要的杀菌光源。紫外线会破坏细菌 DNA 或 RNA 结构,并已广泛用于净化表面、空气和水。 260~280nm之间的UV-C波段杀菌作用最大,阻止微生物细胞再生,达到消毒杀菌的目的[1,2,3]。研究记录了 UV-C LED 在医疗光疗以及水、食品和药品的消毒和灭菌中的广泛使用,以确保安全消费 [4,5,6,7]。传统的汞紫外线灯具有预热时间长、寿命短、有爆炸风险和环境污染等缺点; UV-C LED 在上述所有方面都具有优势 [8,9,10]。 UV-C 波长范围为 100–280 nm,而 UV-C LED 波长介于 260 到 280 nm 之间。由于 LED 的发射波长更集中,因此其杀菌效率和长期可靠性也优于汞紫外灯 [11, 12]。然而,UV-C LED 较差的外量子效率(EQE)和光提取效率(LEE)必须得到改善。 AlGaN 基 UV-C LED 的低 EQE 和 LEE 归因于电子泄漏和全内反射 (TIR),这会导致光子被蓝宝石衬底和 p-GaN 接触层中的材料吸收 [13,14 ,15]。
改进 LEE 的方法包括使用纳米图案蓝宝石衬底作为制造 UV-C LED 的衬底。 Wen Cheng Ke 等人提出了在微米和纳米尺度上生长 InGaN 基 LED 混合图案化蓝宝石衬底。 ,谁允许 LED 在微图案蓝宝石衬底中嵌入纳米孔,以改善其光电特性 [16]。菲利普曼利等。在深紫外 (DUV) LED 中采用纳米图案蓝宝石衬底,验证了这种纳米图案结构对蓝宝石 LEE 的影响 [17]。
黄少华等. 采用湿法蚀刻倒装芯片结构来修改蓝宝石衬底并赋予其斜面纹理,从而改善氮化物 LED 的 LEE [18]。 Dong Yeong Kim 提出了一种带有铝涂层斜面势垒的 n 型 GaN 微镜,称为侧壁发射增强型 DUV LED,以改善横向磁极化的 LEE [19]。
有学者提出通过设计二次透镜改变光路来提高LEE。例如,梁仁丽等。 使用纳米透镜阵列通过光刻和湿蚀刻技术增强 DUV LED 的 LEE。谢斌等人. 提出了一种带有亮度增强膜的自由曲面透镜,以提高直下式 LED 背光的整体性能 [20, 21]。 UV-C LED 及其与有机材料吸收相关的特性会影响封装材料的选择。 Nagasawa 和 Hirano 推动在 AlGaN 衬底上使用具有三氟甲基末端结构的 p 型丁基乙烯基醚作为封装材料以改善 LEE [22]。在长期深紫外照射下,有机材料会发生严重的分子解离和破坏。为了促进更有效和更可靠的光提取,需要对紫外线具有高抵抗力的材料或无机材料。包装的气密性也是评估包装能力的关键因素 [23, 24]。为了兼顾高穿透力和长期可靠性,石英玻璃通常用作 UV LED 的封装材料。当腔体为空心时,高界面反射会降低 LEE;腔体可以填充低折射率的液体或有机胶水以改善LEE。对此,康杰裕提出了一种新型的DUV LED液体封装结构,可以实现LEE的改进。 Chien Chun Lu 展示了采用石英基密封封装的 UV-C LED 具有更高、更可靠的 LEE [25, 26]。
不同的封装材料,例如掺杂有 SiO2 纳米粒子的聚二甲基硅氧烷 (PDMS) 流体,可以提高 UV LED 的 LEE。叶志廷提出纳米粒子掺杂的 PDMS 流体增强了基于 AlGaN 的 DUV LED 的光学性能 [27]。 Yang Peng 在氮化铝基板上采用这种掺杂有含氟聚合物的封装材料来增强板上芯片封装结构的 LEE [28]。 Joosun Yun 和 Hideki Hirayama 在与六种不同倒装芯片结构的比较研究中提出了不同的晶片结构,获得了用于改进 LEE 的 AlGaN 超表面 [29]。
还值得一提的是,光子管理已被证明是一种提取和收集光的有效方式,并已广泛应用于各种光电器件,包括光电探测器和光电子化学电池 [30,31,32,33]、太阳能电池[34, 35],以及微发光二极管在显示技术中的应用[36]。
对 UV-C LED 改进的研究尚未检验光导层厚度对 LEE 的影响。当使用蓝宝石作为导光层材料时,在 450 nm 的一般蓝色波段吸收率较低,但在 UV-C LED 260-280 nm 波段吸收率较高,说明厚度对 LEE 的影响。因此,本文提出了UV-C LED的LEE导光层厚度的最佳值。
方法
导光层中的TIR现象
TIR 是一种光学现象,当光线进入不同的介质时,折射率会发生变化。当入射角小于临界角时,光被分成两部分;一部分光被反射,另一部分被折射。相反,当入射角大于临界角时,所有的光都被内反射而不发生折射。内部介质的折射率为n1,外部介质的折射率为n2。临界角θ c 可以使用公式计算。 (1).当n1为1.788时,临界角θ c TIR 的夹角为 34.136°,如图 1 所示。红色三角锥代表可以穿透导光层然后出射的非全反射区域,剩余的青色区域是 TIR 区域,其中光线反弹并被材料吸收,降低LEE。
<图片>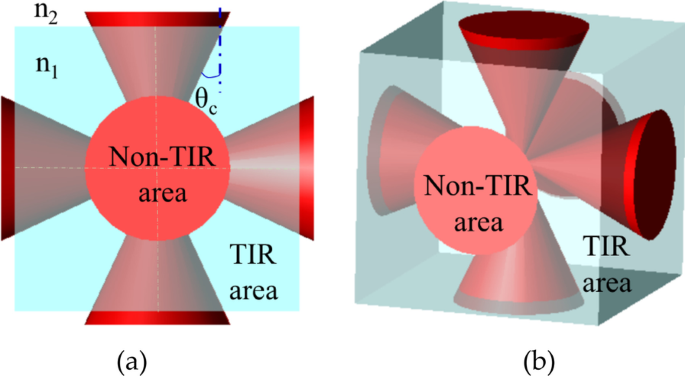
光导层内的全反射。 一 平面示意图和b 三维示意图
$${\theta }_{C}={\mathrm{sin}}^{-1}\frac{{n}_{2}}{{n}_{1}}$$ (1)当长度L 和宽度 W 导光层的厚度是固定的,导光层HLG的厚度影响TIR面积。如图2所示,光线从发光层射入导光层,因此橙色区域不会发生TIR现象。如果入射角超过该区域,则 TIR 发生在图 2 的青色区域。该区域的宽度可以定义为 TW,如公式 2 所示。 (2).
<图片>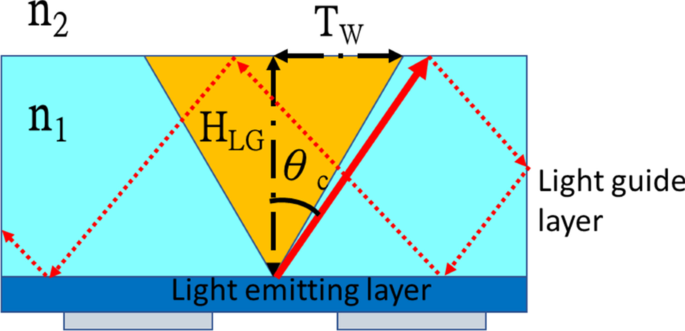
UV-C LED TIR现象示意图
$${T}_{W}=\mathrm{tan}({\mathrm{sin}}^{-1}\frac{{n}_{2}}{{n}_{1}})\次 {H}_{LG}$$ (2)光导层厚度的模拟和优化以提高 UV-C LED 的 LEE
我们使用 Solidwork 3D 绘图软件和 Ansys SPEOS 光学仿真软件构建光学系统,并使用一阶光学设计来模拟和优化导光层厚度对 LEE 的影响。以Al2O3作为导光层材料,我们修改了厚度以减少TIR引起的吸收问题。
UV-C LED 芯片的波长为 275 nm,长度 L 1.524 毫米,宽度 W 为 1.524 毫米,如图 3 所示。
<图片>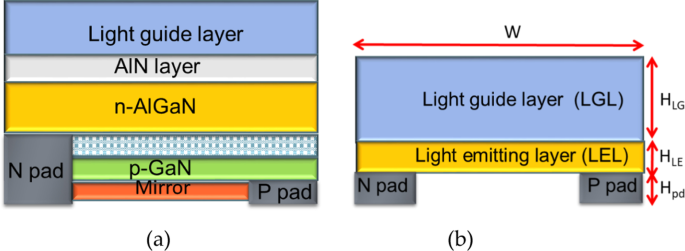
一 UV-C LED芯片结构图,以及b UV-C LED芯片仿真简化参数图
导光层由 Al2O3 组成,折射率 NLGL 为 1.782,导光层厚度 (HLG) 间隔为 150-700 μm。发光层(LEL)的厚度HLE为1.5μm,层的上表面为发光面,下表面为部分吸收部分反射层,UV-C LED电极厚度Hpd为 1.5 微米;该材料被设置为部分吸收和部分反射。图 3a 说明了 UV-C LED 芯片的结构,图 3b 是芯片的简化仿真图。参数设置如表1所示。
图4a为UV-C LED三维结构示意图,图4b为模拟发光面的光迹示意图。
<图片>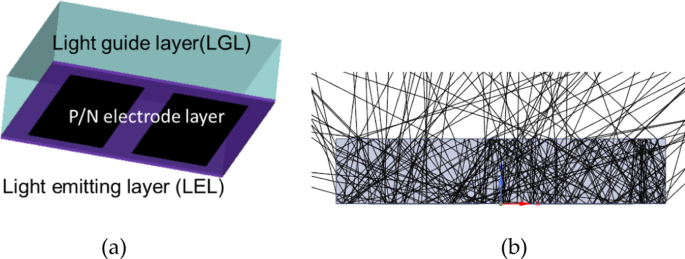
UV-C LED的结构; 一 UV-C LED模拟的三维结构,以及b 光迹模拟图
本研究分析了 150–700 μm 的光导厚度对 LEE 的影响;模拟输入辐射通量为 1 W,模拟结果如图 5 所示。当光导厚度为 150 μm 时,相对辐射通量为 0.41 W,当光导厚度增加时, LEE依次增加。在 600 微米的光导厚度下,辐射通量为 0.62 瓦,增加了 1.512 倍。根据模拟结果,如果厚度进一步增加,LEE接近饱和,不会增加。当导光层的厚度为 700 μm 时,效率仅比 600 μm 的层高 2.2%,如图 5 所示。
<图片>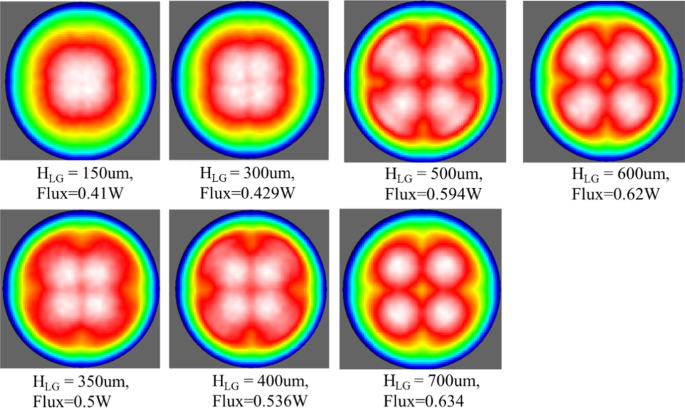
厚度为 150-700 μm 的模拟 UV-C LED 光导的 LEE 图
表2给出了模拟辐射通量输入为1W时的相对辐射通量输出及其放大倍数。600μm厚度的导光层实现了最佳的LEE、放大倍数和加工稳定性;然而,在 700 μm 时,它会导致加工和切割困难,从而导致产量下降。
与纳米图案蓝宝石衬底方法相比,我们提出了光导层厚度优化以增强LEE,该方法的优点是不需要经过蚀刻和压印过程。
结果和讨论
图 6 说明了具有不同光导层厚度 (HLG) 的 UV-C LED 原型。图 6a 显示了 150 μm 的 HLG 值,这是工业环境中常用的厚度参数,用作该实验的参考测量值。图 6e 显示了 600 μm 的 HLG,这是升高 LEE 的最佳厚度。在工业制造过程中,增加导光层的厚度会导致切割困难并导致分裂问题。导光层厚度为600um时,已达到业界加工极限厚度。
<图片>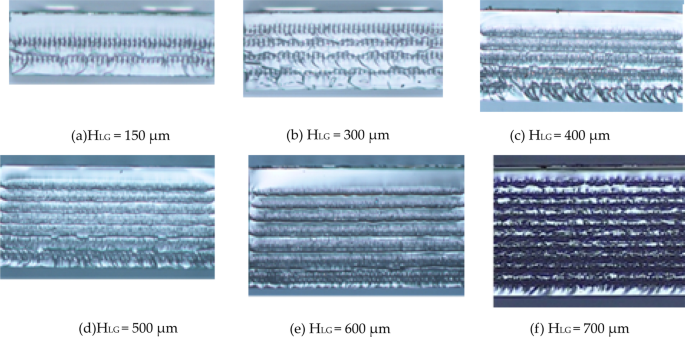
具有导光层厚度 (H) 的真实 UV-C LED 样品的侧视图 a 的 LG) 150、b 300,c 400,d 500,e 600 和 f 700 微米
表 3 列出了不同导光层厚度 (HLG) 的相对辐射通量。 HLG 为 600 μm 时,辐射通量是 150 μm 厚度的 1.52 倍。图 7 说明了 UV-C LED 原型模拟和测量的 LEE 增长趋势,具有不同的光导层厚度(150-700 μm);在 700 μm 的 HLG 处,增长速度不再明显并已接近饱和。模拟结果与实际样品测试相似。
<图片>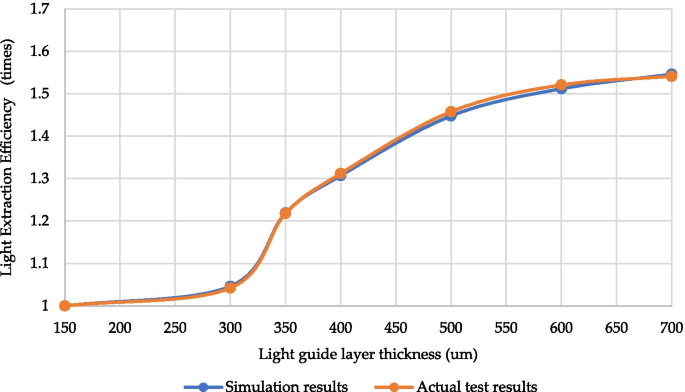
导光层厚度为 150-700 um 的 UV-C LED 的模拟和实测 LEE 增强时间比较
表4详述了模拟UV-C LED在不同导光层厚度下对LEE的影响;当光导厚度为150 μm时,相对辐射通量为13.53 mW,当光导厚度增加时,LEE依次增加。在 600 μm 光导厚度下,辐射通量为 20.58 mW,增加了 1.521 倍。比较模拟和测量的差异,结果与实际样品测试的结果相似。
结论
本文提出了一种使用 Al2O3 材料作为导光层的一阶光学设计,以减少 TIR 引起的吸收并优化 UV-C LED 的 LEE。使用SPEOS光学模拟软件模拟分析了不同厚度导光层对UV-C LED LEE的影响。与 150 μm 的标准层厚度相比,600 μm 的优化厚度导致 LEE 增加了 1.52 倍。这种改进的 UV-C LED LEE 有利于在灭菌系统和其他未来应用中使用此类 LED。
可用数据和材料
本文提供了支持本文结论的数据集。
缩写
- DUV:
-
深紫外线
- Hpd:
-
电极厚度
- LEE:
-
光提取效率
- L:
-
长度
- LGL:
-
导光层
- LE:
-
发光层
- TIR:
-
全内反射
- UV-C LED:
-
紫外-C发光二极管
- W:
-
宽度
纳米材料
- 工业自动化:OEM 指南
- 供应链优化软件——制造商综合指南
- 效率之战:纸张与 CMMS
- 塑料部件:为提高汽车效率铺平道路
- 全角度 Micro-LED 的高反射薄膜优化
- 电子倍增器发射层的设计
- 制备钙钛矿太阳能电池二氧化钛致密层的最佳钛前驱体
- 控制合成不同形态的 BaYF5:Er3+、Yb3+ 以增强上转换发光
- 基于双栅极隧道晶体管的无电容 DRAM 间隔工程优化
- 具有专门设计的超晶格 p 型电子阻挡层以实现高 Mg 掺杂效率的几乎无效率下降的基于 AlGaN 的紫外发光二极管
- 提高柔性纤维染料敏化太阳能电池的光电转换效率
- 采用后沉积蚀刻的浸渍法制备周期性聚苯乙烯纳米球阵列及其在提高 InGaN/GaN 光提取效率中的应用LED