

完美打印的理想 Cura PETG 设置和配置文件!
PETG 是 3D 打印中使用最多的聚合物之一,仅次于 PLA。例如,它是用于汽水瓶的塑料的改良版。该修改使其更适合 3D 打印机,因为它降低了其熔化温度并使其更易于挤出。与PLA相比,PETG更坚韧但更柔软。一些灯丝还具有不同的不透明度,并且可以实现良好的透明度,这不仅有利于美观,而且适用于其中包含灯光的项目。它还具有更高的工作温度范围,更适合户外条件。
既然我们知道了使用 PETG 的优势,那么让我们来看看如何调整打印机的设置以达到可能的最佳效果!
使用 PETG 打印时,be 温度应设置为 70+ºC,而打印温度应在 220ºC-240ºC 之间。关闭初始层的风扇并将打印速度设置在 30 到 500mm/s 之间很重要。使用 PETG,您应该注意拉丝、床层粘附以及层分离或分层,这意味着回缩设置非常重要。
我将更详细地介绍每一项设置,并讨论如何对其进行微调。开始吧!
PETG 的问题
PETG 可能会变得非常粘稠,但这只是对缩回进行良好校准或用热风枪快速吹动成品模型以去除塑料细毛的问题。床粘连也是一个问题,因为对于一些用户来说,PETG 粘得不够好,而对于另一些用户来说,它粘得太好了,这使得从床上取下模型很痛苦。最后,层绑定不好会带来一些麻烦,但通常也可以在切片器中进行管理
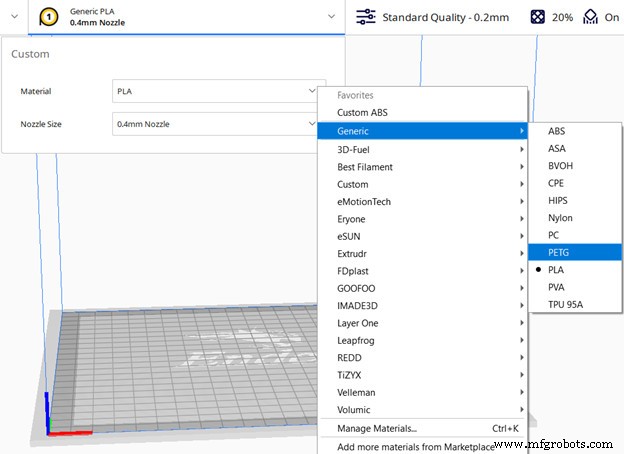
启用 Cura 的默认 PETG 配置文件(使用它作为起点)
Cura 内置了许多知名品牌的配置文件,因此将它们用作起点并从那里进行小调整是一个聪明的主意。如果该品牌未列出,您可以从通用 PETG 资料开始。
层高
层高对打印时间、细节和强度有显着影响。层高越高,打印时间越短,但细节和强度越低。 PETG建议选择薄层以避免分层。
根据一项研究,层高与喷嘴尺寸之比越大,层间间隙越小,强度越好。因此,如果需要更大的层,建议使用更大的喷嘴。可以通过更改挤出宽度来模拟更大的喷嘴,但最好不要超过实际喷嘴尺寸的 125 – 150%。 (例如:0.4mm 喷嘴为 0.6mm)。
有关此主题的更多信息,请参阅我们的这篇文章
微调
打印仅稍微改变层高并检查结果,直到找到适合您特定项目的完美层高。
理想的 PETG 层高:
- 详情: 喷嘴尺寸或挤出宽度的 25%(0.4 毫米喷嘴为 0.1 毫米)
- 整体最佳层高: 喷嘴尺寸或挤出宽度的 25% – 40%(0.4 毫米喷嘴为 0.15 毫米)
- 快速打印/原型制作: 喷嘴尺寸或挤出宽度的 50% – 80%(0.4 毫米喷嘴为 0.2 – 0.3 毫米)
打印温度
PETG 的打印温度不像 PLA 那样宽容。如果设置不正确,您将获得细节不佳或严重分层的非常粘稠的模型。印刷温度越高,层的附着力越高,但细节越低。
微调
调整温度可以通过打印温度校准塔并在固定距离后改变挤出温度来完成。打印完成后,您将能够清楚地看到您的灯丝具有最佳层附着力和细节的范围。
理想的PETG印刷温度: 220 – 240 ºC
关于这个主题有一个很好的视频!
床温
PETG 以在某些表面上的粘附性太强而著称,但如果床温设置不正确,也会很差。对于玻璃床,零件有时会脱落,床的大块粘在上面。在这些情况下,胶棒等良好的脱模剂至关重要。
一项研究表明,床温比灯丝的玻璃化转变温度略高,大大提高了附着力。
与水等物质不同,聚合物具有额外的特征温度,即玻璃化转变温度。当聚合物被加热到这个阈值以上时,它的物理性质会从易碎和坚硬变为可延展和坚韧。 PETG的玻璃温度约为80ºC。因此,如果您的机器可以达到此温度,强烈建议您将其设置为至少 70ºC 或更高。预计会有更明显的象脚,但这可以在切片机或模型本身中通过在底部添加倒角来补偿。
微调
首先将床设置为至少 70ºC,如果打印失败,则以 5ºC 的增量升高。请注意,太高可能会毁掉您的床,因为模型粘得太紧,会去除部分涂层,甚至是床本身的大块。
理想的 PETG 床温:70ºC – 85ºC
打印速度
PETG 的打印速度与 PLA 的打印速度相似,但速度较慢可能会产生更好的结果。默认 CURA 设置应该没问题。从 30 到 50 mm/s 是一个合理的范围。一些消息来源表明,提高行驶速度可能会改善穿线效果。如果您的打印机可以处理 120+ mm/s,那么值得一试。
微调
您可以微调您的速度,以不同的速度多次打印相同的部分。
理想的 PETG 速度设置:
- 打印速度: 30 – 50 毫米/秒
- 初始层打印速度: 20 – 30 毫米/秒
- 填充速度: 40 – 60 毫米/秒
- 行驶速度: 100+ 毫米/秒,具体取决于打印机
撤回
PETG 可能会很粘,因为它打印很热并且不使用太多冷却,但是通过适当的缩回和启用一些其他选项,您可以获得令人印象深刻的结果。
穿线测试可以帮助调整回缩。首先,如果您有直接驱动的挤出机,则使用 3 毫米的回缩距离;如果您有 Bowden 设置,则使用 6 毫米的回缩距离。在任何一种配置中,25mm/s 的回缩速度都是一个很好的初始估计值,或者尝试更慢一些。 Cura 的库存设置通常运行良好。
什么是 Combing 以及使用什么设置?
梳理关闭回缩并修改移动移动以越过填充物以沉积任何渗出的塑料。将其设置为“在填充内”可能很有用
微调
您可以通过不同的回缩速度和距离微调几次打印相同零件的速度。
理想的 PETG 回缩设置:
- 回缩距离: 直接驱动 3 毫米或鲍登 6 毫米
- 回缩速度: 25 毫米/秒
- 梳理: 开启并设置为“填充内”
床附着力
如床温部分所述,如果将温度设置为高于灯丝的玻璃化转变温度,粘合强度会显着提高。
帽沿是单层厚边框,可增加与床的接触。它们的使用在没有良好基础的模型中特别有用。裙子是一样的,但它从不与模特接触。裙边仅作为喷头的底漆,因此对层的附着力不是很有效。
Rafts 的行为就像一个边缘,但在整个模型下方至少包含两到三层。它还有助于补偿床的不平整。胶棒和发胶不仅在不粘印的时候有用,而且在印粘牢固的时候也有用。
理想的 PETG 床附着力设置:
- 床温: 70+ºC
- 床粘类型: PEI 片材或镀膜玻璃
- 帽檐宽度: 至少 10 毫米
- 有助于粘合的产品: 胶棒、发胶
打印冷却
为避免分层和翘曲,请勿使用 PETG 进行冷却。强零件的第一个最佳猜测是完全关闭零件的冷却,桥接除外。为了清晰的细节和更少的拉丝,您可以在前两层或三层铺好后使用 100% 的风扇速度
微调
理想的 PETG 冷却设置:
- 初始层风扇速度: 关闭
- 风扇转速: 0 – 100% 取决于您的目标是细节还是强度
- 床粘类型: PEI 片材或镀膜玻璃
- 帽檐宽度: 至少 10 毫米
您需要一个外壳来打印 PETG 吗?
对于 PETG 来说,使用外壳进行打印并不是绝对必要的,但在冷藏室中,它们会很有用。
总结:打印 PETG 的理想 Cura 设置/配置文件
- 层高: 喷嘴尺寸或挤出宽度的 25% – 40%(0.4 毫米喷嘴为 0.15 毫米)
- 打印温度: 220 – 240 ºC
- 床温: 70+ºC
- 床粘型: 裙子
- 回缩距离: 直接驱动 3 毫米或鲍登 6 毫米
- 回缩速度: 25 毫米/秒
- 梳理: 开启并设置为“填充内”
- 打印速度: 30 – 50 毫米/秒
- 行驶速度: 100+ 毫米/秒,具体取决于打印机
- 风扇速度初始层数: 关闭
- 其余打印件的风扇速度: 0 – 100% 取决于您的目标是细节还是强度
3D打印