

什么是投射?
铸造
金属液体成型,或铸造,通常是指将液态金属倒入适合零件形状和尺寸的铸造型腔,然后冷却凝固,得到毛坯或零件的加工方式。
工艺流程
液态金属-模具充填-凝固收缩铸件
技术特点:
• 可以制造形状复杂的零件,尤其是内腔复杂的零件。
• 高适应性。合金种类和零件尺寸几乎没有限制。
• 原材料来源广泛,可回收铸件废料,设备投资低。
• 废品率高、表面质量差、工作条件差。
铸件分类
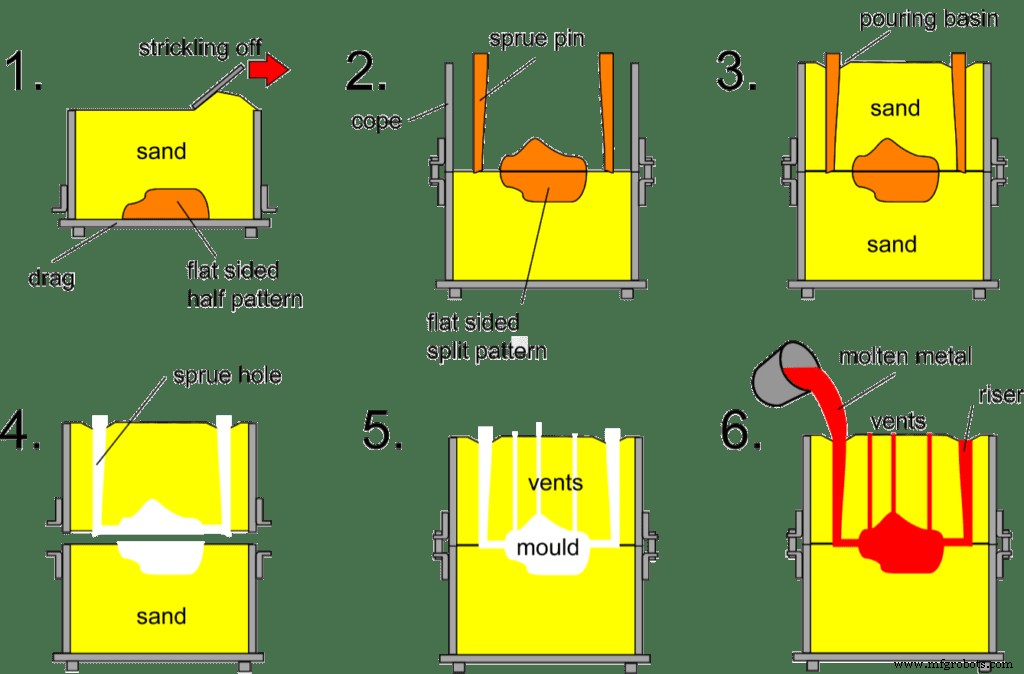
砂型铸造
它是指用砂型制造的零件的铸造方式。广泛用于钢、铁及大部分有色合金铸件。
砂型铸造工艺
砂型铸造工艺特点
• 适用于形状复杂的毛坯,尤其是复杂的内腔。
• 适应性广,成本低。
• 对于一些塑性较差的材料(如铸铁),砂型铸造 是制作相关零件或工件空白的唯一方法。
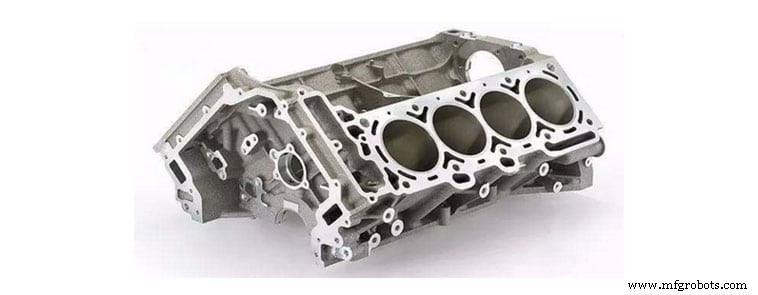
砂型铸造应用
汽车发动机缸体、气缸盖、曲轴等铸件。
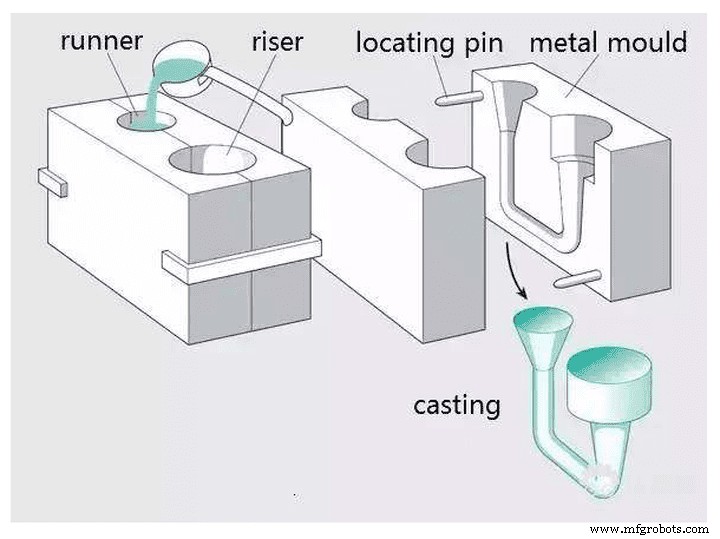
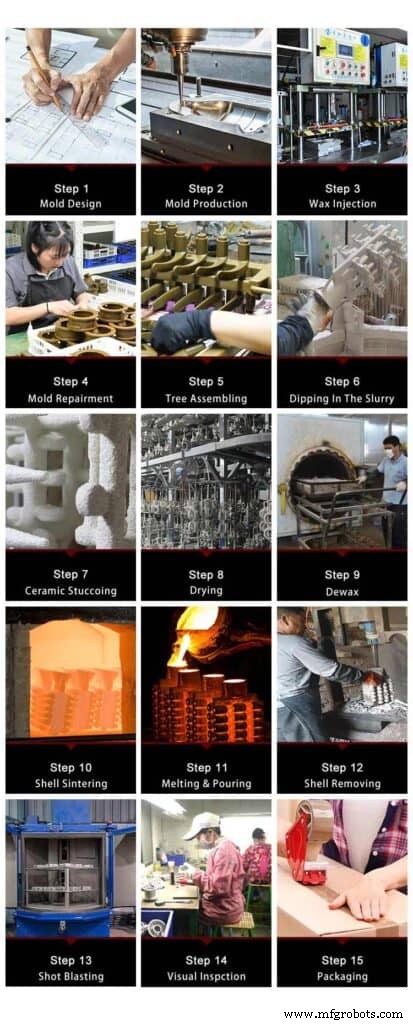
投资铸造

熔模铸造 通常是指用易熔材料制成型材,在型材表面涂上多层耐火材料制成外壳的铸造方法。
然后将型材熔化并从型壳中排出,从而获得无分型面的铸件,经高温焙烧后可充砂。
砂型铸造工艺
熔模铸造技术特点
优势
• 尺寸和几何精度高。
• 表面粗糙度高。
• 可制作形状复杂的铸件,铸造合金的原料不受限制。
缺点
工序复杂,成本高。
应用
失蜡铸造适用于形状复杂、精度要求高的零件,或其他只能通过熔模铸造才能完成的小型铸造零件,如涡轮发动机叶片等。
压铸

压铸 技术特点
优点
• 压铸时液态金属承受高压,流速快。
• 产品质量好、尺寸稳定、互换性好。
• 生产效率高,可回收压铸模具。
• 量产偏好和良好的经济效益。
缺点
• 压铸件容易产生色调气孔和气孔。
• 压铸件塑性低,不适合在载荷和振动条件下工作。
• 高熔点合金压铸件寿命低,影响压铸件扩产。
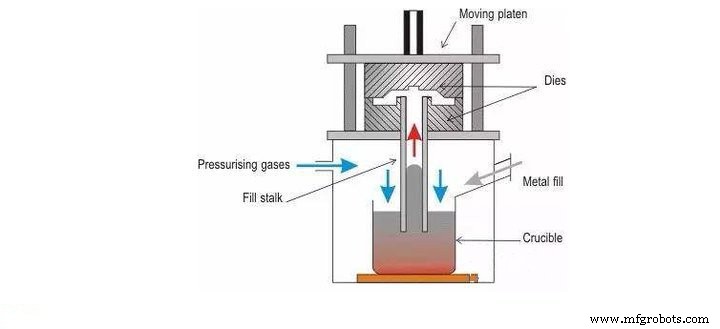
低压铸造
是在低压(0.02~0.06mpa)下用液态金属填充铸模,并在压力下结晶形成铸件的方法。
低压铸造 工艺流程
低压铸造 技术特点
• 浇注压力和速度可调,适用于各种不同的铸型(如金属型、砂型等),铸造各种合金及各种尺寸的铸件。
• 铸件在压力下结晶。铸件组织致密,轮廓清晰,表面光滑,力学性能高,有利于铸件,尤其是大型薄壁件。
• 省去进料头,金属利用率可提高到90~98%。
• 劳动强度低,劳动条件好,设备简单,易于实现机械化、自动化。
应用程序
气缸盖、轮毂、气缸架等传统产品常采用低压铸造。
离心铸造

将金属液倒入旋转的铸模中,充满铸模,在离心力的作用下凝固的铸造方法。
离心铸造 工艺流程
离心铸造 技术特点
优势
• 浇注系统和立管系统几乎没有金属消耗。大大提高了工艺良率。
• 中空铸件生产无需使用型芯。从而大大提高长管铸件的金属填充能力。
• 铸件致密度更高,气孔、夹渣等缺陷更低,力学性能更高。
• 易于制造气缸和套筒等复合金属铸件。
缺点
• 异型铸件的生产存在限制。
• 铸件内孔直径不准确,表面粗糙,质量差,加工余量大。
• 离心铸造容易产生比重偏析。
离心铸造 应用
离心铸造首先用于生产铸管。用于冶金、矿山、交通、排灌机械、航空、国防、汽车等行业生产钢、铁及非铁碳合金铸件。铸铁管、内燃机缸套和轴套的铸造生产最为普遍。

真空压铸:
先进的压铸工艺,通过在压铸过程中去除压铸型腔中的气体,消除或显着减少压铸件中的气孔和溶解气体,从而提高压铸件的机械性能和表面质量。
技术特点 :
真空压铸 优点 :
• 消除或减少压铸件中的气孔,提高压铸件的力学性能和表面质量,提高涂层性能。
• 为降低型腔背压,可采用比压低、铸造性能差的合金。用小机器压铸较大的铸件是可能的。
• 填充条件得到改善,可以压铸更薄的铸件。
真空压铸 缺点:
• 模具结构复杂,制造设置难度大,成本高。
• 如果真空压铸控制不好,效果就差强人意。
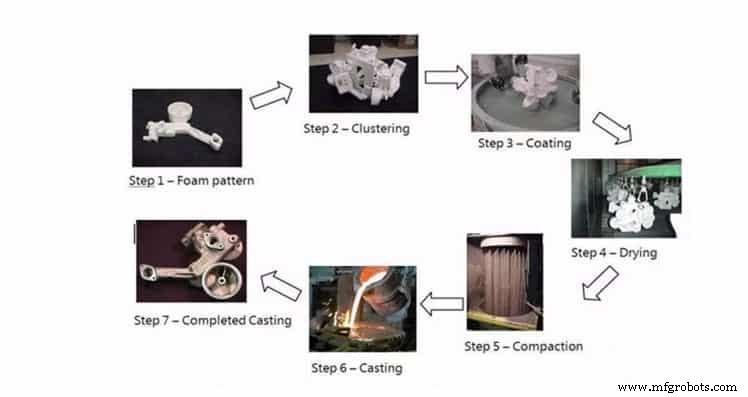
消失模铸造(型腔铸造):
它是将大小和形状与铸件相似的石蜡或泡沫模型粘合成簇的一种新型铸件。刷防火涂料并晾干,埋入干燥的石英砂中,振动模型。
在负压铸造下,模型会气化,液态金属代替模型,冷却凝固后最终制成铸件。
技术特点:
• 铸造精度高,无砂芯,缩短生产时间。
• 无分型面,设计灵活,自由度高
• 清洁生产,无污染。
• 降低投资和生产成本。
消失模铸造应用:
适用于各种尺寸、结构复杂、合金种类和生产批次不限的精密铸件。如灰铸铁发动机箱体、高锰钢弯头等。
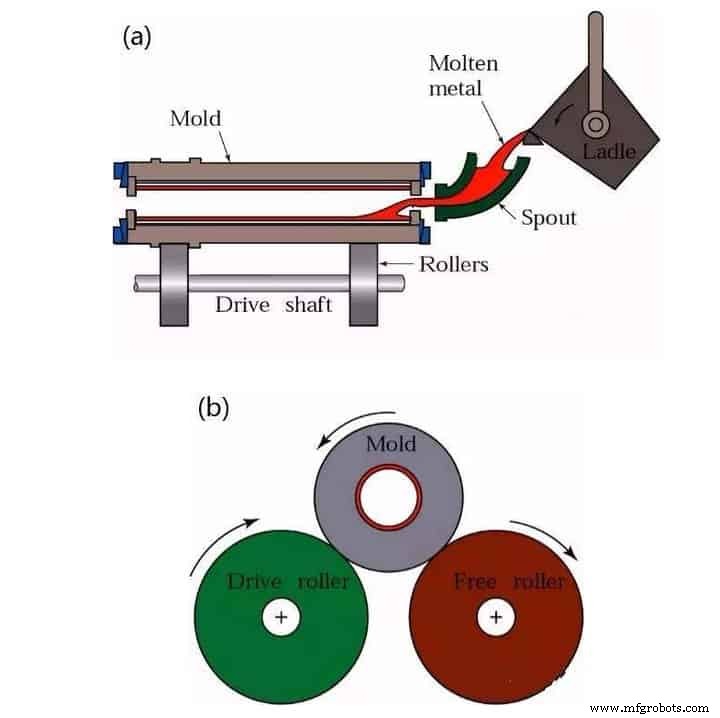
连续铸造:
它是一种先进的铸造方法,将熔融金属连续倒入称为模具的特殊金属模具中。将凝固(结痂)的铸件从模具的另一端连续拉出,得到任意长度或规定长度的铸件。
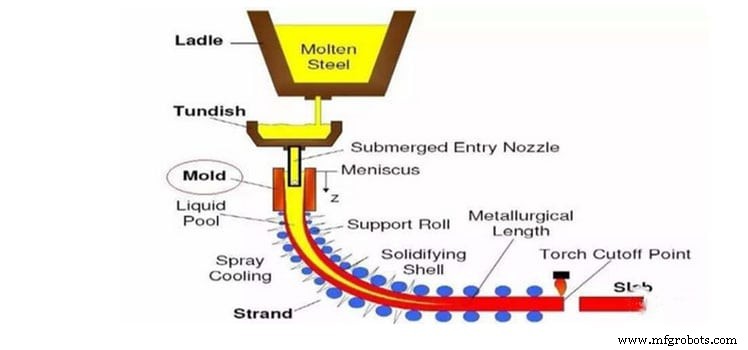
技术特点:
• 金属快速冷却,晶体致密,结构均匀,力学性能好。
• 节省金属,提高良率。
• 劳动强度降低,工艺简化,造型等工序免除。
• 连铸助力机械化和自动化完成,提高生产效率。
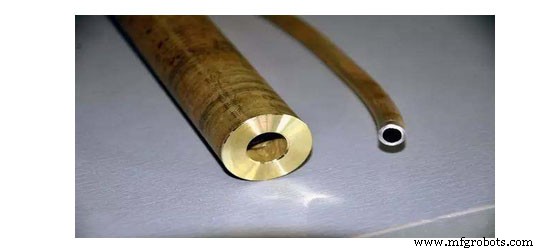
连续铸造 应用:
连铸可用于钢、铁、铜合金、铝合金、镁合金等形状不变的长铸件,如铸锭、板坯、棒坯、管材等。
工业技术