

测量精密加工的 CNC 瑞士车削部件的表面光洁度

Pioneer Service 生产车削金属部件,以满足各种表面光洁度要求。一些饰面可以“脱机”获得,而其他饰面则需要额外的修整工艺。零件几何形状和所选材料将影响在 CNC 瑞士车床或 CNC 车削中心加工过程中可能获得的表面光洁度。
加工部件的表面光洁度要求通常由部件的最终产品应用决定。最重要的决定因素是:环境的恶劣程度、任何匹配部件的材料、功能要求以及部件使用的时间长度。此外,如果部件在组装后可见(例如带有旋钮或端盖),则可以指定表面光洁度以增加部件的视觉美感。
表面光洁度的测量考虑了影响部件“表面纹理”的3个方面:
- lay:零件上机床标记的方向
- 波纹度:机床标记之间的间距
- 粗糙度:机床痕迹的深度
表面光洁度通常以数字形式(以微米或微英寸为单位)指定为 Ra(粗糙度平均值),它是零件表面上多个测量点的平均值。较小的指定数字意味着高度变化较小,从而产生更精细的表面光洁度。较大的指定数字意味着高度变化较大,从而导致更粗糙的表面光洁度。
- CNC 瑞士机床和 CNC 车削中心通常在机床上加工出 64-125Ra 的光洁度。但是,有时可能会根据零件的几何形状和材料实现更精细的光洁度(达到 32Ra)。
- 如果数量较少,则需要进行额外的研磨操作。
左边的照片显示了 CNC Swiss 零件表面光洁度的高分辨率图像,直接从机器上取下来(约 50Ra)。右图是 CNC Swiss 零件的高分辨率图像,该零件在机加工后经过研磨以达到 15Ra 的表面光洁度。


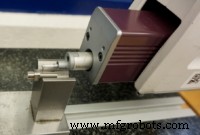
Pioneer Service 通常使用轮廓仪测量金属部件的表面光洁度。这台机器使用金刚石笔尖“拖动”过表面的一部分来读取零件表面的纹理,然后提供这些测量值的平均值的数字读数。
左图显示了在轮廓仪上测量的 CNC 瑞士精密加工零件。右图显示了轮廓仪的读数:表面光洁度为 43。下图显示了探头在零件表面移动时的读数。

由于 Pioneer Service 还具有内部无心磨削能力,我们可以使用我们的进给和贯穿进给设备生产 6Ra 的 OD 表面光洁度。我们还通过外部合作伙伴网络提供其他类型的研磨选项。
但是,组件的不同类型的精加工要求会影响表面光洁度。通常,热处理、阳极氧化、钝化和黑色氧化物会在处理后在零件上产生更粗糙的光洁度。在某些情况下,这些处理后的研磨过程可以改善表面光洁度。电抛光、喷砂或电镀等处理可以改善机加工部件的表面。您必须综合考虑零件的材料、几何形状和光洁度要求来确定性能。
要详细了解 Pioneer Service 的精密车削能力、我们的 AS9100 或 ISO9001:2015 质量 QMS,或讨论您的组件的表面光洁度能力,请立即联系我们的工程团队。
工业技术