

HP Multi-Jet Fusion 设计指南:最佳零件专家清单
发布于2023年11月30日

最初于 2021 年 10 月 20 日在 fastradius.com 上发布
HP Multi-Jet Fusion (MJF) 可快速提供高质量的尼龙部件,其强度和光洁度可与注塑部件相媲美。该清单为设计团队提供了经过验证的最佳实践,以最大限度地提高零件性能、降低成本并简化生产。
简介
什么是多射流融合?
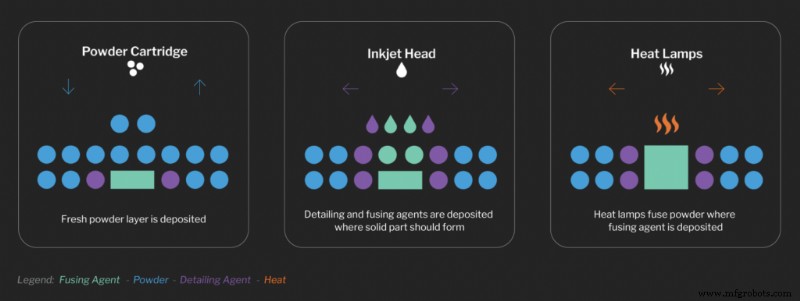
MJF 是一种领先的工业增材制造工艺,可生产功能性尼龙原型和大批量生产零件,具有无与伦比的设计自由度和机械性能。与用激光熔化粉末的选择性激光烧结不同,MJF 使用喷墨喷嘴在尼龙粉末床上沉积熔化剂和细化剂。连续的扫掠运动逐层施加热量,无需支撑结构即可实现高速构建。其结果是零件可以包括复杂的内部通道和共同打印的组件,同时实现与注塑成型相当的机械性能,但无需昂贵的工具。
可制造性设计可确保最佳的零件质量、产量和成本效率。使用此清单使您的设计与 MJF 的功能保持一致。
1。 MJF 流程适合我的项目吗?
在重新设计之前验证 MJF 是否满足每项产品要求:
现有材料满足我的申请吗?
虽然 MJF 提供有限但坚固的材料组合,但 PA12 及其玻璃珠变体可满足大多数刚性塑料需求。 TPU 提供了一种灵活的弹性体选择。如果您的规格要求使用超出此范围的材料,请考虑替代工艺。
我的零件适合构建体积吗?
Jet Fusion4200 的构建尺寸为 380×380×284 毫米。大型部件可以分成子组件并用粘合剂或机械紧固件连接。燕尾榫接头等设计特征有助于对齐和粘合。
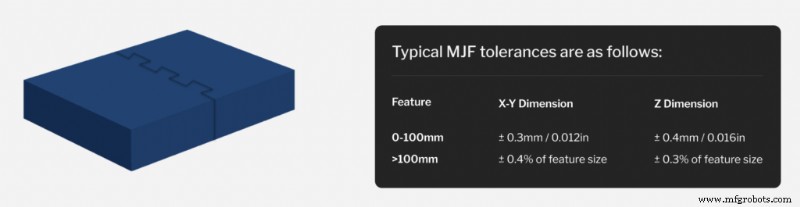
公差是否在可接受的范围内?
尽管增材制造公差正在缩小,但请确认 MJF 的精度符合您的装配要求。以下示例说明了专为牢固粘合而设计的燕尾接头。
 用于粘附子组件的燕尾接头示例
用于粘附子组件的燕尾接头示例 2。我可以减少材料使用吗?
热梯度通常会导致翘曲,特别是在长而薄的部分或突然的横截面变化中。通过袋、脱壳、晶格或拓扑优化去除多余的材料来减轻缺陷。通过倒角或圆角逐渐过渡,进一步降低收缩风险。
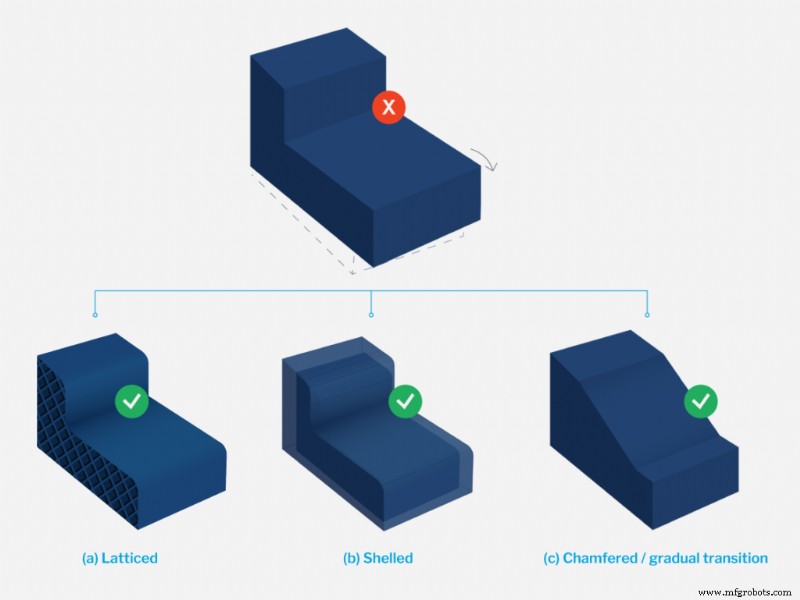 因横截面突变而变形的零件的 DFM 更改示例; (a) 格子状 (b) 带壳 (c) 倒角/渐变
因横截面突变而变形的零件的 DFM 更改示例; (a) 格子状 (b) 带壳 (c) 倒角/渐变 3。我的特征是否超过最小阈值大小?
标准壁厚应至少为 1.5 毫米。小特征不应小于 1.5 毫米,狭缝、压花、雕刻或轴直径除外,这些特征可以达到 0.5 毫米。文本长度至少应为 6 磅(约 2 毫米),深度至少为 0.3 毫米。螺纹必须是M6或更大;对于更紧或更耐用的螺纹,请使用螺纹嵌件。
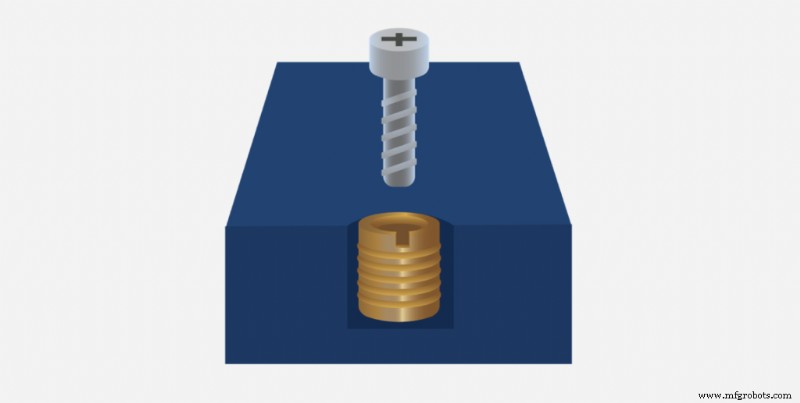 打印的螺纹应为 M6 或更大;刀片可用于需要更小或更坚固的螺纹的地方。
打印的螺纹应为 M6 或更大;刀片可用于需要更小或更坚固的螺纹的地方。 4。我考虑过装配公差吗?
共同打印组件需要仔细的间隙规划。配合面通常需要 0.4–0.6mm 的间隙来适应公差。一起打印多个零件时,至少留出 0.5 毫米的间隙,如果存在大横截面或高接触面积,则留出更多间隙。
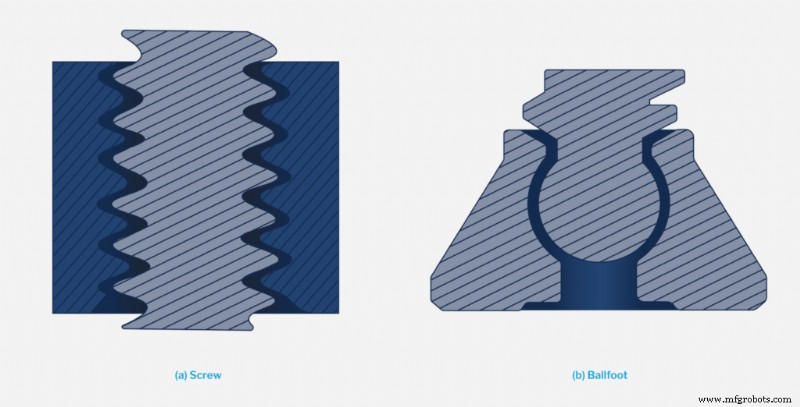 共同打印的 (a) 螺钉和 (b) 球脚的横截面视图。由于接触表面积较大,这些设计将需要更多间隙以防止熔断。
共同打印的 (a) 螺钉和 (b) 球脚的横截面视图。由于接触表面积较大,这些设计将需要更多间隙以防止熔断。 5。我的零件设计是否针对后处理进行了优化?
当需要后处理时,确保设计有利于高效的粉末去除和表面处理:
- 无通风或滞留体积。
- 优先选择通孔而不是盲孔,以避免形成粉末结块。
- 在尖锐的内角添加圆角,以方便翻滚和喷砂。
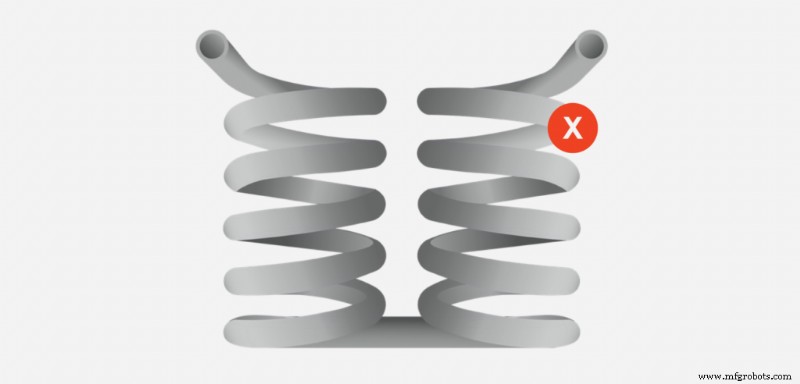 这种几何形状的流动路径将使粉末很难从底部取出。
这种几何形状的流动路径将使粉末很难从底部取出。 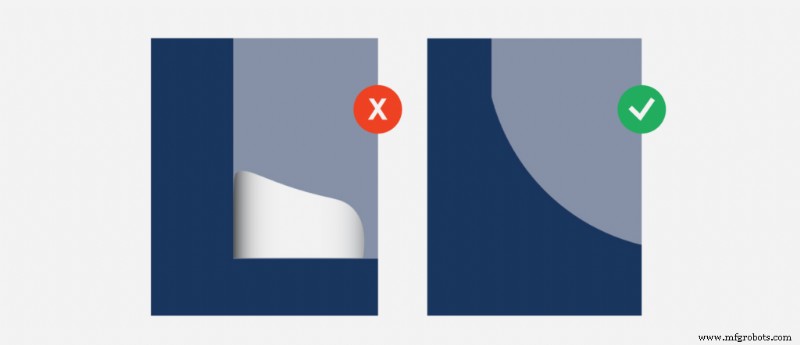 粉末很容易在尖锐的内角处结块。添加鱼片将显着有助于除粉。
粉末很容易在尖锐的内角处结块。添加鱼片将显着有助于除粉。  盲孔很难除粉,因为从孔入口喷射时粉末没有地方可以排出。考虑通过孔或添加逃生通道。
盲孔很难除粉,因为从孔入口喷射时粉末没有地方可以排出。考虑通过孔或添加逃生通道。 6。我是否抓住了每一个降低零件成本的机会?
战略性 DFM 变革可以减少材料浪费并提高建筑经济性。轻量化降低了缺陷风险和材料成本。优化嵌套性(添加拔模或重新定位零件)可以最大限度地增加每次构建的零件数量,从而分散固定成本。例如,引入拔模角度可以向单个构建添加两个附加零件。
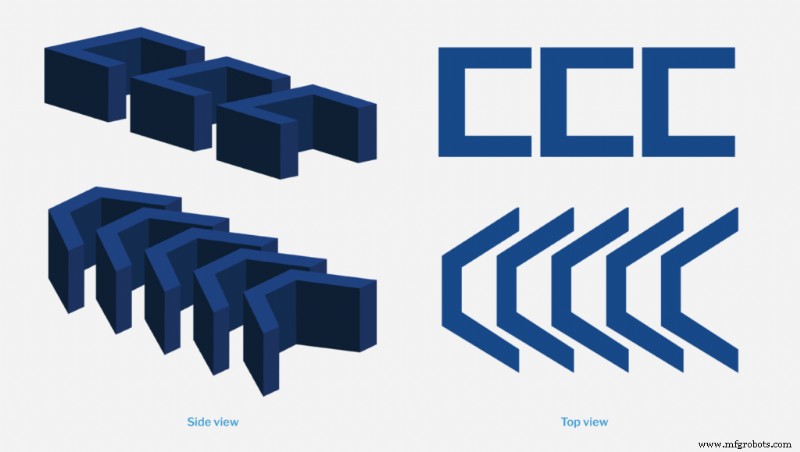 可嵌套性设计将增加构建中可容纳的零件数量,从而降低每个零件的成本。在此示例中,添加拔模可以包装两个附加零件。
可嵌套性设计将增加构建中可容纳的零件数量,从而降低每个零件的成本。在此示例中,添加拔模可以包装两个附加零件。 其他节省成本的因素包括表面光洁度、颜色和后处理。 MJF 部件本质上是灰色的,但可以轻松染成黑色。如果需要更光滑的表面,可以使用打磨、滚磨或蒸汽平滑等选项。纹理化可以增强美感,无需额外的处理步骤。
DFM 专家入门
遵守 DFM 原则对于降低运营成本、及早发现问题和提高零件质量至关重要。该清单提供了在生产前完善 MJF 设计的实用框架。
与 SyBridge 合作,您的团队可以使用尖端的数字设计工具和经验丰富的指导(从概念到实现),确保以合适的价格按时交付。
立即联系我们,开始您的 MJF 之旅。
工业技术