

注塑浇口类型和设计最佳实践综合指南
选择正确的浇口对于获得高质量塑料零件至关重要。每种浇口设计在流量、光洁度和生产效率方面都具有独特的优势。以下是最常见浇口类型的详细概述,以及有关放置、尺寸和应用的实用指南。
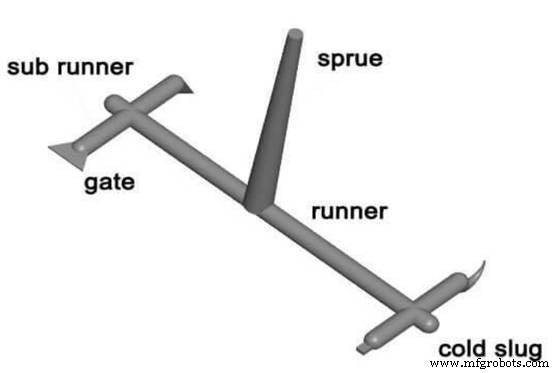
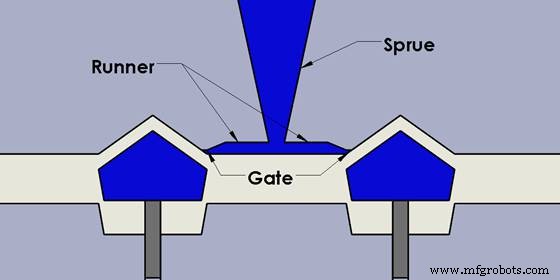
1。直接浇口或浇道浇口
直接(浇道)浇口是最简单且应用最广泛的浇口。熔化的塑料直接从浇道进入型腔,从而能够以最小的压力和较短的进料时间快速填充大量材料。它们非常适合非美观的深腔零件,例如电器外壳、箱子和打印机。
虽然这些浇口具有成本效益,但会留下必须手动修剪的可见标记,这会增加后处理时间并增加表面瑕疵。
2。边缘门
边缘浇口位于零件的周边,形成清晰、易于去除的标记。它们较大的横截面可促进流畅的流动,使它们适用于美观不太重要的扁平或中等厚度的组件。
它们不需要特殊的树脂,而且其简单的几何形状可以降低模具成本。
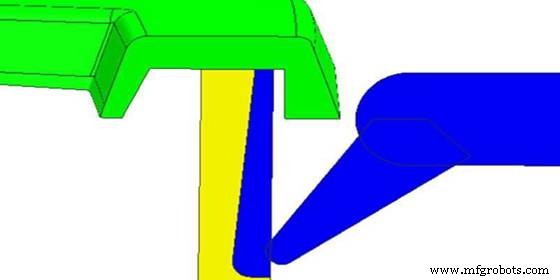
3。潜艇(隧道)闸门
潜入式浇口位于分型线下方,从下方向型腔供料,允许在顶出过程中自动修整。狭窄的通道限制了熔体体积,使其最适合小型精密零件。
在大型零件上使用它们会延长周期时间并产生与剪切相关的表面缺陷。
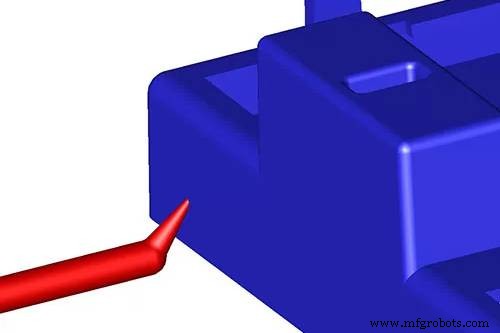
4。腰果门
腰果门的形状像核桃,可以进入传统隧道无法进入的狭窄或不规则区域。它们的弯曲几何形状需要仔细设计,以避免零件拆卸过程中变形。
由于腰果浇口不限于特定树脂,因此可用于复杂的几何形状。
5。隔膜闸门
隔膜浇口从浇口下方逐渐变细,最大限度地减少有角零件上的熔接线。它们为较大的部件提供均匀的流动,并且与大多数树脂类型配合良好。
通过控制温度、速度和压力,隔膜浇口可提供光滑的表面并减少缺陷。
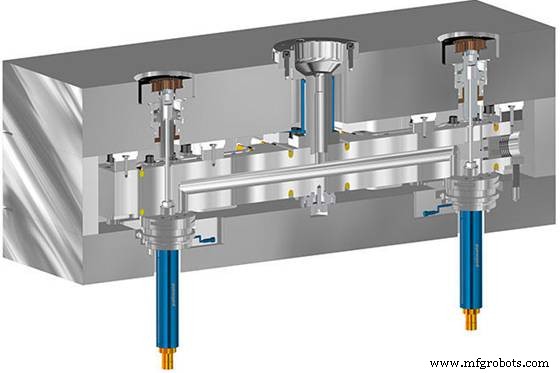
6。热流道阀门浇口
在热流道系统中,阀门浇口使熔体保持恒定的温度和压力。可伸缩的销钉可调节流量:拉动销钉可释放熔体,将其向后推可将多余的熔体推回到模具中,从而防止浇口堆积。
这种精确的控制提高了效率并允许独立管理多个门。
7。热流道热浇口
热浇口无需阀门即可工作,位于分型线上方。当流动停止时,残余熔体形成“冷料块”,在下一次注射开始时熔化到型腔中,从而消除了浇口修整。
它们与多种树脂兼容,特别有利于大批量、高速生产。
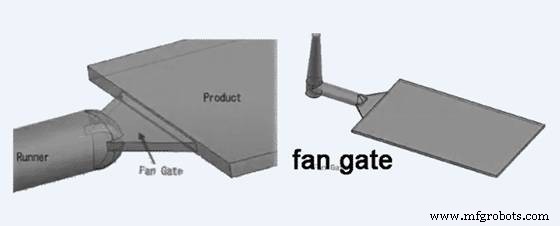
8。扇门
扇形浇口具有宽阔、加宽的开口,可确保大型或平坦零件的厚度均匀。它们的设计减轻了方向应力和流痕,使其成为聚碳酸酯和其他高透明度塑料的理想选择。
9。销门
销浇口很小,通常位于模具 B 侧顶针附近。虽然它们减小了浇口尺寸,但由于需要大型流道,因此会增加废品,这使得它们最适合特定的多板模具。
选择浇口时,请考虑以下关键因素:
浇口放置
将浇口放置在最深的横截面,以促进均匀流动并最大限度地减少空隙。避免将浇口放置在高应力区域附近,这可能会损害零件的完整性。
门尺寸
选择平衡剪切热和流动压力的浇口尺寸。太小会增加剪切力,而太大会导致压力峰值过大。
零件形状和表面处理
将浇口设计与零件几何形状和所需的表面质量相匹配。例如,腰果门非常适合需要光滑表面的小型复杂零件。
常见问题
大门应该放在哪里? 将其安装在模具一侧的最深部分,以确保最佳流动并减少应力。
注塑成型的基本步骤是什么? 锁模→注射→冷却→顶出。
什么是典型的缺陷? 如果浇口设计或工艺参数不理想,可能会出现缩痕、流线、翘曲、分层、短射和喷射。
工业技术