

钢铁和二次炼钢中的夹杂物
钢铁和二次炼钢中的夹杂物
非金属夹杂物(以下简称“夹杂物”)是由至少一种非金属成分(如硫或氧)组成的化合物。在钢中,夹杂物是一种不需要但主要是不可避免的相,它是由原料或炼钢过程中引入的钢液中的氧化剂含量引起的。在几乎所有涉及液态钢的处理实践中,夹杂物根据其有利的热力学条件形成各种类型。
夹杂物的有害影响很大程度上取决于它们的化学成分、体积分数、分散度和形态。通常,大且不易破碎的高熔点夹杂物是最不需要的夹杂物。然而,与这些夹杂物相比,更优选小而易碎的夹杂物或具有较低熔点的夹杂物。这些偏好的原因是具有较低熔点或易碎的夹杂物很可能在随后的热或冷成形过程(成形过程的影响和压缩比)或热处理中变形、压碎成更小的夹杂物或消失。钢可以经过连铸和凝固过程。
炼钢中的主要夹杂物是氧化物和硫化物。它们是炼钢过程的结果,因此是钢的组成部分。虽然氧化物通常被认为是有害的,但硫化物在确定钢的可加工性等性能方面起着棘手的作用。
除了一些需要夹杂物的应用,例如用于改善切削加工性的硫化物,它们通常会降低钢铁产品的机械性能和表面质量,并可能导致喷嘴堵塞和炼钢和成型过程的中断。人们普遍认为,由于硫化物和氧化物夹杂物的存在,钢的一些机械性能,如延展性、韧性、各向异性和成型性会受到负面影响。钢基体中残留的夹杂物会破坏材料的力学性能,导致材料失效。
近年来,为了满足客户通过生产完美无瑕的产品和提高加工性能来提高生产力和效率的需求,对连铸钢产品的质量要求越来越严格。
钢水中夹杂物的存在一般是造成炼钢质量缺陷的主要因素之一,它们不仅直接造成产品缺陷,而且堵塞水口,从而引起模具内钢水飘移等操作异常,夹带粉末,从而间接造成产品缺陷。
“高清洁度钢”不能简单地表达,因为其质量特性的要求因用途而异,因此,可接受的夹杂物尺寸、成分和含量也因钢的用途而异。谨慎使用“清洁钢”一词。这是因为 (i) 不同应用对钢的清洁度要求不同,(ii) 在不同操作中生产的钢的清洁度不同,以及 (iii) 对“清洁钢”一词的正常理解,有些人将其解释为钢中没有夹杂物。
“清洁”的定义不是绝对的,而是取决于各个钢铁生产过程及其在最终产品中的使用情况。因此,“清洁钢”一词因钢铁生产商和钢铁应用而异。由于“清洁钢”一词的可变性,有时建议更准确地谈论 (i) 高纯度钢,即在溶质含量低(硫、磷、氮、氧和氢)的情况下的钢(ii) 低残留钢是指杂质含量低(铜、铅、锌、镍和铬等)的钢,主要来源于废钢。
从操作和产品性能的角度来看,钢的清洁度都有影响。术语“清洁钢”通常用于描述具有 (i) 溶质元素含量低,(ii) 残留元素含量可控,以及 (iii) 在炼钢、钢包冶金、铸造、和滚动。
清洁钢是与氧化物夹杂物相关的产品缺陷频率较低的钢。此外,清洁钢越来越多地被理解为成分受到合金元素严格控制以改善产品性能和性能一致性的钢。生产高纯度、低残留、清洁钢有一个不变的条件,就是不断降低钢中的溶质元素和残留,控制夹杂物的频率、分布和大小。
钢材的清洁度评估存在问题。只有极少数大(宏观)夹杂物,由于数量少而难以检测。相比之下,非常小的(微)夹杂物的数量几乎是无限的,它们的大小使它们几乎无法检测到。似乎 5 微米(0.005 毫米)代表了可容忍的微小夹杂物和潜在有害的宏观夹杂物之间的界限。这些零星的大夹杂物是钢厂生产洁净钢的首要质量问题。
洁净钢除了要降低氧化物和硫化物夹杂物,控制其成分和形态外,还需要降低钢中其他残留杂质如磷、氢、氮等微量元素的含量。有时,清洁钢的概念被认为是一个有争议的概念。正因为洁净钢这个词是相对的,所以说“钢铁的洁净如美,在旁观者的眼里是非常多的”。此外,根据该论点,该概念给人的印象是夹杂物数量较少的钢性能优越,但情况并非总是如此。
有不同的钢种用于不同的用途。每种用途的钢的清洁度等级取决于每个钢种的夹杂物数量、形态、成分和尺寸分布。例如,在自由加工或加硫钢中,设计不是完全去除夹杂物,而是对其进行改性以提高可加工性。因此,就每种钢种的允许夹杂物或清洁度水平达成平衡的意见对于钢铁制造商和用户而言确实具有重要的技术和经济意义。在很大程度上,洁净钢需要满足客户对夹杂物特性的应用规范和要求。
钢中夹杂物的存在与炼钢过程密不可分。它们的存在经常被认为是有害的,但有时也同样有利。无论产生何种影响,它们在钢中的存在都是炼钢过程的一部分,将被利用以提高最终钢的性能。
夹杂物的化学成分及其体积分数由钢生产过程中涉及的不同步骤的管理决定,即 (i) 初级炼钢、(ii) 二次炼钢和 (iii) 连铸操作。因此,夹杂物的数量取决于所应用的操作参数与所生产钢种的特性之间存在的关系。
根据夹杂物的来源,夹杂物可以是氧化颗粒、耐火碎片、顶渣夹带、再氧化产物等。去除夹杂物的方法多种多样,如钢包搅拌、渣精炼、中间包操作、连铸结晶器等。连铸结晶器中的夹杂物很难去除,因为钢水变成固态,夹杂物浮出的机会较少。钢产品中夹杂物的去除和夹杂物的最终分布在很大程度上取决于夹杂物的性质、夹杂物在钢液中的迁移以及夹杂物与凝固壳的相互作用。因此,了解夹杂物在钢制品中的截留情况及其最终分布情况,对于控制钢制品的清洁度和质量具有重要意义。
二次炼钢的作用之一是去除过程中钢浴脱氧产生的夹杂物。基本上,一旦掺入钢液中,夹杂物会经历三个阶段才能被去除。这些阶段是 (i) 浮选、(ii) 分离和 (iii) 溶解。第一步包括将夹杂物输送到钢/渣界面,在第二步分离过程中,钢的表面张力破裂,使夹杂物稳定在钢/渣界面。在最后的溶解阶段,当夹杂物完全融入熔渣中时,夹杂物就不会返回钢浴。如果最后两步未能进行,则根据钢包或中间包中的流动模式,夹杂物会通过截留重新夹带到液态钢浴中。
研究表明,固体夹杂物的分离阶段发生得非常快。经计算,在二次炼钢中经标准渣处理后,固体夹杂物在浮选后破坏钢表面张力的时间不到0.0007秒。然而,夹杂物到达钢/渣界面需要长达 7 秒的相当长的时间。这个时间差是由于液态颗粒与钢水之间的接触角较小造成的。相比之下,液体夹杂物的溶解时间可以忽略不计,因为它们与熔渣混溶。因此,去除夹杂物的第三步对于固体夹杂物最为明显。这些夹杂物在熔渣中的溶解度有限,因此对相关熔渣的物理和化学特性、温度梯度和体积敏感。因此,固体夹杂物的去除行为受传质、反应动力学和与炉渣的化学相互作用的控制。溶解因此成为固体夹杂物去除的控制步骤,分析该阶段的影响因素对于解释渣的夹杂物吸收能力至关重要。
在二次炼钢过程中,涉及炉渣、钢和钢包。因此,炉渣、钢和钢包的成分是达到所需最终钢性能的非常关键的因素,它们对夹杂物的化学成分、体积分数、分散和形态具有至关重要的影响。影响夹杂物理化性质的一些最重要的因素见图1。
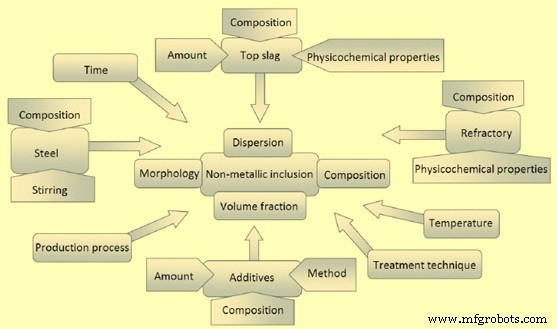
图1 炼钢过程中影响夹杂物各种特性的因素
在钢包处理过程中,包合物随时间的演变可能很复杂。鉴于通过凝固、气泡附着和界面捕获去除夹杂物的有效性在很大程度上取决于钢包处理实践中形成的夹杂物群的组成、相和形态,很明显,在钢包处理过程中存在一段时间漂洗和浮选处理比其他处理更有效。制定钢包处理策略以利用这些优选处理时间的能力,其中夹杂物粗化和去除速度最快,最终取决于浮选处理后添加物的清洁度、再氧化的控制和搅拌过程中的夹渣和夹带。钢转移过程中再氧化保护的有效性。
钢包处理工艺是生产夹杂物含量低、夹杂物成分和形态对产品或其制造过程无害的钢的关键工序。然而,钢包处理过程还具有其他一些功能,这些功能有时可能与清洁钢生产相冲突。最常见的钢包处理步骤包括钢和钢渣的脱氧、钢的脱硫、钢的合金化、调节钢温度以转移到连铸机、控制溶解气体(如氮气和氢气)、夹杂物改性以及夹杂物去除,如图2所示。
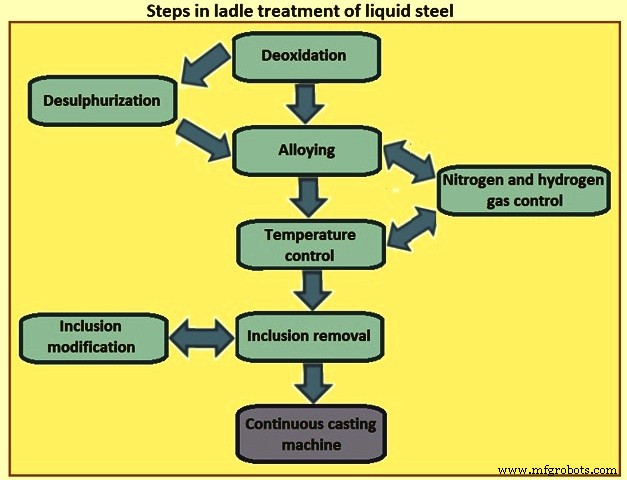
图2钢水包处理步骤
炼钢过程中使用的脱氧方法对钢包处理过程中形成的夹杂物类型起着重要作用。对于许多棒材和结构产品,钢用硅和锰(Si-Mn 镇静)脱氧,而对于薄板、板材和特殊棒材质量产品,钢用铝(Al镇静)脱氧。一些铝镇静钢还经过钙处理,以改性氧化铝夹杂物和含硫夹杂物,以提高钢的可铸性和产品的机械性能。钢包处理过程中产生的夹杂物可以是全固态、全液态或固液混合物。
钢包冶金和真空脱气等二次炼钢技术可显着控制钢中的夹杂物。使用钢包冶金来控制渣-金属反应、微合金化和夹杂物形状控制已导致炼钢工艺有了很大的改进。在当今清洁炼钢中实现的其他改进包括改进的脱氧、搅拌、真空脱气和电渣重熔实践。此外,更有效和更严格的浇注程序以及使用有效浇注罩的上坡浇注对减少再氧化有很大贡献,从而大大减少了钢中的氧化物夹杂物。
通常在二次炼钢结束后,由于缺乏足够的渣钢搅拌和添加任何额外材料的可能性很小,不容易对系统进行任何改变,因此非金属的形态、体积分数、成分和分散- 二次炼钢结束时的金属夹杂物不易改变。但是,在连铸和凝固过程中,结晶器和中间包内衬中的铸粉可能会产生很小的影响。下面介绍二次炼钢中使用的脱氧工艺。
硅锰脱氧工艺 – 脱氧剂(硅锰、硅铁和锰铁)的组合通常用于改善结果。部分脱氧通常在熔化过程中使用,最终脱氧过程在钢包中完成。这种做法促进了容易从钢水中去除的低熔点脱氧产物的形成。 Si-Mn-Si(硅-锰)脱氧经常形成固体二氧化硅和液体硅酸锰的夹杂物。如图 3 所示,在给定温度下存在影响脱氧产物类型的临界比率 [%Si] / [%Mn]。对于图 3 中曲线左侧的组成,固体二氧化硅可能而液态硅酸锰则很可能在锰含量较高的曲线右侧形成。 Si-Mn脱氧反应的平衡反应方程式为[Si] + 2MnO =2[Mn] + SiO2。
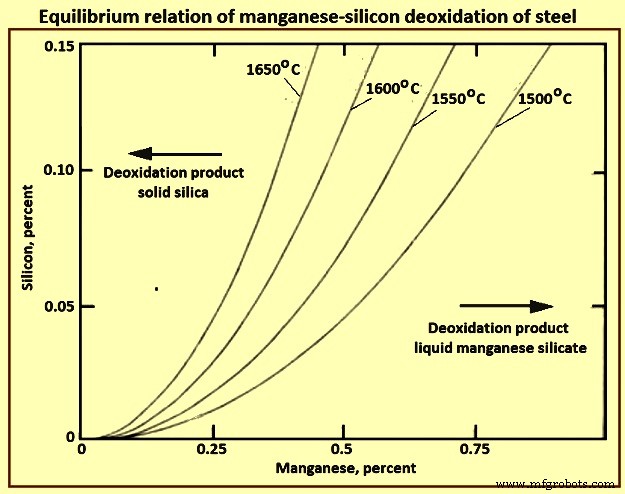
图3钢的硅锰脱氧平衡关系
因此,降低 Si/Mn 比会产生液态硅酸锰夹杂物。液态硅酸锰夹杂物在热轧时更玻璃化且具有塑性变形。然而,这类夹杂物的塑性指数降低,冷轧时变得更脆。当硅锰和铝的组合用于脱氧时,锰和硅在熔化过程中以铁合金的形式加入,铝在钢包中用于最终脱氧。当锰含量较低时,该体系中的夹杂物主要由氧化铝、二氧化硅和莫来石组成。然而,当钢的锰含量高时,会随着温度的升高而形成液态硅酸锰。其中一项研究表明,为了在炼钢温度下形成液态夹杂物,成分区域(对于线 L1 和 L2,以及代表最大 40% 氧化铝的第三条线)受到 17-1.9 的 SiO2 / MnO 比率的限制,相应的 Si /夹杂物中Mn的比例分别为0.47-1.7(图4)。
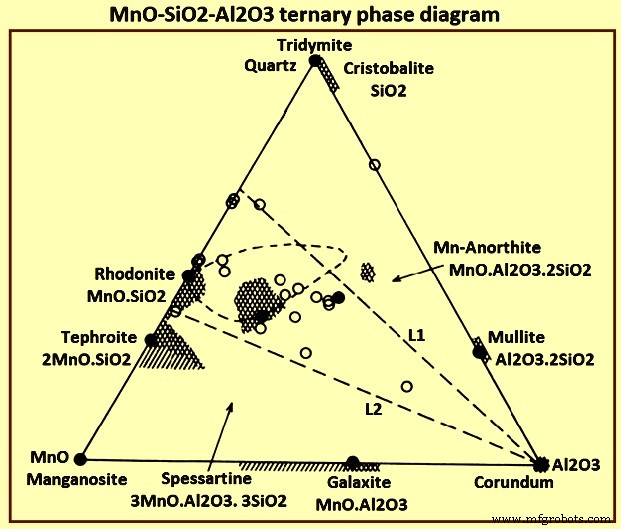
图4 MnO-SiO2-Al2O3三元相图
铝材脱氧 – 铝是炼钢中最有效的脱氧剂之一。用铝脱氧的钢通常含有刚玉等氧化铝夹杂物。据报道,固态氧化铝夹杂物会导致钢水连铸过程中的喷嘴堵塞。它们在钢中更有害且不受欢迎。氧化铝夹杂物具有高熔化温度并在炼钢温度下保持固态。此外,氧化铝夹杂物很硬,在轧制时要么不变形,要么以脆的方式变形。铝脱氧的平衡反应为2[Al]+3[O]=Al2O3。铝棒一般加入钢液中进行脱氧处理。
钢的钙处理 – 钙对氧有很强的亲和力,因此可以用作脱氧剂。然而,钙作为脱氧剂的使用受到其 1,439 摄氏度的低沸点、1,600 摄氏度时钙在钢中的有限溶解度 (0.032 %) 以及 1,600 摄氏度时 0.183 MPa 的高蒸气压的挑战。这些特性使使用钙作为脱氧剂变得困难且不经济。然而,Ca 和 Al 或 Si/Mn 的组合脱氧形成改性的初级夹杂物,具有较低的活性和熔化温度。出于这个原因,在炼钢实践中,通常将钙更多地作为夹杂物改性剂而不是脱氧剂添加到钢中。根据合金规格,大多数钢种都使用 Ca-Si 合金或 Ca-Fe(Ni) 混合物进行钙处理。通常,这种处理在添加辅料和氩气冲洗后有效地进行。 Ca-Si合金丝通常在铝脱氧后注入钢液中。图5为钢钙处理钙改性夹杂物示意图。
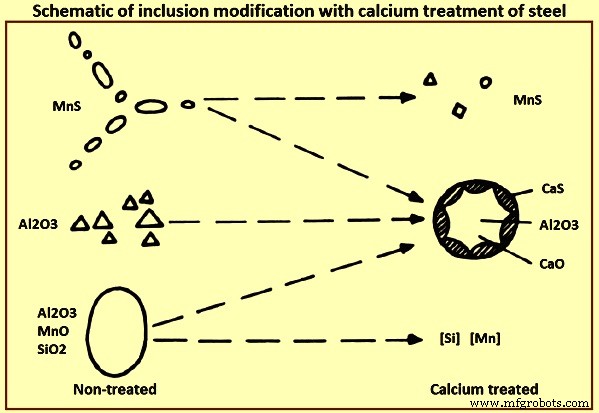
图5钢钙处理夹杂物改性示意图
经过有效的钙处理后,所有氧化物夹杂物通常都含有一定量的钙。钢中氧化物夹杂物的有效改性取决于钙处理前钢水的溶解铝和氧含量。对于基本的夹杂物改性,需要 15 ppm(百万分之几)至 20 ppm 的钙下限。铝酸钙夹杂物以 12:7 的 CaO-Al2O3 比和 1,455 摄氏度的低熔点铝酸钙形成。这些夹杂物在炼钢温度下以液态存在。铝酸钙12CaO.7Al2O3、3CaO.Al2O3和CaO.Al2O3在炼钢温度下以液态存在,而CaO.2Al2O3和CaO.6Al2O3在炼钢温度下为固态。
钙处理对夹杂物改性的一般影响总结为 (i) 硫化锰的数量和尺寸减少,它们转化为具有不同性质的 Ca-Mn 硫化物,(ii) 通常坚硬、有棱角和经常出现在簇中 数量减少或完全消除并被复杂的 CaO-Al2O3 或 CaO-Al2O3-SiO2 夹杂物取代,(iii) 硅酸盐被消除并被 CaO-Al2O3-SiO2 夹杂物取代,和 (iv) 复杂的球状 CaO- Al2O3-SiO2夹杂物常被硫化物边缘包围。
加钙改性硫化物 – 硫在钢水中的溶解度几乎是无限的。然而,硫在固体钢中的溶解度接近于零。在凝固过程中,硫化物以各种形式在晶界析出,产生特征钢缺陷。钙对氧的化学亲和力高于硫。据估计,钙与硫反应时,硫的活度比钢中的氧活度高 19 倍左右,这是很难达到的条件。因此,引入钙进行硫改性的目的是改变硫释放机制,使硫与含钙氧化物结合或沉淀在含钙氧化物周围,并且在凝固过程中不会以游离硫化物的形式沉积在晶界。在经过无钙处理的钢中,硫以 MnS 小颗粒的形式沉淀在最后冻结的液体中。 MnS颗粒在热轧时变形形成纵梁。而含钙硫化物夹杂物呈球状,在热轧过程中不变形。
钢中夹杂物的改性程度是钙处理二次炼钢的一个基本特征。添加到液体中的部分钙发生反应,并作为溶解的钙以夹杂物的形式保留在液体中,或者作为熔渣成分进入熔渣中。其余的以蒸气的形式逸出系统。所添加的钙必须最大程度地被钢水消耗,以使钙注入高效且具有成本效益。对此,钙回收的研究是工艺优化的重要因素。
钢液的钙处理可提高钢的性能。性能的改进包括 (i) 通过将 MnS 改性为未变形的球状 (Ca-Mn)S 或 CaS 来改进机械性能,特别是在横向和纵向延长硬质合金刀具寿命的刀具表面,(iii) 改善表面质量和抛光性,(iv) 最大限度地减少大型受限焊接结构中的层状撕裂,以及钢在焊接热影响区的再热裂纹敏感性, (iv) 通过防止或减少水口堵塞来提高钢的可铸性。
夹杂物也可以作为单相或多相夹杂物存在。通常,在连铸过程中,液体夹杂物比固体夹杂物更不容易引起堵塞。然而,夹杂物的团聚和堵塞趋势在很大程度上取决于特定的夹杂物-金属-气体-难熔体系之间的界面能和接触角。
在综合钢铁厂的运营过程中,可以通过铁水预处理去除硫,同时氧活度较低。因此,在综合炼钢过程中钢包处理过程中对除硫的需求较少。然而,在电炉炼钢中,在钢和炉渣完全脱氧后,在钢包处理过程中进行脱硫。这种脱硫通常需要更积极的脱氧操作和强烈搅拌,以实现钢中的低硫含量。钢包脱硫的工艺要求会影响工艺中形成的夹杂物的成分和形态。例如,经过强脱硫处理的铝镇静钢中容易形成Al2MgO4尖晶石夹杂物,而未经强脱氧和脱硫处理的钢中更常见的是氧化铝(Al2O3)夹杂物。
夹杂物在渣层中的凝聚、浮选、捕获和滞留率与钢包中夹杂物群的组成、形态和相(固体或液体)有很大关系。虽然液体夹杂物一旦通过熔渣金属界面就很容易溶解在熔渣中,但在钢浴中它们也比固体夹杂物更不容易结块、漂浮和传递到熔渣层。通常,这种行为导致液体包裹体的粗化和浮选率低于固体包裹体,因此,与固体包裹体相比,液体包裹体的整体夹杂去除率较低。
脱氧过程中夹杂物的形成
为了使钢水在连铸机中铸造,钢水中的溶解氧应充分减少,以避免在凝固过程中产生CO(一氧化碳)气体。钢脱氧中最常用的元素是锰、硅、铝和钙。可以使用结合这些脱氧剂的复杂脱氧方法。在某些情况下,钛、锆和稀土也可用于脱氧。
还可以使用热力学软件针对各种元素以及各种浓度和温度计算钢中各种脱氧剂添加物和氧之间的平衡。该软件能够计算复杂脱氧的平衡条件,还可以解释钢中高阶溶质原子的相互作用,从而导致在强脱氧剂中观察到逆行氧溶解度。如图 6 所示,由于夹杂物从钢中凝聚和漂浮需要一些时间,因此在整体钢成分中达到平衡浓度可能需要一些时间。钢的氧含量在脱氧前可以有很大的变化。典型的 BOF(碱性氧气炉)和 EAF(电弧炉)出炉时的氧气含量可以在 200 ppm 到 800 ppm 的范围内。此外,有时在出钢期间使用锰、硅和/或铝进行部分脱氧。钢液中加入脱氧剂后,钢中溶解氧与脱氧剂反应生成氧化物,方程为xM(钢中)+yO(钢中)=MxOy(夹杂物)。
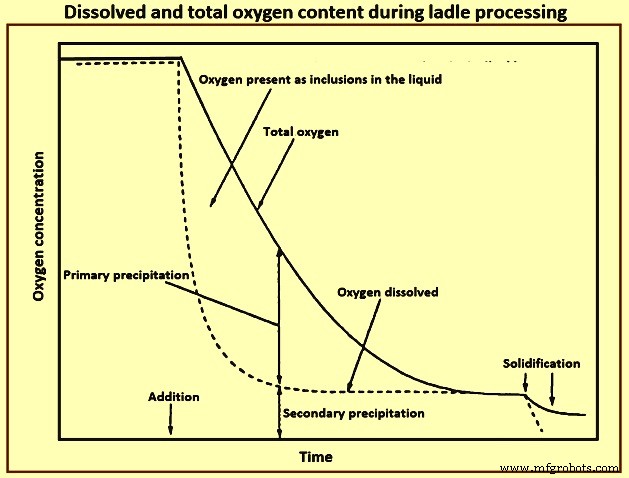
图6钢包加工过程中溶解氧和总氧含量
氧化物的形核可以通过均匀形核发生,特别是 (i) 当溶解的金属和氧的过饱和水平很高时,或 (ii) 它可以通过在炼钢过程中较早形成的夹杂物上的不均匀形核发生,或 ( iii) 在用于搅拌钢包的氩气气泡上或 (iv) 在钢包的耐火壁上。成核速率受过饱和程度和脱氧产物与钢接触的界面能的影响。钢与氧化物之间的过饱和比和界面能都会影响形核的临界半径,进而影响脱氧开始时最初形成的夹杂物的尺寸和数量。
通常认为,在最初添加脱氧剂时会很快发生成核,并且均相和异相成核都可能发生。研究发现,氧含量与形成的夹杂物尺寸有很强的关系,夹杂物形成的早期阶段受钢液中氧扩散的控制。
有趣的是,在氩搅拌钢包中达到均匀成分所需的时间约为几分钟,而成核时间通常约为 0.1 秒或更短。这意味着大范围的脱氧剂添加量在钢包中混合和分散。这会导致钢浴中形成一系列可能的夹杂物形态,具体取决于钢包内不同区域存在的局部脱氧剂浓度和氧过饱和度。
成核可以继续发生,直到不再存在过饱和。此时,只有当钢的温度降低、向钢中添加合金元素或在再氧化过程中将氧气重新引入钢中时,才会发生进一步的形核。在这些条件下,过饱和度通常要低得多,新氧化物在原有夹杂物上的异相形核通常更有利。
脱氧后的夹杂物演化
夹杂物的粗化、结块和去除 – 一旦夹杂物群成核,夹杂物可以通过多种机制生长。夹杂物的平均粒径可以通过奥斯特瓦尔德熟化、先前成核夹杂物上的持续异质成核以及颗粒聚集而增加。导致结块的粒子碰撞可以通过布朗运动、湍流运动、速度梯度和斯托克斯碰撞发生。腔桥还可以促进非润湿颗粒的吸引和团聚。图7显示了基于实验室实验的颗粒团聚的空腔桥机理,该实验直接测量了钢液中氧化物之间的吸引力。
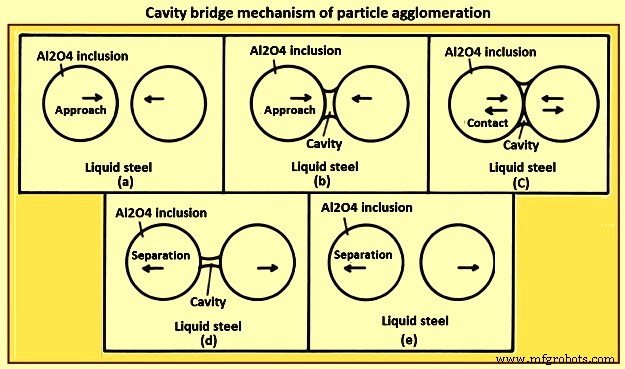
图7粒子团聚的腔桥机理
夹杂物的大小及其密度促使通过浮选从钢中去除夹杂物。斯托克斯定律提供了对夹杂物直径和颗粒密度对浮选率影响的粗略估计。大夹杂物直径和相对于钢水密度的低夹杂物密度有利于浮选率。
Rising bubbles from argon stirring also promote the removal of inclusions if wetting between the inclusion and the argon bubble is favourable for attachment. The fluid flows induced by argon stirring or electromagnetic stirring can also promote inclusion transport and removal to the slag layer or to the ladle wall. Fig 8 shows an overview of these mechanisms for inclusion growth and removal from the ladle.
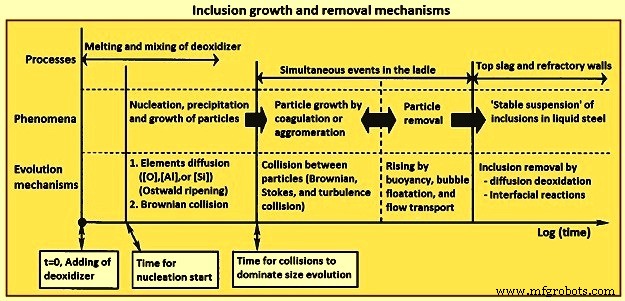
Fig 8 Inclusion growth and removal mechanisms
The effectiveness of argon stirring on inclusion removal depends on several factors which include porous plug location, number of plugs, the size of the ladle, the intensity of the stirring, and the contact angle of the inclusion with the steel and stirring gas. In general, liquid oxide inclusions tend to have much lower contact angles than solid oxide inclusions and normally have less than a 90 degree wetting angle. This has implications for particle agglomeration and bubble attachment mechanisms which influence the rate of inclusion removal from the ladle.
One of the studies has demonstrated that the rate of removal of particles from a fluid by gas bubbling is very dependent on the wetting angle of the particle-fluid-gas in a water model system, and that the removal rate drops sharply when the wetting angle drops to below 90 degrees. Steel systems also have similar effects. Argon bubbling has also been shown to selectively remove under-modified solid calcium aluminate inclusions from an inclusion population in the continuous casting machine tundish and argon stirring prior to calcium treatment has been seen to be more effective at removing inclusions than the argon stirring after calcium treatment.
Both inclusion agglomeration and bubble attachment mechanisms depend upon the interfacial energy and wetting angle between inclusions and the liquid steel and mechanisms which promote inclusion agglomeration and growth. Bubble attachment and cavity bridge agglomeration are both favoured by a large contact angle, suggesting that several solid inclusions are easier to remove from the ladle than liquid inclusions. The morphology of the solid inclusions can also influence agglomeration and flotation.
Macroscopically, the inclusion removal from the ladle can be observed by monitoring the total oxygen content of the steel or by evaluating the number or area density of the inclusions. For a given stirring intensity, stir configuration and inclusion population, longer rinse stir times normally result in progressively more inclusion removal. This is true both for argon stirring and stirring by other methods such as electromagnetic stirring.
Control of intensity of stirring in the ladle is important. While the increase of the stirring intensity leads to increased rates of inclusion removal, excessively increased stirring intensities can induce reoxidation by exposing the steel to air through the slag ‘eye’ where the slag is pushed back by the rising bubble plume or strong upward recirculating flow during the stirring. This condition can lead to a higher final inclusion content.
Recently, SEM-AFA (scanning electron microscopy – automated feature analysis) analysis has made it possible to analyze a large number of inclusions in a sample in a reasonable time. This has allowed the observation of the size distribution and population number density of inclusion populations at various stages in the process. It has been shown in a study that the shape of the inclusion size distribution changes with time, forming a log normal distribution early in the inclusion population’s life cycle and evolving to a power law or fractal size distribution later in the population’s life cycle when active nucleation is no longer taking place.
Several studies have reported similar trends in the evolution of the shape of the inclusion population in ladle deoxidation using models for nucleation and growth of inclusions during deoxidation in the ladle and by direct experimental observation. Observations of the shape of inclusion size distributions have been used successfully to identify reoxidation events, where oxygen from the air generates a new population of reoxidation inclusions which have a log normal distribution. On a log-log plot, this new population of reoxidation inclusions deviate from linearity for conditions of a tundish first fill and eventually subsiding and re-establishing a linear distribution. Similar observations have been there in the ladle after additions are made.
The type of deoxidant and the conditions of super-saturation employed in the deoxidation process have a strong influence on the rate at which the inclusion population changes over time. It has been observed that there is a rapid increase in diameter and reduction of the number of inclusions with time in aluminum deoxidized steels and little change in diameter and number with time in titanium and complex titanium-aluminum deoxidized steels. Also, there are large differences in the agglomeration rate of different inclusions in steel.
The size distribution of alumina clusters is observed to shift to progressively larger diameters and lower inclusion counts with time. By comparison, the size distribution of the titanium / aluminum complex deoxidant, which is liquid with a low wetting angle, does not increase in diameter with time and the inclusion count drops much more slowly with time because of the smaller overall diameter of the population.
Once the inclusions are transported to the slag layer in the ladle, the inclusions are to contact and become incorporated into the slag layer to be removed from the system. The rate of passage of inclusions through the slag-metal interface and the rate of dissolution of inclusions in a CaO-Al2O3 (lime-alumina) slag have been studied. During the study, it has been observed that alumina inclusions pass through the slag metal interface quickly, but that liquid MnO-SiO2-Al2O3 inclusions take much more time to pass through the interface and, in some cases, are not captured by the slag at all. It has also been found that the rate of inclusion dissolution in the slag is diffusion controlled for alumina inclusions dissolving in the slag.
The rate of dissolution of Al2O3 and MgO (magnesia) inclusions in various slags has also been studied. During the study, it has been found that in some slag systems, intermediate reaction products such as CaAl12O19 and Ca2Al2SiO7 formed on the inclusion surface and slowed the dissolution rate of the inclusion into slag.
The rate of dissolution of Al2MgO4 oxide spinel in slags of various compositions has also been studied. During the study, it has been found that the rate of dissolution is controlled by diffusion in the slag and is inversely related to the viscosity of the slag. If the time for passage through the slag–metal interface or the dissolution rate in the slag is slow, the slag-metal interface can become a site for solid inclusion agglomeration and re-emulsification of inclusions is possible.
Changes in inclusion composition during ladle treatment – The composition and morphology of inclusions can change considerably during the course of ladle treatment. The alloying additions made during ladle treatment can introduce elements which influence the overall composition and number of inclusions which are present. Also, additions such as calcium are used specifically for the purpose of modifying inclusion composition and morphology. Even in the absence of these additions, the inclusions present in a ladle after deoxidation can change composition over time through interactions with the slag and refractories used in the ladle, or with the atmosphere if the ladle stirring is aggressive.
Mini steel plants which produce aluminum killed steels with restricted sulphur levels frequently experience a shift in the inclusion chemistry during desulphurization. Under low oxygen conditions after the aluminum killing, argon stirring can promote the transfer of magnesium from the slag and the ladle refractory lining to the steel. During this process, the alumina inclusions gradually pick up magnesium and the inclusion population gradually shifts from Al2O3 to Al2MgO4 spinel. This exchange is influenced by the oxygen potential of the system and the composition of the slag. It has been found that MgO in slag and in the refractory both contribute to magnesium pickup and spinel formation, but that slag has a higher contribution to the pickup than the refractory.
While calcium treatment is used normally to convert solid alumina inclusions to liquid calcium aluminate inclusions to improve castability, calcium treatment is also quite successful at modifying solid spinel inclusions. Different studies have shown that spinel modification with calcium treatment reduces the magnesium content of the inclusion population and drives magnesium back into solution in the liquid steel. Subsequent exposure to reoxidation can result in the reformation of spinel inclusions through the reoxidation of magnesium in solution in the steel later in the process. These studies have also shown that CaS formed during calcium treatment can serve to suppress the reformation spinels during reoxidation by acting as a reservoir for calcium which can be released during reoxidation to further modify newly formed alumina. Under these conditions, the presence of some CaS in the inclusion population can be beneficial as long as it does not contribute to nozzle clogging during the continuous casting of steel.
It has also been shown that if the spinel inclusion population is high enough before calcium treatment, solid MgO inclusions can also form along with liquid calcium aluminate inclusions after the calcium treatment. This type of inclusion has been found to be very detrimental in high performance steel such as line-pipe steels. Such conditions can arise when aluminum killed steels are heavily aluminum deoxidized and held in contact with high MgO slags and refractories for extended periods.
Impurities in alloy additives also have a strong influence on the inclusion population and the efficiency of inclusion removal. For example, the effects of calcium content of ferro-silicon on inclusion composition and the tundish clogging sensitivity has been cited. In some steel melting shops, calcium in ferro-silicon is managed to modify inclusions directly without additional calcium treatment while in other operations calcium in ferrosilicon is to be restricted to avoid changes in alumina morphology which promotes clogging. The stage in the ladle furnace processing where inclusions are modified in relation to the application of soft argon stirring to remove inclusions can have a pronounced effect on the inclusion removal efficiency. Argon rinse stirring prior to calcium treatment, when solid inclusions are present, has been shown to be more effective at removing inclusions than argon rinse stirring after the calcium treatment, when the inclusions have been modified to liquid calcium aluminates.
In short, the evolution of the inclusion population over time during ladle treatment can be complex. Given that the effectiveness of inclusion removal by coagulation, bubble attachment and interface capture is highly dependent upon the composition, phase, and morphology of the inclusion population developed during the ladle treatment practice. It is obvious that there are time periods during ladle treatment where rinsing and flotation treatments are more effective than others. The ability to develop ladle treatment strategies to take advantage of these preferred treatment times where inclusion coarsening and removal rates are the most rapid ultimately is dependent upon the cleanliness of post-flotation-treatment additions, control of reoxidation, and slag entrainment during stirring and the effectiveness of reoxidation protection during steel transfer.
制造工艺