

高炉铸造车间设备
高炉铸造车间设备
高炉的铸造车间地板一直是高炉中最危险的工作场所之一。除了在含有有毒气体、烟雾和灰尘的环境中工作外,操作员还必须在靠近热金属、渣流道和装满热金属的钢包附近进行艰苦而繁重的体力工作。在铸造厂设备发明和安装之前,出铁口是手动打开和关闭的。开口是通过钢筋和大锤完成的,而出铁口是通过反复将少量粘土或耐火材料撞入出铁口来关闭的,同样是在长而重的钢筋的帮助下。此外,在高炉上,必须停止鼓风,因为不可能在高炉压力下正确关闭出铁口。爆炸的停止导致定期生产损失。
美国的塞缪尔·沃恩 (Samuel W. Vaughen) 于 1895 年发明了第一台泥枪。他的气动泥枪机用蒸汽操作,有一个可拆卸的喷嘴,必须打开该喷嘴才能装载出铁口质量。 1901 年,当德国的 Ernst Menne 发明了氧气枪时,出铁口的做法又发生了重大变化。通过将氧气吹过 1/8 英寸的管道并点燃,与纯手动方法相比,现在可以非常快速地打开出铁口。 1921 年左右,美国的 Edgar E. Brosius 和 Joseph E. Judy 提出了一种在开孔处钻孔的方法,首次发现了出铁口钻孔的记录。 Brosius 甚至在 1924 年发明了一种组合式钻孔和采血装置。
良好的铸造车间设置对于低成本、高生产率的高炉来说是必不可少的,因为高炉的有效运行直接取决于其铸造车间设备的不间断运行。
一个合适的塞子,它用出铁口质量填充整个出铁口通道,是允许随后安全快速打开的最重要的考虑因素。然而,为了延长出铁口通道或出铁口块的寿命,能够以良好的重复性将塞子钻开也很重要。刺血必须保持在最低限度。
铸造车间地板极其恶劣的环境需要能够在提供可靠和长期性能的同时吸收热量的设备。现代高炉的出钢技术要求铸造车间设备坚固、可靠、耐用和高效,以便在铸造车间的恶劣条件下提供高性能。设备将使用最新的应力分析工具进行设计和分析,按照最高标准建造和车间测试。
管理高性能的大型高炉需要高效可靠的铸造车间设备。追求最高运营效率和降低运营成本也推动了铸造车间设备技术的发展,产生了新一代铸造车间设备,可以在各种性能范围之间切换,最大限度地保护出铁口和炉膛炉子。
通过铸造车间的机械化和自动化,可以大幅减少人工工作。机械化的先决条件是水平浇铸的房屋地板,带有齐平和平坦的流道盖,以提供移动维护设备,方便进入所有区域。所有功能的自动化,如除尘阻尼器位置控制、出铁口钻和泥枪操作,通过驻留在专用铸造厂 PLC 中的软件与无线电控制的出钢设备相结合,减少了手动操作,允许操作员移动,并方便有效监控每个演员。
重要的铸造车间设备(图 1)是 (i) 出铁口钻机,(ii) 泥枪机 (iii) 用于热金属槽盖的机械手,(iv) 倾斜流道,(v) 换杆器,(vi) 泥枪填充机,和 (vii) 千斤顶大坝钻机。

图1高炉铸造车间设备
孔钻
经济出铁需要高性能的出铁口通道。除了选择合适的出铁口质量和最佳开钢策略外,出钢参数的最佳调整及其再现性也很重要。出铁口钻机将最大的灵活性与久经考验的大容量钻锤相结合,以确保有效钻孔。
出铁口钻机应提供 (i) 任何出铁口的可靠打开,无延迟,(ii) 平滑的出铁口通道以减少出铁口磨损 (iii) 最大限度地减少氧气喷射,以提高操作员的安全性并防止对出铁口结构的损坏,(iv) 高反向冲击为安全取出卡住的钻杆提供能量,(v) 降低设备维护成本并延长电锤寿命。此外,他们将最大限度地保护关键出铁口区域,以便 (i) 最大限度地延长出铁口的使用寿命,(ii) 减少出铁口维修次数,以及 (iii) 提高高炉的可用性。由于这种优化的出钢做法可以保护出铁口和高炉炉床,最终可以延长高炉的使用寿命。
打开高炉出铁口有四种选择。这些如下。
- 手动吸氧 - 当所有其他选项都不起作用或在紧急情况下,此选项用作最后的手段。
- 无需锤击的机电出铁口钻孔机 - 此选项用于旧高炉中用于打开出铁口。在现代熔炉中,这是不使用的。
- 气动或液压气动出铁口钻孔机 - 气动出铁口钻孔机采用气动锤击,而液压气动出铁口钻孔机采用液压锤击。这些钻头在许多高炉中用于打开出铁口,但这些钻头的性能相对不如全液压钻头。
- 液压钻机 - 这些钻机是全液压的,带有液压锤击。这些钻头用于所有现代高炉。液压出铁口钻机提供了最佳的钻孔性能,结合了高旋转钻孔扭矩和中等冲击能量下的快速冲击速度。这提供了高效的钻孔作业,减少了锤击作业的需要,并将出铁口耐火材料开裂的可能性降至最低。
由于具有优异耐磨性和耐腐蚀性的高性能出铁口质量的发展,出铁口本身不再是出钢时间的限制因素。这些高性能的出铁口质量显着增加了对出铁设备的需求。气动出铁口钻孔机很快就达到了性能极限,导致无法接受的开启时间。通常钻孔过程必须与氧气喷射相结合,从而导致出铁口损坏和高昂的维护成本。解决这一问题的方法是全液压出铁口钻机,可以满足现代出铁口群众的需求。
出铁口钻头的基本设计和安装要求如下。
- 出铁口钻头应足够强大和刚性,以便准确钻出出铁口。
- 可以将钻头锁定在某些位置。
- 演习的所有动作和操作都将被远程控制。
- 可以在任何给定时间停止这些。
- 出铁口钻孔机应配备警报器或蜂鸣器,在启动出铁口钻孔机之前,该警报器或蜂鸣器需要自动运行。
- 出铁口钻机的安装方式应确保在不使用时,操作员可以在其周围自由移动并对其进行维修。出铁口钻头和任何障碍物之间必须有足够的空间供一人通过。
- 应为在出铁口钻头周围工作的人员提供适当的保护措施,并对其进行保护。
- 电源线应防止受热和断裂,并具有良好的机械强度。
- 如果使用电力,建议通过至少两个独立电路供电,其中一个是安全电路。
- 如果控制是液压或气动的,则需要安装适当尺寸的蓄能器。
出铁口条件所施加的钻孔要求随出铁口长度而变化。通常,高炉操作员要在两种钻锤原理之间进行选择,即 (i) 低频/高冲击能量锤击 - 以获得最大钻进给量,以及 (ii) 高频/低冲击能量锤击 - 更好地保护出铁口和更长的时间出铁口寿命。如今,可以使用配备有能够在高冲击频率模式和高冲击能量模式之间切换的钻锤的出铁口钻机,以允许钻孔参数与变化的出铁口条件进行在线匹配。这些条件可以是 (i) 不锤击的旋转钻孔,以最大限度地保护出铁口,(ii) 以高冲击能量对硬夹杂物区域进行低频锤击,以及 (iii) 以低冲击能量进行高频锤击,以最大限度地减少蘑菇状断裂和最大化出铁口长度。
如今,出铁口钻机通常配备适用于高炉环境的传感器。这些传感器为攻丝技术的过程监控和自动化提供钻孔参数反馈。
出铁口钻机的自动化功能通常包括优化钻孔(连续监测和调整进给力和钻孔旋转),以及自动出铁口长度测量。
出铁口钻机一般使用以下三种钻杆。
- 带螺纹镦粗锻造钻头的实心钻杆 - 这些钻杆通常用于在出铁口泥质软且不含渣或铁的短且易于钻孔的出铁口中钻孔。实心钻头的缺点是只能在短出铁口上使用。
- 带有可互换钢钻头的钻杆 - 这些钻杆在普通出铁口条件下具有最佳的成本和性能结果。钻头从头到尾钻出一个直径恒定的干净孔。该钻头由碳钢制成,可与不同的钻杆互换。将不同直径的可互换钻头与一种类型的钻杆一起存放可显着节省成本。
- 带有可互换钻头(翼形钻头)的钻杆 - 这些钻头由耐磨铸钢制成,设计用于以非常干净和恒定的直径钻孔,即使在较硬的泥浆和更困难的条件下也能钻孔。对于大多数出铁口而言,这些钻头是高钻孔速度/性能和良好钻孔质量之间的最佳折衷方案。
泥枪机
泥枪机在高炉中执行最重要和最关键的操作之一,即关闭出铁口。在任何情况下关闭高炉出铁口是一项关键的安全要求。这要求泥浆枪机器具有极高的可靠性和稳健性。在现代高炉中,出钢技术需要高性能的泥枪机,允许使用耐磨和快速设置的出铁口质量。如果没有优化的泥枪机温度控制,就无法处理当今的高性能出铁口。
泥枪机的液压驱动确保任何使用现代重型出铁口的操作都是有效和安全的。泥枪机专为关键的重载作业而制造,其设计和技术参数完全符合现代高炉作业工艺流程的要求。
反向设计的高出铁口质量压力需要具有相当大的空间要求的泥枪机。如今,空间限制和最大出铁口质量压力之间的最佳折衷方案是中小型高炉的堵漏压力为 200 千克/平方厘米/250 升出铁口质量体积,大型高炉为 250 千克/平方厘米/350-400 升.
泥浆枪机设计用于高出铁口质量捣打压力、快速回转和自动操作。这些机器质量可靠,可长期无故障运行,易于维护,且可维修性高。
现代泥枪机的自动化功能包括用于关闭出铁口的“自动堵塞”,具有预编程的可调节冲压速度、体积和顺序,以及出铁口面监控和液压动力系统的可视化/控制。
出铁口炮的基本设计和安装要求如下。
- 泥枪机的功率应足以将出铁口物质挤出到出铁口中,以抵抗高炉内压的全部力量,即使压力升高到正常水平以上。
- 该机器应能够将枪口正确地放入出铁口中,而不受炉渣或其他材料的阻碍。
- 该机器的设计目的是挤出塞子所需的所有出铁口质量。
- 可以将泥枪机锁定在各个位置。
- 泥枪机的所有动作和机动都将被远程控制,并且可以在任何给定时间停止。
- 泥枪机应配备警报器或蜂鸣器,在泥枪机启动前自动运行。
- 泥枪机的安装方式应保证在不使用时,操作人员可以在其周围自由移动并对其进行维修,并且机器之间应留有足够的人通过空间和任何障碍物。
- 应为在泥枪机周围工作的人员提供适当的保护手段,并对其进行保护。
- 电源线应防止受热和断裂,并具有良好的机械强度。
- 如果使用电力,建议通过至少两个独立电路供电,其中一个是安全电路。
- 如果控制是液压的,则需要安装大小合适的蓄能器。
出铁口钻机和泥浆枪机的控制室
出铁口钻机和泥浆枪机的控制室的位置、保护和装备应确保即使在紧急情况下也能进行操作。因此,它们需要具备以下基本特征。
- 控制室的位置应确保人员得到充分保护,避免发生爆炸或爆炸的风险,并能以完美的方式观察操作。
- 在其构造中不得使用可燃材料。
- 应提供至少两个不同且独立的入口,其中一个是通往外部紧急疏散平台的通道,并且始终保持畅通无阻。
- 从客舱到赛跑者之间不得有任何门。
- 俯瞰出钢区的观察窗应 (i) 尽可能小,但让操作员能够全面了解操作区域和泥浆枪机和/或出铁口钻机的位置,(ii)在向外打开的框架上装有“Triplex”玻璃面板,由格栅保护,(iii) 控件应位于窗户旁边,以便操作员在跟踪操作进度的同时轻松操作它们,并且需要采取预防措施采取措施防止意外操作控制装置,以及 (iv) 驾驶室与其他进行与高炉操作相关的工作的地方之间的通信,应由至少两个独立的口头通信系统(内部电话、对讲机和无线电话等)。
- 机舱需要配备通风系统,从没有被烟雾或气体污染的区域吸入空气。
- 如果机舱不能位于防止可能发生的飞溅或爆炸的区域,则应加强安全措施。特别是,门的设置应使任何爆炸都倾向于关闭而不是打开,并且墙壁、门和屋顶应覆盖防火和耐热材料。
热金属槽盖机械手
为避免铁水在排入铁水包之前冷却,铁水的主槽和支撑槽应盖上固定和可拆卸的盖子。这些盖板也是铸造车间有效除尘和排烟所必需的。然而,出钢过程和出铁口维护需要畅通无阻地进入流道的前部区域。可拆卸的盖子通常由机械手抬起和移动,打开出铁口钻机和泥浆枪机的通道。使用机械手有利于全面覆盖主槽,提高维修人员的安全性。
用于热金属槽盖的机械手通常安装在风口平台下方。它们通常很紧凑,通常可以通过带有手动超驰备份的远程控制进行有效操作。用于热金属槽盖的机械手的重要特征通常包括永久连接的盖和可重复定位。这些机械手可以有液压或气动操作。
用于热金属槽盖的机械手可最大限度地降低可拆卸盖的成本,这些盖最容易暴露在高温和快速磨损下。为了安全和便于维护,机械手需要在铸造车间上留出大量的自由空间。
各种设计的铁水槽盖机械手为高炉铸造车间的几乎所有要求提供灵活的解决方案,最大限度地减少机械手的容量和初始成本。
倾斜跑步者
可倾式流道是铸造厂的重要设备,用于可靠和安全地浇注通常用于大型高炉的铁水铸件。倾斜的流道通常位于两个热金属轨道之间。浇道首先倾斜以填充一个轨道上的热金属钢包,然后向后倾斜以填充另一轨道上的钢包。当第二个钢包被填满时,第一个可以用空的代替,这样在几个钢包被填满时,浇注可以不间断地继续。
倾斜流道通常具有坚固的设计,并且通常配备有液压驱动装置,以提供热金属浇注所需的角度。它们是大型制造项目,因此满足焊接规范至关重要。它们是为确保运行安全而精心设计的应急策略。结合铁水包液位测量系统,可实现倾斜流道的自动化操作。
换杠
换杆器是一种机器人机器,用于处理和安装杆或浸泡杆到出铁口钻头中。棒材更换器通常包含一个棒材库,其中包含不同直径的棒材或棒材。移动小车的臂可以将刀库中的棒材装入钻夹头,也可以在使用后从钻头中取出用过的棒材。
泥枪灌装机
这些机器用于泥枪的自动填充。泥枪机自动灌装示意图如图2所示。
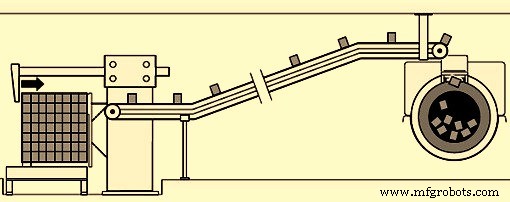
图2泥枪机自动灌装示意图
水坝钻机
千斤顶水坝钻用于在高炉主槽的撇渣板/壁上钻孔。这确保了铸造产品完全从熔炉中排出。钻头是针对高炉进行的,以满足每个特定铸造车间的主要槽位、基础、立柱和固定设备等特定要求。设备驱动是液压或气动的,由设备系统的通用泵单元或独立驱动。这些钻头可以是便携式的,也可以是固定的。千斤顶大坝钻是高炉铸造厂的好工具。
铸造厂使用的其他重要工具和设备
铸造车间使用的其他重要工具和设备还有不同尺寸和长度的戳棒、氧气枪设备、取样设备和温度测量设备等。这些是除了起重机和搬运设备之外的各种操作所需的设备。高炉的铸造房。
铸造车间设备的发展
在过去的 125-130 年间,攻丝技术有了很大的发展。早期的发展集中在设备设计的机械方面,而最近的努力则集中在电气和液压控制上。未来的发展将不得不通过允许更硬的出铁口质量并通过减少锤子的冲击能量对炉膛耐火材料的影响来继续争取更长的出铁口寿命。迄今为止,钻井和堵塞的替代方案已被证明是不可行的。高炉的“出钢阀”仍然是高炉操作者的梦想。诸如通过磁流停止或调节金属流动的想法尚未在工业规模上实现。
制造工艺