

墙壁和填充物不接触:如何快速解决它!
正如每一个物有所值的 3D 打印爱好者都知道的那样,填充是物体质量、强度和打印时间的一个非常重要和必不可少的方面。 有时,我们浪费大量时间、电力和灯丝打印一个物体,却发现填充物实际上并没有接触到模型的外壳(或墙壁),从而使填充物结构变得毫无用处。
在本文中,我将指导您了解可能导致此问题的原因以及如何解决它。简而言之,导致填充物不接触3D打印物体的外壳或墙壁的原因是什么?
墙壁和填充物不接触可能是挤出不足造成的,这本身可能是由于喷嘴温度低、移动速度快或打印机校准不当造成的,也可以通过调整填充物来解决重叠设置。建议以 1% 的增量提高此设置并测试结果。
| 解决方案 | 说明 | 指示 |
| 填充重叠 | 填充物与最近周边重叠的百分比 | 增加 2% 到 14% |
| 喷嘴温度 | 低喷嘴温度可能导致挤出不足。 | 将其设置为制造商指示的最高温度 |
| 移动速度 | 如果太快,挤出机可能无法挤出所需的长丝,导致挤出不足 | 将移动速度降低到 25mm/s |
| 馈线问题 | 鲍登管中的摩擦会导致挤出不足 | 清洁整个送料系统并调整送料器张力 |
| 校准问题 | 不正确的校准会导致打印机消耗的灯丝比指示的少。 | 校准挤出机步骤或增加流速 |
墙不接触填充物的原因

有很多原因会导致印刷品的墙壁不接触填充物,要解决这个问题,您必须经历一个消除过程。
这是诊断问题的基本路线图。一旦你确定这绝对不是印刷设计错误,你就需要系统地进行以下操作。
切片器设置(每个打印机配置文件不同)
要检查的最明显的事情是您的切片器设置,因为这是解决问题的最简单快捷的方法。
您需要查看 Infill Overlap 百分比。根据 Cura 的说法,此设置确定“填充物和墙壁之间的重叠量占填充线宽度的百分比。轻微的重叠使墙壁与填充物牢固连接。 “
显然,Cura 具有不同的默认填充重叠设置,具体取决于打印机配置文件。在我的 Ender 3 上设置为 30%,在其他一些打印机上设置为 10% 甚至 0%,因此您的设置也可能会有所不同。
如果您的填充重叠 已设置为 10%(默认 Cura 设置)。我建议每次以 2% 的增量运行几个测试,看看它是否能解决问题;如果不是,那么您可以将这个参数作为可能的原因丢弃。
在这种情况下,请将重叠百分比重置为默认百分比 10%,或者您的打印机的默认百分比,然后继续进行诊断。
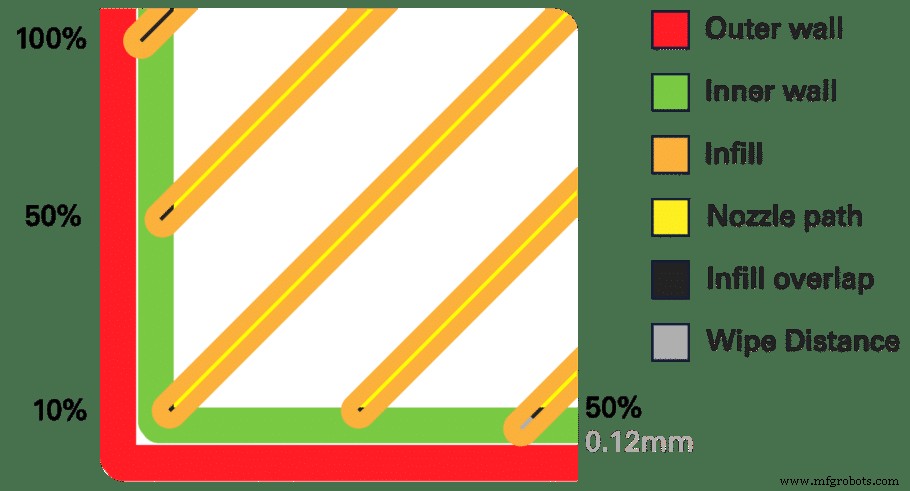
正如您在上面的可视化插图中所见,设置为 100% 填充重叠意味着喷嘴路径将与整个层宽度重叠(如果使用最流行的喷嘴直径,则为 0.4 毫米)。
挤出温度
下一步是检查挤出温度。为什么这可能是一个潜在的原因?简而言之,如果挤出温度太低,熔化的长丝会变得更粘稠,并阻碍喷嘴的正常或所需流动,因为挤出相同数量的材料需要更高的压力。
这最终可能会导致挤出不足,从而导致墙壁不接触填充物。
如果挤出温度过低,还会导致其他打印并发症,包括层附着力差以及灯丝在壁和填充物之间的同一水平面上。
另一方面,如果挤出温度过高,则会导致一系列新问题。温度太高,熔丝在喷嘴中停留时间过长,会导致熔丝发生变化,导致堵塞。
检查灯丝制造商在您使用的线轴上指示的推荐温度,并将温度设置为线轴的最大推荐设置。这将有助于从喷嘴获得正确的流量。
例如,如果您使用的 PLA 的温度设置为 190-215°C,则应将温度设置为 215°C,检查结果,然后缓慢降低温度以找到最佳位置。
移动速度
温度是流量的主导因素;然而,熔化灯丝的流速也由喷嘴尺寸、打印速度和层高决定。所有这些设置共同定义了流速,这是衡量每秒从喷嘴挤出多少熔化的灯丝的量度。
如果试图挤出比流速允许的更多的材料,最终会导致挤出不足。温度和灯丝通过打印机到达挤出点的速度之间的平衡不应被推到极端。两者之间必须始终保持良好的平衡。
确实,温度越高,打印速度就越快。相反,同时使用较低的温度;必须降低运动速度以实现最佳挤出。
打印机型号之间的移动速度会有所不同,为了消除这种情况,您可以尝试将移动速度设置为 25mm/s 或至少低于 50mm/s。这个移动速度足够低,可以让我们得出结论,如果问题仍然存在,它是由其他因素引起的。
欠挤压
你是对的,我们之前在通过喷嘴温度和移动速度时已经讨论过挤压。尽管如此,由于其他一些更棘手的因素也可能导致挤出不足。因为之前的原因会有直接的解决方案,所以我们先将其丢弃。
正如我们之前所说,当您的打印机无法生产打印所需的适量材料时,就会发生挤出不足。明显的迹象是,如果您注意到您的打印机正在跳过图层或打印的图层比正常图层更薄,或者图层被中断并且其中有孔或点。
一旦喷嘴温度和运动速度超出了想象,这可能是更难解决的问题之一,因为要考虑的变量很多。我们将逐一进行,从最容易解决到最困难的开始,希望您能够识别实际问题并在此过程中解决它。
馈线问题
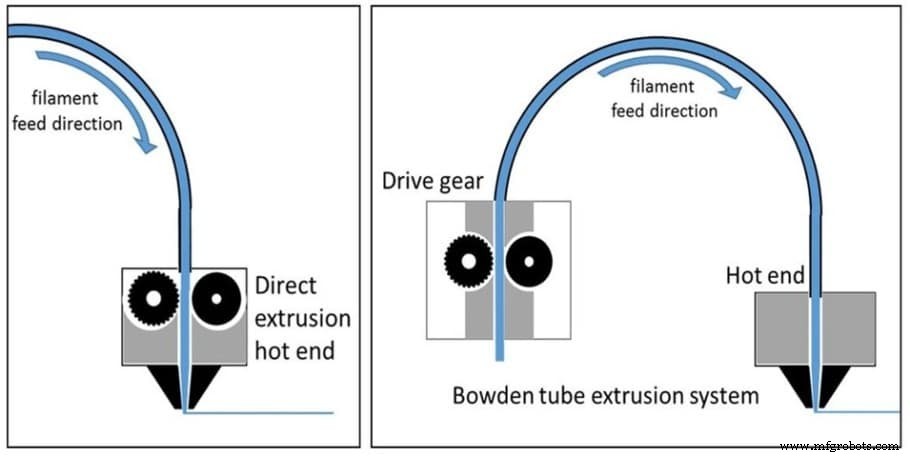
如果您的打印机使用鲍登管进料系统,那么您的挤出不足问题很可能与您的鲍登管在进料过程中步履蹒跚有关,其中包括热端。
这可能是由于管子和热端的摩擦阻碍了进料,或者没有足够的线材抓紧力以正确的速度执行进料。
要检查打印机上的进纸器张力,您需要从鲍登管中取出灯丝并检查它是否有迹象表明它正在通过管子进纸。如果耗材仍然像线轴上的耗材一样光滑,则进料器张力太低,这意味着耗材没有足够的抓力将其推过进料器系统。
就像为最佳喷嘴流量建立平衡一样,这里也必须建立平衡。进料器中的张力过小或过大都会导致挤出不足。我们讨论的张力太少了;现在,让我们看看进料系统的张力是否过大。
当灯丝进入鲍登管时,会被挤压变平,导致运动受限。进料器会深入细丝,这通常称为研磨,因为该过程会侵蚀细丝。馈线很可能会开始发出滴答声并向后跳,这也是热端堵塞的迹象。
为了纠正这种情况,您需要从进料器中取出耗材并清洁整个进料系统,并在此过程中检查进料器的张力。因为这是硬件问题,打印机之间可能会有所不同,但为了让您了解如何解决该问题,请查看有关调整 Ultimaker 进纸器张力的视频。
由于校准导致挤出不足
挤出校准确定切片机命令您的打印机消耗什么,并在预定的行进距离内以毫米为单位进行测量。如果正确校准,您的打印机将真正消耗完全相同数量的灯丝。
如果测量结果不匹配并且消耗量小于切片机指示的值,则校准失败,将导致挤出不足。校正校准失准有两种方法,一种方法简单但暂时性好,另一种方法较复杂但永久性修复。
永久修复:校准挤出机步骤
要遵循的步骤取决于您使用的打印机,但基本上,测试遵循设定的模式。练习的目的是确定您的切片器指令是否正确执行。
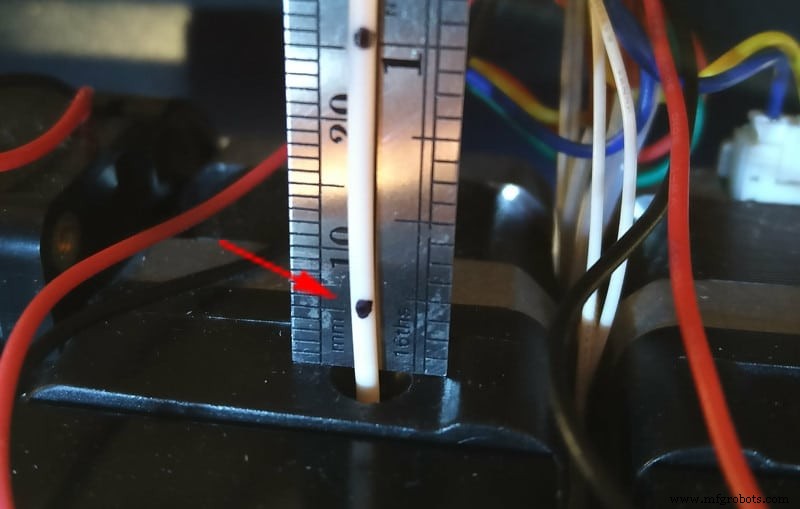
首先使用游标卡尺,数字或手动,只要您知道如何使用它并且您的测量结果准确,就没有区别。手边有一个永久性记号笔或记号笔,这样你就可以在灯丝上做不会擦掉的记号。现在,您将从挤出机开始精确测量 100 毫米或 10 厘米,然后再重复测量两次,因此在 100 毫米、200 毫米和 300 毫米处有三个标记。
将热端加热到灯丝高温范围以上约 5 度,以确保流量一致。现在指示您的打印机挤出 100 毫米(10 厘米)的材料,并查看您在第一次测量开始时在挤出机入口处制作的标记是否正好对齐。
如果您所做的标记最终在挤出机内,则您的校准已失效,并且您的打印机挤出的量超出了指示。这是过度挤压,挤压出来的额外材料会挤压珍贵的层并滴落到打印件外壳的侧面。您会注意到您在测试之前可能打印的任何打印效果都很差。为了更正校准,您首先需要确定不正确的值是什么,以便您可以在打印机控制台上进行必要的调整。
相反,如果线在外面并且不与入口对齐,则您正在处理欠挤压,这很可能是您的对象外壳未接触填充物的原因。
为了解决这个问题,您可以校准挤压步骤。你应该知道这个过程并不简单,所以我倾向于建议增加流速作为解决这个问题的代理。
简单修复:改变流速
除了挤出机步骤之外,还必须检查的一个参数是流速,因为它可以让您直接控制流向挤出机的长丝流量。请务必牢记您将使用的细丝的不同密度。
流速受使用中的细丝直径和相对于挤出机电机的挤出直径的影响。该测试几乎可以测量进入挤出机的长丝数量。
您将需要一个卡尺和千分尺来准确测量变量,以便可以使用这些值计算流速。在开始测试之前,您必须确保打印机上的喷嘴处于良好的功能状态,并且内部和外部没有残留物堆积。
此外,检查您正在使用的特定灯丝的挤出温度,并确保它符合制造商的建议。最后,请确保底座已调平并校准,以避免沿 Z 轴的尺寸偏差,并确保在继续之前阅读并理解测试说明。
如前所述,取一个Sharpie,每100mm在你的灯丝上做记号。告诉您的打印机挤出 100 毫米并将其与标记进行比较。如果打印机消耗小于100mm,可以确定是欠压。
要解决此问题,请将流速设置为 102% 并再次执行测试。如果仍处于挤出状态,则进一步增加百分比。另一方面,如果看不到下一个标记,则表示挤出超过10cm,意味着需要降低流量。您应该重复此过程,直到您的打印机在您订购时正好消耗 10 厘米的灯丝。
结论
到目前为止,我希望您能够解决将您带到这里的问题。运气好的话,您可以更改填充重叠并离开本文。另一方面,如果您一直了解流速,我希望您发现此信息很有用。如果是这样,那么您肯定非常精通故障排除和解决打印机问题的艺术。
查看我们的推荐产品部分

我们创建了一个推荐产品部分,可以让您消除猜测并减少研究打印机、灯丝或升级所花费的时间,因为我们知道这可能是一项非常艰巨的任务,而且通常会导致很多混乱.
我们只选择了少数我们认为对初学者、中级甚至专家都有好处的 3D 打印机,使决策更容易,并且列出的灯丝和升级都经过了我们的测试和精心挑选,因此您知道您选择的任何一个都会按预期工作。
3D打印