

3D 打印速度;如何更快地打印并节省时间!
3D 打印并不是一个特别快速的过程:一些小型模型可能需要很长时间才能打印出来(我刚刚打印了一个需要 37 小时的模型)。但是,有没有办法加快这个过程,尤其是在不降低打印质量的情况下?
在本文中,我将介绍您可以在 Slicer 中调整的不同设置,以显着减少打印完成所需的时间、如何保持打印质量(在某种程度上),以及一些不同的提示和技巧让这一切发生。
所以,事不宜迟,让我们开始吧!
速度与质量

在评估速度如何影响打印质量时,机器处理给定速度的能力将是一个重要的考虑因素。
制造机器的设计和材料可能会影响高速时的质量。这是因为挤出机的快速运动会产生明显的振动。
灯丝也有其局限性,因为它需要特定的温度才能熔化,如果机器移动太快,则会限制流速,因为机器无法以该速度熔化灯丝。
此外,如果打印机运行速度过快,灯丝可能没有时间形成牢固的粘合,从而导致层粘合力较弱。这里有一篇关于该主题的扩展文章。
增加喷嘴尺寸可以显着加快打印时间,但同样是以质量为代价的。
一般来说,打印速度越快,质量越低。
影响打印时间的切片器设置
切片器是负责将 STL 格式的模型转换为 g-code 格式的打印机命令的计算机软件。
几乎所有这些应用程序都允许您控制多个参数,例如填充和周长特征、图层宽度和高度、速度等,所有这些都会对打印速度产生很大影响。
让我们看看通过尽可能少地影响打印质量来减少打印时间的最佳方法:
壳数(墙线数)
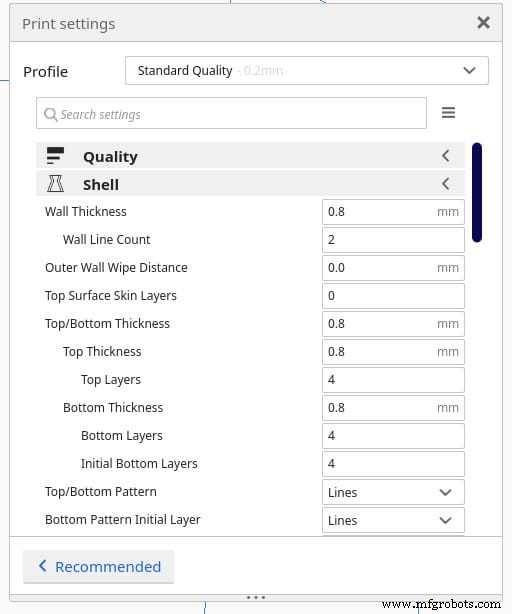
外壳(或周边)构成 3D 打印部件的外部,可分为两部分:墙壁、顶部和底部。
调整壁厚时,您会自动设置周长数。例如,将壁厚设置为 1.2 毫米意味着打印机将打印总共三个周长(在 Cura 中显示为墙线数),因为每个周长的厚度为 0.4 毫米。
减少周长意味着打印路径变得更短,挤出材料的数量减少,因此我们得到更快的打印时间。
简而言之,减少周长/外壳的数量可以加快打印速度。
填充密度
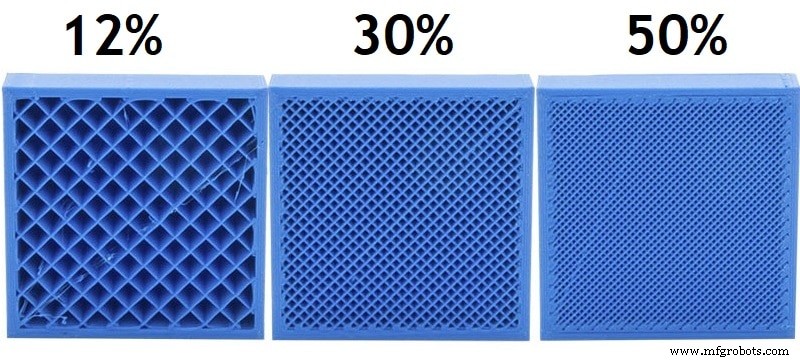
填充物构成了模型的内部体积,我们可以调整的其中一项设置是密度,它代表了构成模型内部的材料的多少,它可以去从 0%(表示完全中空)到 100%(表示完全实心)。
碎片越密,需要挤出的材料就越多,打印机完成打印所需的时间就越长。
因此,如果您想更快地打印,您应该降低填充密度,但请始终牢记这可能会影响打印强度。
所以,简而言之;将填充密度降低到 10% 左右,每次打印可以节省几分钟到几个小时的时间。
渐进式填充步骤
有一种方法可以避免降低整个打印过程中的填充密度,同时减轻强度损失。
使用渐变填充时,您将在整个模型中获得密度梯度,这将通过从底层的低密度百分比开始并在靠近顶层逐渐增加它来减少使用的材料量。
您可以调整两种不同的设置:Gradual Infill Steps(表示填充物减少一半的次数)和 Height(控制填充物密度减少的高度)。
此设置可以为您节省多少时间取决于模型本身,因此启用设置并调整两个参数,然后将模型切片并将估计的打印时间与没有渐进填充步骤的打印时间进行比较。
填充图案
填充图案是用于打印填充物的形状或设计,它也对打印时间有影响。切片器设置中提供了许多不同的填充模式(其中一些取决于您使用的软件),并且它们中的每一个都为模型提供了不同的特性(主要是模型的强度)。
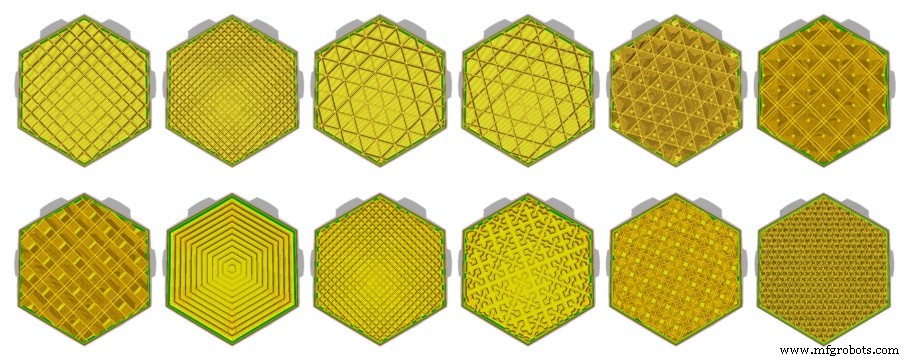
一般来说,“线条”填充图案是最快的,其次是“之字形”,因为它们更容易创建,但这也取决于模型的形状和其他因素。
一般来说,您应该选择最适合您正在创建的特定模型的模式,因为它可以使其更强大,但您可能需要尝试不同的模式,以找出其中哪一个会减少它的时间量完成模型。
打印速度和行进速度
打印速度控制打印时喷嘴在构建板上移动的速度。如果您将此速度设置得非常高,您可能会遇到振铃甚至挤压问题。您可以尝试设置一个基线速度,然后逐渐增加它,直到您看到表面上的一些缺陷。
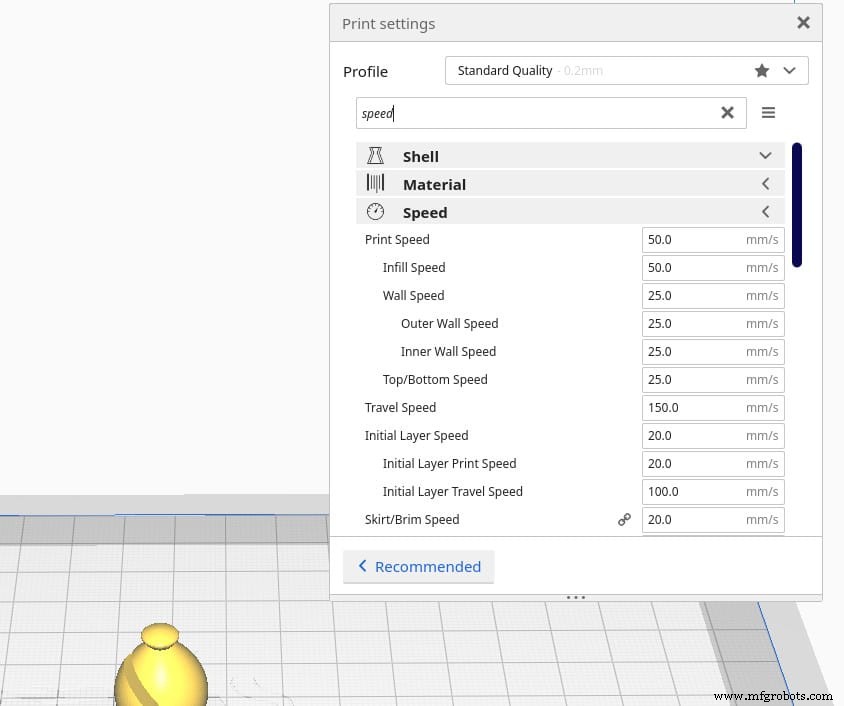
另一方面,行进速度是喷嘴在不挤出灯丝时移动的速度。将此速度设置得太高会导致明显的振动,并可能导致喷嘴在移动时与打印件的另一部分发生碰撞。
打印速度设置允许分别控制每个部分(填充、墙壁、顶部和底部)的速度。
您可以在不影响质量的情况下显着提高填充速度。外壳/墙壁需要进行更多测试,但对于大多数打印机,您可以达到 60 毫米/秒的速度而不会造成任何重大的质量损失(有些打印机可以以 200 毫米/秒的速度打印而不会造成任何质量损失)。
加速和混动
加速度和加加速度是机器固件中建立的值,它们没有写在 G 代码中,而是更详细地定义了运动是如何执行的。
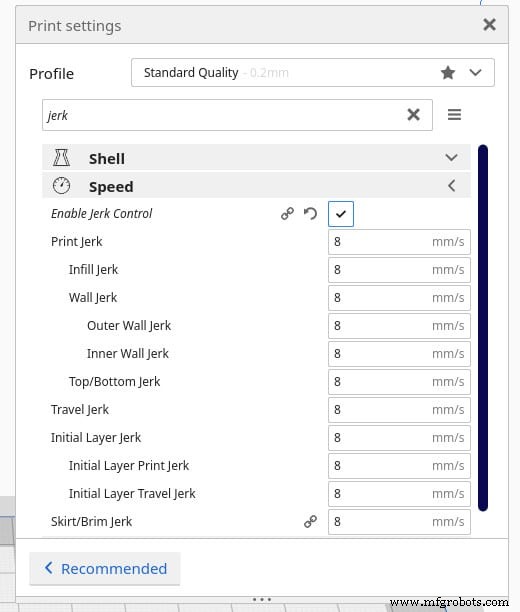
Jerk 设置表示打印头从静止位置移动时的最大瞬时速度变化:设置越高,它从稳定位置移动的速度越快,设置越低,它从稳定位置移动的速度越慢位置。
例如,当打印头静止时,它会告诉打印机立即从 0 mm/s 到设置的 jerk 值,而忽略加速度参数。它也可以双向工作,因为它还将控制打印头减速直到达到 0 mm/s 的速度。
如果加加速度值较高,则达到最大速度或停止所需的时间会更短,从而减少打印时间(以及打印质量,因为这些快速的速度变化会引入振动)。
Acceleration 设置表示允许打印头加速的速度;设置越高,打印头达到最大速度的速度越快,设置越低,打印头达到最大速度的速度越慢。如果打印头有足够的移动距离,增加加速度会减少打印时间。
使用下面的计算器,您可以输入您的加速度设置、轴的距离/长度和所需的最大速度,您将看到您的打印机在多长时间内达到所需的速度。
支持设置
支撑是 3D 打印中使用的常见功能,因为在打印时,每一层都需要由其下方的层支撑。有时挤出机需要将材料沉积在下面没有材料的地方,这就是支撑的作用。
现在,打印支持非常耗时,这就是为什么如果您的目标是加快打印过程,您应该尽一切可能打印尽可能少的支持材料。
这可以通过降低挤出温度、改善层冷却、降低流速和降低打印速度来完成,但我发现最好的方法是调整打印方向,从而减少需要支撑材料,然后增加切片器开始引入支撑的角度(在 Cura 中默认为 45 度)。
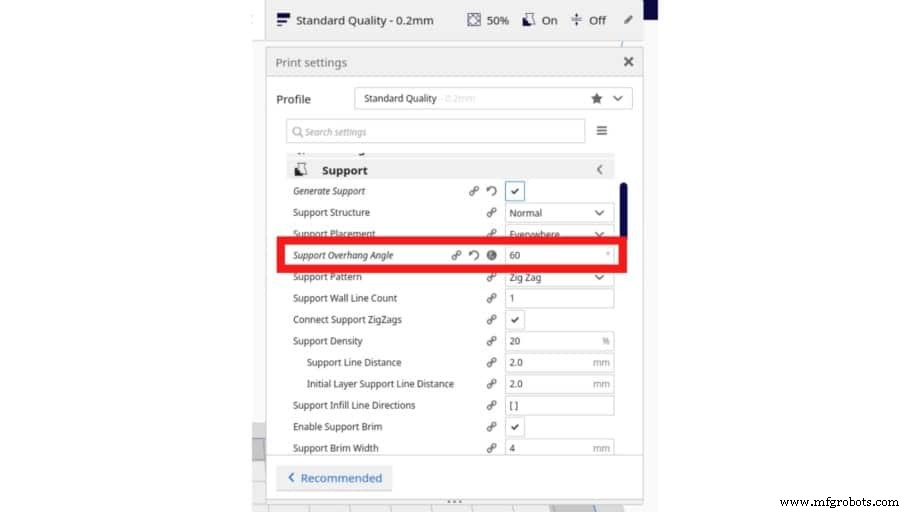
要了解您的打印机可以在不需要支撑的情况下舒适地打印的最大角度是多少,您可以打印此悬垂和桥接测试,看看它在什么时候开始失败。如果您的打印机可以舒适地以 60 度角打印,但在 65 度时开始出现故障,请启用 65 度支持。
另一种更快打印并减少整体材料使用的方法是降低支撑填充密度。
要了解有关支持和优化其使用的更多信息,请查看我们针对该特定主题撰写的这篇文章。
层高
层高是喷嘴与前一层挤出材料之间的距离。该参数与模型将具有的分辨率级别有关:层高越低,细节级别越高,反之亦然。

就打印速度而言,较厚的层意味着达到相同高度所需的层数较少,因此打印速度会更快。
另一方面,层高增加得越多,获得的分辨率就越低,除此之外,使用更厚的层也会对模型的强度产生负面影响,因为它们之间的表面接触面积要小得多。层。
一般来说,就质量、速度和强度而言,良好的层高为 0.2 毫米。
线宽(拉伸宽度)
线宽决定要打印的线的宽度。通常,它与喷嘴孔一样宽,但您可以通过调整此设置来增加或减少它。
随着挤出宽度的增加,喷嘴内部的压力也会增加,从而在材料离开喷嘴后将其挤压到侧面,因此,更多的材料会立即从喷嘴中流出,这意味着打印速度更快。
当然,您不能指望将线宽增加到 200% 并获得完全相同的打印质量(尽管在这个阶段非常相似)。一般来说,将线宽降低一点会以牺牲打印速度为代价来提高打印质量,而将线宽增加太多会降低打印质量但会提高速度。
提示 :在花瓶模式下打印(在 Cura 中螺旋化外轮廓)通常会在使用标准 0.4 毫米喷嘴时导致打印效果有些微弱,但将线宽增加到 200% 基本上会打印两倍厚的花瓶,从而导致打印效果更佳,无需再花时间完成。
床粘附设置(不要使用边缘或筏)
裙边、帽沿和筏板旨在帮助附着床(主要是边沿和筏板)。裙子是围绕模型的挤出塑料线,打印时不与打印件本身接触。它用于在开始打印之前给挤出机打底并获得平稳的流动。
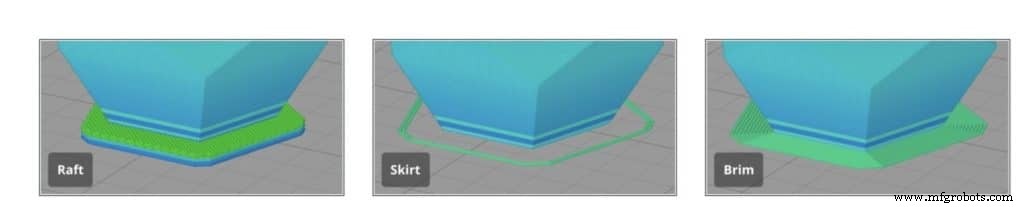
帽沿是围绕模型的一层材料,就像裙子一样,但实际上与模型的边缘接触。这一个有助于床粘附并防止翘曲。
Raft 是一个打印表面,用作打印 3D 模型的基础。它有助于保证第一层打印良好,并且不会从构建表面脱落。
可以想象,使用木筏会增加打印过程的大量时间,也会消耗更多的材料。我强烈建议使用裙子或什么都不用,因为打印机通常会通过在床边打印一条线来启动挤出机。
如果床层粘附有问题,则考虑使用边缘并将床层温度提高到略高于灯丝的玻璃化转变温度。
自适应层
自适应层有助于在不损失太多质量和分辨率的情况下大量减少打印时间,因为它使用可变层高;这意味着打印机在打印时会根据模型的形状增加一个递减的层高。
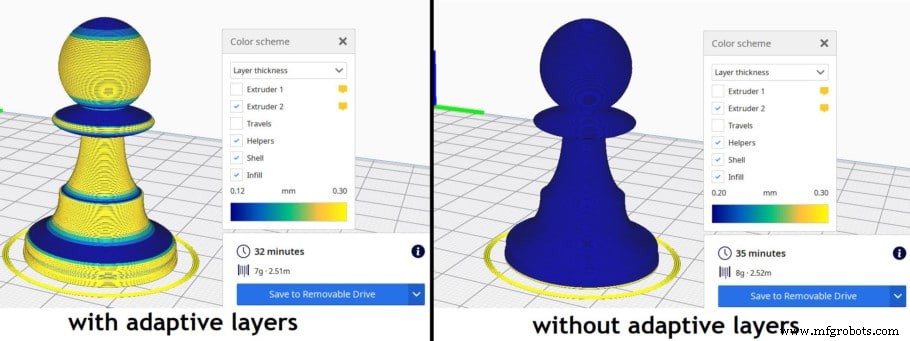
在 Cura 中,此功能在打印弯曲几何区域时会自动降低层高,而结构变化较少的区域将打印较厚的层。
根据模型本身,在某些情况下,自适应层可以为您节省多达 15% 甚至 20% 的时间。
提高打印速度的其他方法
除了切片机设置,我们还可以借助其他方法来提高打印件出打印机的速度。
使用更大的喷嘴(降低打印质量)
使用更大直径的喷嘴可以打印更宽的周边,从而减少所需的总数量。

出于同样的原因,更大直径的喷嘴还可以让您增加层高,如前所述,这会直接影响打印速度,尽管这会明显降低打印质量。
使用更大喷嘴打印的另一个好处是,由于层本身更宽,因此表面接触面积更大,这与打印强度直接相关:喷嘴越宽,线宽越宽,并且这种增加的表面接触面积会产生更强的打印效果。
大批量打印
如果您需要打印多件,大批量打印将是一个合适的选择。
这减少了打印机加热、冷却的时间,以及您需要调平床的次数(自动床调平也需要很多时间)。
大批量打印的唯一缺点是,如果出现单个错误/问题,例如打印件与构建板分离,那么整个批次都会丢失,您需要重新开始。
结论和示例设置
3D 打印并不是一个快速的过程。即使是只有几厘米高的打印件也可能需要几个小时才能完成。
如果您遵循本指南,那么您应该能够显着提高打印速度而不会严重降低质量。
以下列表显示了使用标准廉价 3D 打印机(例如 Ender 3)实现更快打印速度的示例设置:
- 层高 :0.28 毫米
- 墙线数 :2
- 填充 :5% – 10%
- 自适应层 :启用
- 速度 :60 毫米/秒
- 初始层速度 :20 毫米/秒
- 初始层高 :0.2 毫米
- 床粘 :裙子
- 线宽 :200%
- 初始风扇速度 :0%
- 风扇速度 (在初始层之后):100%
- 支持悬垂角度 :60º(如果可能,禁用支持)。
- 混蛋: 最大值为 20 毫米/秒。
- 加速度: 400m/s^2
3D打印