

A-TIG焊接和FB-TIG焊接的区别
钨极惰性气体 (TIG) 焊接是一种流行的基于电弧的焊接工艺,其中电弧在非消耗性钨电极和工件之间构成。在使用或不使用填充金属的情况下,有效且永久地连接金属部件是一种可靠且经济的工艺。除了能够产生良好的接头外,出色的焊道外观使该工艺在从结构到航空航天领域的各种应用中都非常受欢迎。尽管有许多优点,但它受到最大可实现穿透深度的限制。利用最佳参数集和所有有利条件,它可以在单次通过中获取最大高达 3.5 毫米的穿透。因此,连接较厚的组件需要边缘准备和多次通过,这很耗时,因此会影响整体生产率。
钨极惰性气体 (TIG) 焊接的变体
有限的熔深激发了对该主题的研究兴趣,结果是出现了几种 TIG 焊接变体,这些变体显示出可达到的熔深显着提高。活化钨极惰性气体 (A-TIG) 焊接和焊剂结合钨极惰性气体 (FB-TIG) 焊接是两种此类变体,它们利用合适的活化焊剂来改进传统 TIG 焊接的各种特性。这些工艺也被称为助焊剂 TIG 焊接,因为它们强制要求在要连接的组件上涂上一层活性助焊剂。
活化助熔剂及其在金属表面的应用
在这两种情况下,在焊接前都会在母材表面涂上一层薄薄的活性焊剂(厚度通常低于 50µm)。这种活化助熔剂包括大量金属的氧化物和卤化物,例如氧化钛(TiO2)、二氧化硅(SiO2)、氧化铬(Cr2O3)、碳酸镁(MgCO3)、氧化镁(MgO)、二氧化锰(MnO2)、氧化钙(CaO)、氧化铝(Al2O3)、二氧化锆(ZrO2)等。也可以使用不同比例的这些熔剂的均匀混合物。
这种助焊剂首先与丙酮混合形成糊状溶液,然后使用软刷手动或使用机械化系统自动涂抹在母材表面。混合比并不重要,因为丙酮是高度挥发性的,因此即使在金属上施加助焊剂层期间,该比例也不会保持恒定。然而,保持助焊剂涂层厚度的均匀性是获得无缺陷焊接的关键因素。涂敷助焊剂后,焊接方式与传统 TIG 焊接完全相同。所有工艺参数保持不变,只是在某些情况下闭路电压略有增加(通常这种变化可以忽略不计)。
活性钨极惰性气体 (A-TIG) 焊接
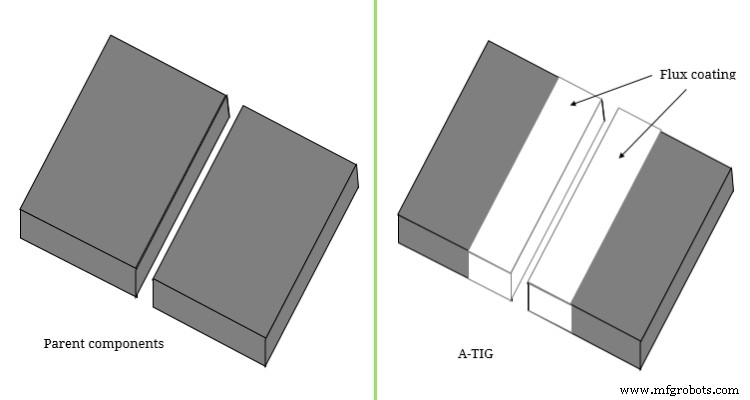
虽然 A-TIG 和 FB-TIG 遵循相同的上述原理,但它们在母金属上的活化助熔剂的应用位置不同。在活化钨极惰性气体 (A-TIG) 焊接中,焊剂施加在母材的接合面并围绕它。通常,在每侧的根部间隙上,从接合面到大约 4 毫米的宽度都可以使用flus。因此,在焊接过程中,助焊剂正好位于电弧下方。此处示意性地显示了用于 A-TIG 焊接的母材上的典型焊剂层。
焊剂结合钨极惰性气体 (FB-TIG) 焊接
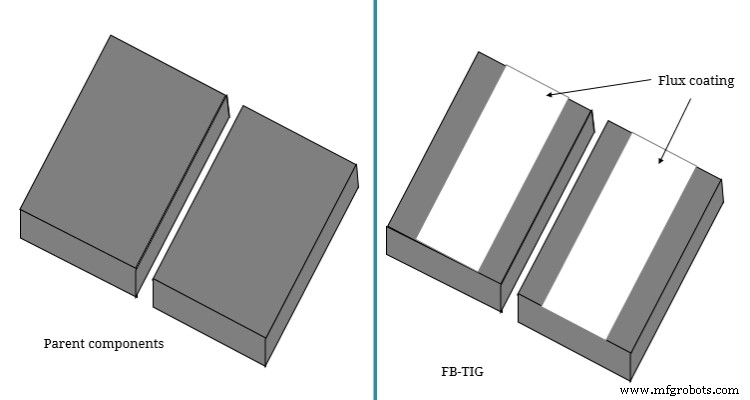
在焊剂结合钨极惰性气体保护焊(FB-TIG)焊接中,接合面及其周围不使用焊剂;相反,它应用在母材的顶面,在根部间隙后保持较小的空间。因此,在焊接过程中,助焊剂不会正好位于电弧下方。活化焊剂、其在金属表面的应用方法和焊接程序与 A-TIG 焊接完全相同。唯一的区别在于施加助焊剂的位置。然而,两者都在可实现的穿透深度方面表现出明显的改进。 FB-TIG母材上典型的助焊剂层示意图如下。
A-TIG 和 FB-TIG 相对于传统 TIG 的优势
各种研究表明,与传统的 TIG 焊接相比,使用这种焊剂可以获得许多优势。 A-TIG 和 FB-TIG 都提供了相似的结果,因此与传统方法相比,它们的优势也相同。它们的优点如下。
- 增强穿透深度: 使用活化磁通会导致电弧变窄,从而增加电弧的热密度。许多支持者声称,马兰戈尼效应的逆转会导致渗透率的增加。助焊剂 TIG 焊接的熔深范围通常为 6 – 9mm;然而,使用最佳参数,也可以在一次通过中实现 11 毫米的穿透深度。这表明与传统 TIG 焊接工艺相比,熔深增加了约 3 倍。
- 窄焊道: 收缩的电弧也导致窄焊道。这具有一定的间接优势,例如较低的变形、较少的热影响区 (HAZ) 等。HAZ 被认为是焊接接头的薄弱环节,因为其冶金性能受到电弧加热的严重影响,始终需要更窄的 HAZ。
本文提供了活性钨极惰性气体 (A-TIG) 焊接和焊剂结合钨极惰性气体 (FB-TIG) 焊接之间的科学比较。作者还建议您阅读以下参考资料以更好地理解该主题。
- 巴布等人。 (2016);开发焊剂约束钨极惰性气体焊接工艺以连接铝合金;美国机械与工业工程杂志;卷。 1 (3);第 58-63 页。
- 萨哈等人。 (2018);交流极性奥氏体不锈钢钨极惰性气体焊接活性焊剂的影响研究印度焊接杂志;卷。 51 (2)。
工业技术