

TIG焊接和A-TIG焊接的区别
焊接是一种古老的连接工艺,可以有效且经济地永久组装两个或多个结构构件。存在各种各样的焊接工艺,它们可以以多种方式连接各种材料的结构。气体钨极电弧焊 (GTAW),通常称为钨极惰性气体 (TIG) 焊接,是一种熔焊工艺,其中金属可以通过聚结或焊缝形成连接,这是由于母部件的接合表面的融合。电弧在电极和导电母金属之间构成,用于加热和熔化。
由于过去几十年的广泛发展,TIG 焊接已成为一种有前途且可靠的焊接技术,用于永久连接两个或多个金属部件。它可以在自生模式下执行;然而,填充材料也可以在需要时应用(同质和异质模式都是可能的)。焊缝华丽的外观、更高的电弧效率、更少的缺陷机会和最低的飞溅水平使该工艺成为包括建筑、汽车和航空航天领域在内的广泛工业应用的有利制造技术。
TIG 焊接 ,电弧卡在非自耗电极(由含有少量合金元素的钨制成)和导电工件之间。这种电弧热量熔化了母部件的接合面,最终产生了聚结。如果使用填充金属,由于电弧加热,也会在熔融状态下沉积在根部间隙上。如果板厚大于 4-5mm,也可以进行边缘准备。尽管有许多优点,但 TIG 焊接受到可实现熔深的限制,根据许多相关参数,熔深约为 3 – 3.5 毫米。使用 TIG 焊接在单道中实现超过 3.5 毫米的熔深实际上是很困难的,如果不是不可能的话。

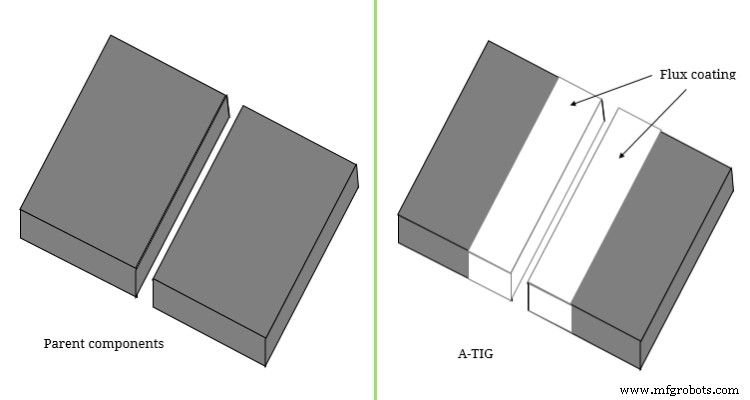
这种限制引发了明显的研究兴趣,因此出现了许多变体,与传统的 TIG 焊接工艺相比,它们具有独特的优势。活化和助焊剂 TIG 焊接是两个值得注意的变体。 活性钨极惰性气体 (A-TIG) 焊接 在焊接之前,在母部件的接合面和周围区域涂上一层薄薄的活性助焊剂。与具有相似工艺参数的传统 TIG 焊接相比,通过将熔深提高 3 倍甚至更多,这显示了一个有希望的结果。因此,通过 A-TIG 焊接实现 7-11mm 的熔深是可行的,最终显着提高了整个制造的生产率。钨极惰性气体 (TIG) 焊接和活化钨极惰性气体 (A-TIG) 焊接之间的各种差异以表格形式在下表中给出。值得一提的是,除了在 A-TIG 焊接中使用助焊剂外,这两种工艺都是在相同的设置和相同的方式下进行的。
表:TIG 焊接与 A-TIG 焊接的区别
| TIG 焊接 | A-TIG 焊接 |
|---|---|
| TIG 焊接中母材上不使用活性焊剂。 | 焊接前在接合面和周围区域涂上一层薄薄的活性助焊剂。 |
| 通常它提供大约 3 – 3.5mm 的穿透深度。 | 它可以提供更深的穿透力,范围为 7 – 11mm。 |
| 焊道宽度和HAZ的宽度更宽。 | 由于电弧收缩现象,焊道宽度和HAZ宽度变窄。 |
| 在电极和基板之间建立电弧没有问题。 | 由于母材上存在绝缘助焊剂层,产生电弧是有问题的。 |
| 此工艺可用于连接薄工件和厚工件。 | 此工艺不适用于薄材料(4mm 以下),因为会观察到过度穿透等缺陷。 |
| 单道次判断时,TIG焊接速度较快。 | 由于需要在焊接前涂抹助焊剂,因此 A-TIG 焊接非常耗时。 |
| 生产效率较低,尤其是当由于边缘准备和多次通过而需要连接较厚的板时。 | 它的生产效率很高,因为无需任何边缘准备,一次通过即可实现更深的穿透。 |
活化助焊剂的使用: 这是 TIG 焊接和 A-TIG 焊接之间的主要区别,因为活化焊剂仅用于后者。这种活化助熔剂包括大量金属的氧化物和卤化物,例如氧化钛(TiO2)、二氧化硅(SiO2)、氧化铬(Cr2O3)、碳酸镁(MgCO3)、氧化镁(MgO)、二氧化锰(MnO2)、氧化钙 (CaO)、氧化铝 (Al2O3)、二氧化锆 (ZrO2) 等。还使用不同比例的此类焊剂的均匀混合物。这种助焊剂首先与合适的溶剂混合以制备半固体糊状物,并将其施加在母体部件的接合表面和周围区域上。它必须在焊接之前使用,并且必须在建立电弧之前使其干燥。助焊剂可以手动或在机械化系统的帮助下使用;然而,该助焊剂层的厚度必须均匀,以实现无缺陷的接头。通常这个厚度会根据一些相关参数在 30 – 75µm 之间变化。
熔深、焊缝宽度和HAZ: 各种研究清楚地表明,在没有任何边缘准备但使用合适的助焊剂的情况下,单次通过即可实现 7 – 11mm 的深度;与在类似条件下可提供最大 3.5mm 熔深的普通 TIG 焊接相比。如此显着的渗透改善归因于使用助焊剂时马兰戈尼效应的逆转。使用活化通量也会导致电弧收缩,从而增加电弧的热密度。由于在特定区域需要较低的热输入率,因此收缩的电弧会导致焊道变窄,热影响区 (HAZ) 也会变窄。
在电极之间建立电弧: 每个弧焊过程都需要在电极和导电工作材料之间建立电弧。事实上,该电弧是熔化母材接合面的主要热源。在 TIG 焊接中,在尖头钨电极和导电母材之间形成电弧是没有问题的。然而,在 A-TIG 焊接中,由于工作金属表面存在绝缘层,电子的流动受到限制,因此建立电弧有点困难。通常在接头入口处使用额外的无助焊剂支撑板以促进此目的。它还需要稍大的闭路电压来维持整个过程中的电弧。
薄板和刻度板连接: A-TIG 焊接固有地提供更深的熔深,因此将其用于连接厚度低于 4 毫米的薄板或板材并不经济。即使在这种情况下使用,也会观察到过度穿透、尺寸不准确和高变形。然而,对于连接较厚的组件,A-TIG 是首选,因为它可以在一次通过中提供 7 - 11 毫米的穿透,而且无需任何边缘准备。反之,TIG 焊接可以有利地用于薄和厚部件的连接,并遵循必要的技术。
边缘准备、多次通过和生产力: 通过 TIG 焊接连接厚板(厚度>3.5mm)需要适当的边缘准备和多次通过以正确填充整个根部间隙。多道焊还会增加特定区域的热输入水平,因此 HAZ 宽度、变形等也会增加,这通常是不希望的。这需要大量昂贵的填充金属以及相当长的时间。事实上,TIG 焊不适用于需要大量填充金属的情况。在这种情况下,气体保护金属电弧焊 (GMAW) 是首选。然而,A-TIG 焊接也可以有利地用于此类目的,而无需边缘准备或多道焊接。
本文介绍了 TIG 焊接和 A-TIG 焊接之间的科学比较。作者还建议您阅读以下参考资料以更好地理解该主题。
- 巴布等人。 (2016);开发焊剂约束钨极惰性气体焊接工艺以连接铝合金;美国机械与工业工程杂志;卷。 1 (3);第 58-63 页。
- 萨哈等人。 (2018);交流极性奥氏体不锈钢钨极惰性气体焊接活性焊剂的影响研究印度焊接杂志;卷。 51 (2)。
工业技术