

如何正确使用小体积注塑?
小体积注塑成型是一种看待已建立的传统注塑成型的新方法。长期以来,它一直与零件数量从 500,000 到几百万个零件的大规模生产联系在一起。然而,新的计算机数控技术、接触式探针和其他创新使我们能够为小批量零件创建注塑模具。
注塑模具设计
首先,让我们看看传统的注塑成型是如何设计的,以了解我们在工艺中设法改变了什么,以将其从大规模生产转移到小批量制造领域。传统注塑成型和小体积注塑成型的工艺和使用的工具实际上非常相似。
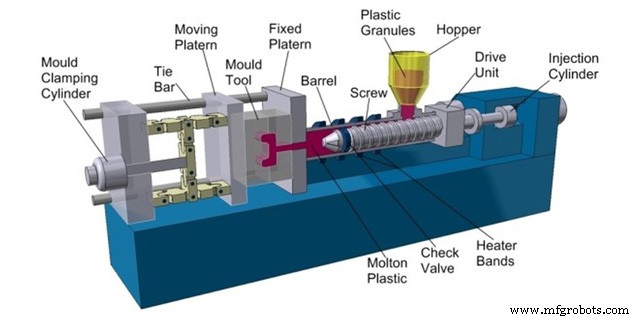
成型工具由三个主要元素组成:使熔融塑料形成所需形状的注塑模具;用于将半模固定在一起并防止它们移动和产生台阶缺陷的夹紧系统;塑料进料系统。因此,进料系统由被加热器包围的进料螺杆和内部装有塑料颗粒的料仓组成。
注塑成型工艺
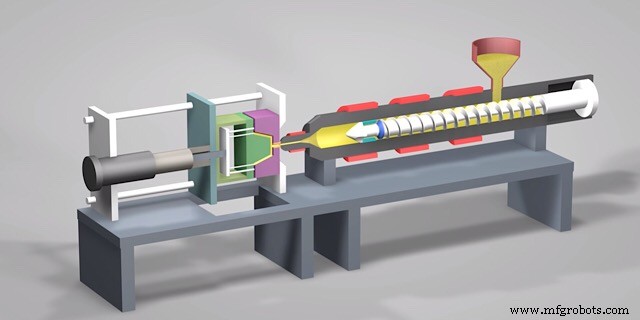
该过程通过以下方式完成。粒料从料仓落到螺杆上,同时熔化端送入模具型腔。腔内充满液态塑料,直到达到所需的压力。之后,当零件冷却到一定程度时,合模系统松开模具并顶出零件。一些不必要的元素被机械地移除,并且可以再次设置该过程。如果设置了工作流程,制造每个零件只需几分钟。
小批量注塑与传统工艺:差异
那么,现在您知道传统的注塑成型工艺是如何工作的,但与快速变化相比有什么区别呢?嗯,成型系统中最昂贵的部分是模具,其中包含产品型腔。它通常是持久的。使用特殊硬化钢,它们经过热处理和加工以获得出色的硬度、精度和零件的表面光洁度。不要忘记,腔体很难使用,因为较大的工具无法适应任何地方,而较小的工具很容易损坏。半模之间需要精确匹配,否则零件会沿着中间偏移。
热处理硬化钢模具的成本很高,制造它的时间也很长。注塑成型的结果在质量上是一个近乎完美的部分,但只有当模具的成本分摊到它可以生产的大量产品上时,它才能盈利。
因此,这就是快速 IM 的用武之地,因为它直接打击了传统 IM 的弱点。您知道,Rapid IM 旨在降低模具成本。它通常由较软的金属(例如铝合金)制成,并且有更多的接头。结果是模具变得相当便宜,但服务更少,因此非常适合小批量、低成本的注塑成型。

快速注塑成型的优势
即使是快速注塑模具也很难制造。当然,比硅胶铸模或 3D 打印更难。但是,RIM 具有其他快速原型制作工艺所不具备的许多优势。
准确的功能
注塑模具暴露在非常高的压力下。与其他小批量制造技术相比,这导致模具内的塑料在模具上堆积得更硬。这使得生产具有非常精细特征或薄壁的零件成为可能。由于压力大,塑料更好地填充型腔,不留气泡。
提高效率
注塑成型本身的执行速度明显快于其他塑料制造工艺。一旦模具完成,每个零件的成型时间不到一个小时。与其他工艺相比,这是考虑更高的质量。此外,尽管模具的硬度不足以承受数百万次的注射,但它仍然可以承受数万次。
提高强度
在塑料注塑成型过程中,您可以选择在注塑模具上使用填料(特殊的小颗粒来硬化塑料)。填充物有助于降低塑料在成型时的密度,也有助于在成型后增加零件的强度。在零件需要坚固耐用的部分,塑料注射具有其他成型工艺所不具备的许多优点。注塑机可以使用多种材料生产相同的零件,而无需对系统进行任何重大更改。
极大的灵活性
快速注塑成型以提高灵活性而著称。模具的型腔通常是一个单独的部件,因此如果需要更改型腔的设计,则更容易更改。当为实际测试制造产品的样品批次时,这使其成为后期制作原型的好选择。除此之外,铝模比热处理钢更容易调整。
低容量 IM 材料
LVIM 在材料方面复制了传统的成型工艺。与现代工业中使用的任何工业塑料相比,铝合金具有更高的熔点和热稳定性。最普遍的 IM 材料是聚丙烯 (PP)、丙烯腈丁二烯苯乙烯 (ABS)、聚酰胺 (尼龙)、高密度聚乙烯 (HDPE) 和聚碳酸酯 (PC)。除此之外,IM 工艺的灵活性允许一个模具用于多种塑料材料,而无需对设计进行任何更改。只需更改成型参数即可。
小批量注塑成型设计
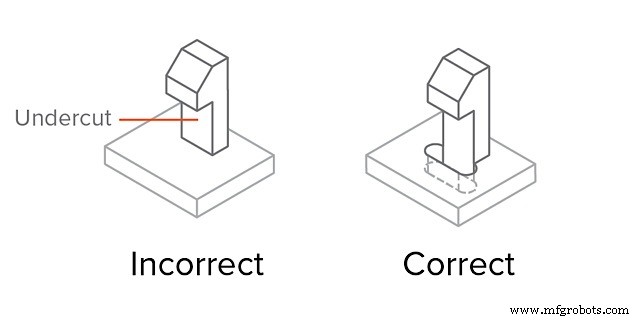
小批量塑料零件生产的设计类似于传统工艺的设计。重点是要保持壁厚均匀,防止出现空洞,同时防止零件厚度过大。另一个重要问题是要牢记零件弹出的要素。垂直墙壁应该是 85-87 度而不是 90 度,每个锐角应该有圆角。其他值得注意的问题是削弱和关闭。这些基本上是悬垂在垂直墙壁或垂直口袋上的元素。必须不惜一切代价防止这些因素。最好打孔以防止咬边,而不是保持这些元素完好无损。
成本分析
如前所述,注塑过程的主要初始成本在于模具成本,可变成本在于材料。第二点很难最小化,因为您无法在不牺牲零件质量的情况下真正降低材料成本,并且 IM 工艺的材料浪费是最小的。但是,可以改变初始成本以实现所需的注塑成本。
控制初始成本的方法包括可变质量和模具的坚固性。如果我们为型腔选择较软的铝合金,可加工性会提高,交货时间也会随之缩短,但是,它可以承受的注射次数会降低。此外,模具可以制成由型腔和块组成的组件,以安装到模具中。这样,您可以同时制造模具零件并缩短交货时间。但是,由于附加接头的精度较低,零件质量较差。基本上,您必须在三个相关参数之间进行选择:交货时间、模具坚固性和零件质量。
关于我们可以做什么
在维肯,您可以享受小批量注塑服务,帮助您在 2-5 周内完成特定材料零件的制造。此外,如果您利用高速加工、EDM 和广泛的材料选择,您将更快地以更低的成本获得复杂和复杂的零件。因此,快速注塑成型确实经济高效。

还有一种情况,客户在报价时会要求我们提供一些对生产更好的建设性建议,以便他们可以更改一些设计,使模具更容易走,零件更容易从模具中取出。比如零件厚度太厚,我们会建议客户把它做薄,或者当零件从模具中出来时,厚度太厚的零件会收缩,但有些客户会认为没关系,那么我们将需要这个收缩率的极限样品,以用于未来的量产质量检查。
工业技术