

钢的线材和棒材拉拔工艺
钢的线材和棒材拉制工艺
从钢棒拉丝是一种金属加工工艺,用于减小钢棒的横截面。类似地,棒是由直径较大的钢圆拉制而成。在拉制过程中,体积保持不变,因此拉制的线材或棒材的长度增加了。它是通过将线材/棒材拉过单个或一系列拉丝模具来进行的。在系列拉丝模的情况下,后续拉丝模的孔径应小于前一个拉丝模的孔径。拉拔通常在室温下以圆形截面进行,因此它被归类为冷加工工艺。但大线材可在较高温度下进行,以减少受力。
拉制工艺通常最常用于制作圆形横截面,但也可以画出正方形和其他形状。线材/棒材拉丝是一个重要的工业过程,提供商业产品。棒材和线材产品涵盖非常广泛的应用,包括用于动力传输的轴、机器和结构部件、螺栓和铆钉的毛坯、电线、电缆、用于围栏的线材、用于生产钉子、螺钉、铆钉、弹簧的棒材和许多其他人。从钢圆拉制棒材用于生产用于机械加工、锻造等工艺的棒材。
拉拔在上述应用中的优势包括(i)紧密的尺寸控制,(ii)良好的表面光洁度,(iii)提高强度和硬度等机械性能,以及(iv)经济批量或大批量生产的适应性。
在拉拔过程中,长棒或线材的横截面通过被称为拉拔模的模具拉动(因此称为拉拔)来减小或改变。拉杆通过模具的拉力是通过施加在模具出口侧的拉力来完成的。塑性流动是由金属与模具的反应产生的压缩力引起的。
因此,拉拔和挤压之间的区别在于,在挤压中,材料被推过模具,而在拉拔中,材料被拉过模具。虽然拉伸应力的存在在拉拔中很明显,但压缩也起着重要作用,因为钢材在通过模具开口时被向下挤压。出于这个原因,在拉伸过程中发生的变形有时被称为间接压缩。
拉拔中的主要加工变量是横截面积的减小、模具角度、沿模具工件界面的摩擦以及拉拔速度。模具角度影响拉拔力和拉拔产品的质量。
棒材拉丝和线材拉丝的基本区别在于加工原料的大小。棒材拉拔是用于从钢圆拉拔棒材的术语,而拉丝适用于从钢盘条中拉丝。拉丝时线径可小至 0.03 毫米。
对于非常细的线材,钢的拉拔速度通常可以高达每秒 10 米。在绘图中,每次通过的横截面积减少范围高达约 45%。通常,初始横截面越小,每次通过的减少量就越小。细线通常以每次 15 % 至 25 % 的减少量拉制,而较大尺寸的则以每次 20 % 至 45 % 的速度拉制。也可以对棒材进行减光处理(尺寸加工),以提高其表面光洁度和尺寸精度。
从子弹拉制棒材通常是作为单次拔模操作完成的,这意味着将子弹拉过一个模具开口。因为起始轮的直径较大,所以它是直圆柱片的形式,而不是盘绕的。这限制了可以拉出的杆的长度。相比之下,线材是从由数百米组成的线圈中的线材拉制而成,并通过一系列拉丝模具。模具的数量通常在 4 到 12 之间变化。
线材/棒材拉拔的工艺特征包括 (i) 将线材/圆拉拔通过模具以减小其直径,(ii) 拉拔随着其直径减小而增加线材/棒材的长度,(iii) 多个模具连续(串联)用于小直径线材,(iv)拉制线材/棒材的性能因冷加工而得到改善,(v)线材回火可以通过型锻、拉拔和退火处理来控制。
由于拉拔过程包括将棒材或线材拉过模具,因此会导致材料拉伸或伸长,同时减少横截面积。拉力受限于钢材的强度。如果线材/棒材被拉得太紧,则材料会断裂。将线材/棒材拉过模具所需的力取决于横截面积减小的程度。减少的幅度越大,所需的力就越大。由此可见,最大可实现的直径减小受到被拉钢的屈服强度的限制。
屈服强度取决于钢的成分,通常通过模具的面积减少在 15% 到 45% 的范围内。如果需要更大程度的减少,则可以通过将线拉过一系列模具来完成,每个模具都比以前的小。然而,钢棒/线材在被拉过模具时所经历的塑性变形往往会增加硬度并降低延展性。这里的延展性是指钢可以变形的难易程度。由于连续拉拔的过程使横截面更难减小,因此通常需要在连续拉拔之间进行退火处理以辅助钢的变形过程。另一方面,由于拉伸而提高的抗拉强度通常被视为一种非常理想的材料性能。
通过直径逐渐减小的模具进行连续拉拔操作,可以获得非常小的直径。在每组还原之前进行退火允许较大的还原百分比。在钢的拉拔过程中,退火过程也称为淬火。
拉丝通常是冷拉,尽管在某些情况下钢棒/线材被热拉以提高延展性。模具润滑在冷拔过程中至关重要,以实现良好的表面光洁度以及最大限度地延长模具的使用寿命。
拉丝涉及将金属拉伸到所需的形状,因此被认为是变形而不是去除过程。绘图的一个显着优点是材料浪费非常少。然而,这种优势必须与模具的高成本以及可能需要进行退火以抵消加工硬化相抵消。
拉拔过程如图1所示。图中“Do”为棒材的初始直径,“Df”为拉拔后的直径。 “F”是施加的力。 ‘Alpha’是模具角度,‘Lc’是接触线。
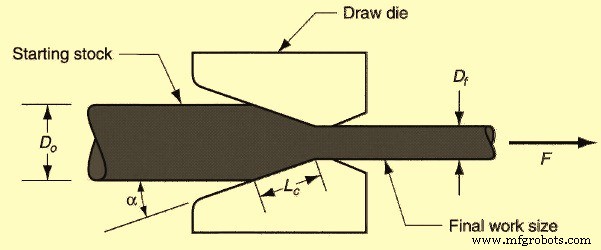
图1绘制过程
通过将棒材或线材拉过模具,可以减小横截面。面积减少百分比 (% r) 由以下等式给出:“% r =100 x (Ao – Af)/Ao” 其中“Ao”是初始面积,“Af”是线材/棒材的最终面积画完之后。
绘图过程
在实际绘图之前,要适当准备好要绘制的材料。这包括三个步骤,即 (i) 退火、(ii) 清洁和 (iii) 定位。退火的目的是增加原材料在拉拔过程中接受变形的延展性。在连续拉伸的步骤之间有时也需要退火。需要清洁线材/圆材以防止损坏工作表面和拉丝模。它涉及通过化学酸洗或喷丸去除表面污染物(例如,氧化皮和铁锈)。在某些情况下,工作表面的预润滑是在清洁之后完成的。指向涉及减小线材/圆的起始端的直径,以便它们可以通过拉模插入以开始该过程。这通常通过型锻、轧制或车削来完成。然后线材/圆的尖端被托架钳口或其他装置夹住以启动拉拔过程。
在不锈钢线材/棒材拉拔的情况下,首先检查线材/圆材的表面。这是通过拉伸和硬度测试以及直径测量来完成的。通过酸洗(铁素体和马氏体钢)或碱性溶液(奥氏体钢)进行表面处理。然后将准备好的皮肤涂上润滑剂。通过金刚石模具或碳化钨模具进行冷拔,直到达到所需的直径。然后清洗掉油/润滑剂,然后对线材进行热处理(在 1100 摄氏度左右退火或加上平整光度)。
绘图设备
大直径棒材的拉制是在拉制台上进行的,拉制台由入口工作台、模具架(包含拉制模具)、托架和出口架组成。托架用于通过拉伸模具拉动坯料。它由液压缸或电机驱动的链条提供动力。模架通常设计用于容纳多个模具,因此可以同时拉动几根棒材穿过各自的模具。
拉丝是在由多个拉丝模具组成的连续拉丝机上完成的,这些拉丝模具由模具之间的累积鼓分开。每个鼓,称为绞盘或块,由电机驱动,以提供适当的拉力,将线材拉过上游模具。当它进入系列中的下一个拉丝模时,它还在钢丝上保持适度的张力。每个模具都提供一定量的线材减少量,从而通过系列实现所需的总减少量。根据要加工的钢材和总压下量,有时需要在系列模具组之间对线材进行退火。
拉杆和连续拉丝的拉丝台如图2所示。
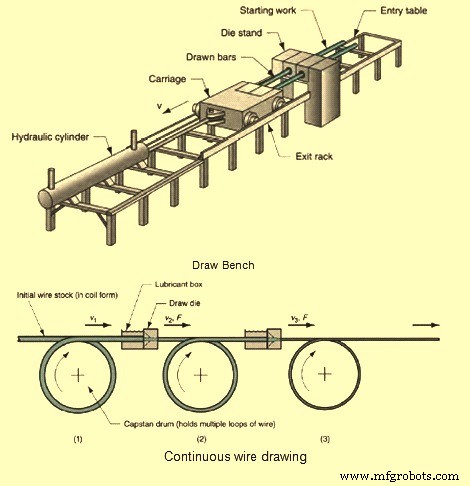
图2拉杆和连续拉丝的拉丝台
绘图模具
用于拉拔棒/线材的典型模具的术语如图 3 所示。典型的拉拔模具有四个不同的区域。这些区域是 (i) 入口,(ii) 接近角,(iii) 承载面(陆地),和 (iv) 背隙。入口区域通常是一个不接触工件的钟形嘴。钟形罩的形状会导致流体静压增加,并促进润滑剂流入模具并防止拉制的线材/圆和模具表面划伤。该方法是绘图过程发生的地方。它呈锥形,角度(半角)通常在 6 度到 20 度之间。合适的角度因线材/圆形材料而异。承载面或平台决定了最终拉制的线材/棒材的尺寸。它在线材/棒材上产生摩擦阻力,并消除因模具磨损而导致的表面损坏,而不会改变尺寸。最后,背面浮雕是出口区。它具有大约 30 度的后角(半角)。背面浮雕允许钢材料在线材离开模具时略微膨胀,并且如果拉丝停止或模具未对准,也可以最大限度地减少磨损。
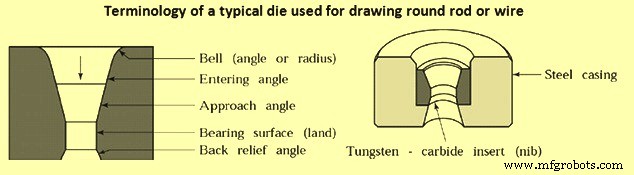
图 3 典型模具的术语
拉模由工具钢或硬质合金制成。对于热拉,使用铸钢模具,因为它们在高温下具有很高的耐磨性。用于高速拉丝操作的模具经常使用由金刚石(合成和天然)制成的刀片作为磨损表面。硬质合金由钛、钨、镍、钼和钽的碳化物组成。硬质合金由于其优越的强度、韧性和耐磨性而被广泛用于拉拔模具。金刚石模具用于拉制直径从 2 微米到 1.5 毫米不等的细线。它们要么由单晶金刚石制成,要么由金属基质中的金刚石颗粒制成的多晶形式(压片)。聚晶金刚石用于拉丝模具具有更长的模具寿命,高耐磨性,抗裂性或轴承。硬质合金和金刚石模具通常用作刀片或刀尖,它们支撑在钢制外壳中。
拉丝力学
线材/棒材拉拔过程中的变形受多种因素影响,其中钢的化学成分、接近角、润滑、拉拔速度和最显着的减量。
尽管在变形过程中体积没有损失这一事实是显而易见的,但事实上,它是一个非常有用的概念,它构成了分析许多绘图问题的基础。最常见的应用之一涉及确定不同机架的线速度和要使用的必要绞盘速度。简单地说,体积恒定表明进入模具的线材的体积率必须与退出的相同。由于在拉拔过程中横截面积减小,因此必须提高线材的速度以使相同体积速率的材料进出模具。体积速率定义为线材的横截面积乘以线材速度。
在多道次拉制中,从每个模具出来的线速度要增加,以使所有模具的金属流动体积速率相等。因此,具有等于退出线速度的角速度的绞盘用于在每次减少后将线拉过模具。如果不这样做,由于模具之间的线张力不相等,线会断裂。
在拉丝过程中,随着拉丝模的磨损,线径会增加。因此,基于体积的恒定性,线速度随着芯片尺寸的增加而降低。如果牵引绞盘的线速度与新模具的线材尺寸相匹配,随着线材直径的增加,绞盘速度变得比线材速度更快。这种增加的绞盘速度会在电线上施加高拉伸应力,经常使电线断裂。因此,多道拉丝装置中的绞盘被设计成当模具磨损和线速降低时,线材在绞盘上滑动。通过限制牵引绞盘周围的缠绕次数并用拉丝润滑剂润湿钢丝和绞盘表面来促进滑动。
虽然看起来拉丝中的力和功率可以用简单的张力来分析,但实际上,由于模具表面产生的压缩力和阻力,线材的变形条件要复杂得多。拉伸力表示为克服模具表面的摩擦和变形钢材的阻力而需要施加在模块上的总力。由于拉伸力是由无支撑材料传递的,因此应限制拉伸力以防止在模具外部发生任何塑性变形。因此,拉伸线材的屈服应力表示容许拉伸应力的上限。公认的拉拔实践通常将拉拔应力限制在拉拔线材屈服强度的 60%。拉应力是用拉力除以拉丝截面积得出的。
虽然通常看起来在给定的拉丝机上消耗的功或能量取决于所用材料和减少量,但实际上所需的实际量要高得多。这是由于变形过程中存在的低效率,这主要由接近角决定。这种低效率对减小横截面积没有任何有用的贡献,并且通常仅用于增加能量需求并对线材/棒材质量产生不利影响。拉丝机上消耗的总功可以分为三个部分,即(i)减少横截面所需的有用均匀功,(ii)克服摩擦阻力所需的功,以及(iii)改变所需的冗余(非均匀)功流向。
均质功由牵伸(缩小)决定,并且基本上与接近角无关。另一方面,摩擦和多余的工作与模具几何形状密切相关,并且随着接近角的变化而产生相反的效果。在正常拉伸条件下,摩擦功的典型损耗约为 20%,冗余功的损耗约为 12%。
除了增加拉丝所需的能量外,多余的功和摩擦功对线材性能有不利影响。一个后果是机械性能在导线横截面上不均匀。由于多余的和摩擦变形集中在金属丝表面附近,因此更高水平的应变硬化会导致表面和近表面层(类似于平整轧制),并且大于横截面减小导致的应变。此外,冗余变形对延性有不利影响。
延展性与应变成反比,因此,冗余变形也限制了退火前的道次和最大减少量。即使这不会导致拉丝出现问题,但由此产生的延展性损失会导致后续成型过程(例如弯曲和冷镦)的断裂。
线材/棒材表面的层通常不仅会发生横截面的变化,而且还会由于模具表面的阻力而发生剪切变形。即使对于高度抛光的模具表面和流体动力润滑,也总是存在一定量的摩擦功。摩擦功在低模角下占主导地位,在这种情况下,由于在给定的减少情况下接近区域中的接触长度增加,表面阻力增加。摩擦功可以通过使用更大的接近角来减少,在较小程度上,通过改善润滑或模具表面条件。尽管摩擦力也与模具负载有关,但通常很少努力通过限制减少来控制摩擦,因为这需要额外的支架。相反,通常的做法是优化接近角和润滑效果。
当线材进入拉丝模的接近区时,表面附近的材料层由于面积的减小和流动方向的改变而发生变形,即弯曲以符合从接近区进入模具承载区的方向变化。死。冗余变形,如摩擦变形,并不均匀分布在金属丝上,通常在表面处最大,硬度相应增加。更大的模具角度促进了冗余变形,因为远离中心线的材料比靠近中心线的材料经历了更剧烈的方向变化,因此经历了更高水平的变形。冗余变形影响拉丝中的残余应力水平。随着接近角的增加,表面和中心线之间的变形梯度也增加。这导致表面处的拉伸应力和芯部处的压缩应力逐渐增加。在拉拔过程中会出现相反的效果,并且由于线芯中产生的高水平拉伸应力会导致中心爆裂。
选择合适的模具角度对于任何拉丝操作的成功都是至关重要的。基于摩擦功随着模具角度的减小而增加而多余的功随着模具角度的增加而增加的事实,存在最佳接近角。最佳接近角最大限度地减少了摩擦和多余的工作,因此,拉力。除了最大限度地减少力要求外,最佳模具角度还可以提高表面质量和光洁度。
模具工作部分(接近区)的几何形状是拉丝的关键因素。这种几何形状可以由 delta 因子定义,它是跨越模具面中点的圆弧与线材/棒材和模具之间的接触长度的比率。低 delta 值(较小的半角或较大的面积减少)表明由于接近区域中较长的线材/棒材接触而导致较大的摩擦效应和表面加热。较高的 delta 值(较大的半角或较小的面积减少)表示由于在流过模具期间方向过度变化而导致的冗余变形和表面硬化水平增加。大的 delta 通常会导致更大的空隙形成和中心破裂的趋势。 Delta 值 1.50 在许多商业绘图操作中表现良好,而超过 3.0 的 Delta 因子一般应避免。
拉丝模只能提取少量热量,因此需要适当注意道间冷却,特别是在压下的后期阶段。虽然一些热量转移到了模具,但大部分热量留在了线材中,并且尝试使用模具冷却来降低线材温度已被证明在很大程度上是不成功的。各种关于模具冷却有效性的研究发现,模具通常可以去除线材中产生的热量的不到 5% 到 20%。这是因为给定区域的导线与芯片表面接触的时间只有千分之几秒。尽管预计模具只能从线材上带走极少的热量,但不能忽视模具温度,并且通常需要冷却模具外壳。由于热膨胀系数的巨大差异,当硬质合金刀片用于钢套管时尤其如此。
干拉(第一个模具除外)中每次通过温度升高的良好经验法则是低碳钢为 60 摄氏度至 80 摄氏度,高碳钢为 100 摄氏度至 160 摄氏度。对于湿法拉伸,这些值减半。通常使用的三种线材冷却模式是(i)直接冷却,将水或冷却剂喷射到离开模具或收线绞盘上的线材上,(ii)间接冷却,将水或冷却剂喷射到模具外壳上或在模壳或卷取块的内部循环,以及 (iii) 鼓风,其中强制空气撞击块或绞盘上的线。
道间冷却通常对离开拉丝模的线材采用直接水冷,并利用线材中的余热通过蒸发去除最后的水。直接冷却结合内部块冷却可以使线材温度低于120摄氏度,这是下一次还原的合理起始温度。重要的是防止块的内表面氧化和结垢,以保持热丝和冷却水之间的良好热传递。冷却拉制线材的有效方法 (i) 确保线材尽可能冷地进入模具,(ii) 避免重压下,(iii) 采用最佳润滑方式,(iv) 考虑使用回拉,(v) 增加时间间隔在减少之间,(vi) 增加块上的包裹数,以及 (vii) 增加块直径。
控制模具寿命的两个主要变量是压力和温度。拉丝中作用在模具上的压力远低于其他冷成型操作中的压力。因此,温度通常是控制模具寿命的关键因素。尽管沿接近区域均匀地发生磨损似乎是合乎逻辑的,但实际上并非如此。最大磨损(以体积损失衡量)通常发生在线材/棒材最初接触模具的点。在那里,形成了一个深环形火山口,通常被称为“磨损环”。振铃是由于线材/棒材在模具上的撞击平面由于线材的尺寸不规则和振动而围绕平均位置振荡。结果,模具孔的狭窄区域受到循环载荷,最终因疲劳而导致皮下失效。
一旦磨损环形成,变形会在拉丝模接触点之前发生。这被称为“凸出”,是由于在模具中的耐磨环位置进行接触时金属丝近表面区域的后备或镦粗造成的。在模具喉部的初始接触点处发生的凸出会限制润滑剂进入模具并加速模具磨损。沿着接近区的接触长度发生的磨损量较少,尽管这里的磨损也不均匀,并且通常会导致椭圆形而不是圆形的磨损表面。
线材在拉丝模的工作区域上滑动会导致模具磨损,因此磨损取决于线材的表面积,因此也取决于通过拉丝模的线材的长度。通常,模具寿命是根据拉丝重量或拉丝时间来衡量的。然而,这些测量值将被转换为拉丝的长度,以获得模具磨损的基本指示。因此,模具寿命的实际衡量标准是模具直径每增加单位拉丝的平均长度。作为一般规则,具有高屈服强度的钢更耐磨损。然而,最近的研究表明,模具硬度并不能控制模具磨损,即提高模具材料的硬度并不能显着提高模具寿命。
图纸缺陷
拉制线材/棒材中的缺陷可能是由于原材料(接缝、条子和管材)的缺陷造成的,也可能是由变形过程引入的。
拉制线材/棒材的典型缺陷是中心裂纹。缺陷中心爆裂或开裂(杯突)发生在低模具角和低缩减量的情况下。由于较大的模具角度、较低的单程减量和摩擦等原因,拉拔产品会出现中心裂纹。拉拔中的另一种主要缺陷是接缝,即材料中的纵向划痕或褶皱。在后续的成型操作(例如镦粗、镦粗、螺纹滚压或棒材或线材的弯曲)过程中,接缝可能会打开,并且会导致严重的质量控制问题。其他各种表面缺陷(如划痕和模具痕迹)也可能是由于工艺参数选择不当、润滑不良或模具状况不佳造成的。
由于被拉材料在拉拔过程中发生不均匀变形,冷拉产品通常具有残余应力。对于轻微的减少,例如只有几个百分比,纵向表面残余应力是压缩的(当主体处于拉伸状态时),因此疲劳寿命得到了提高。相反,较重的减少会引起拉伸表面应力(当主体处于压缩状态时)。随着时间的推移,残余应力可能会导致零件的应力腐蚀开裂。此外,如果随后通过切割、机加工或研磨等方式去除一层材料,它们会导致组件翘曲。
不够直的棒材(或以线圈形式供应)可以通过放置在不同轴上的一系列辊子来拉直。
制造工艺