

ECS G83/r 深钻,带断屑循环暂停
ECS G83/r 带断屑暂停的深钻
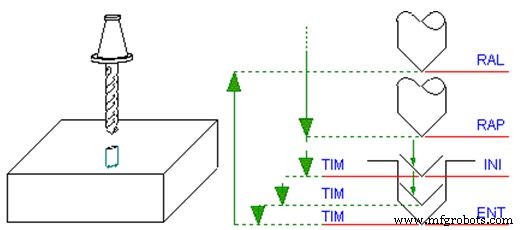
本循环与深钻G83的区别 是:
- 在每个钻孔步骤结束时执行 TIM 的暂停 秒破芯片。
- 在驻留结束时,钻头不会快速移动到 RAP 报价但立即开始下一个钻井步骤。
在 MDI 和编辑模式下,通过以下按键顺序激活循环数据输入:
编程
G83 <ENT=..> <RAP=..> <RAL=..> <INI=..> <IND=..> <TIM=..>
参数
| 参数 | 描述 |
|---|---|
| 耳鼻喉科 | 在工作进给时达到深度报价 |
| 说唱 | 周期开始时报价快速到达 |
| 拉尔 | 周期结束时报价快速到达 |
| INI | 初始钻井报价[mm] |
| IND | 钻孔增量[mm] |
| 时间管理 | 停留时间[秒] |
数控机床