

Fanuc G73 高速深孔钻孔循环 – 断屑钻孔循环
Fanuc G73 高速啄钻循环
Fanuc G73 高速啄钻循环执行高速啄钻。它一边从孔中清除切屑,一边进行到孔底的间歇切削进给。 
Fanuc G73高速啄钻循环也称为Fanuc G73断屑钻循环。 Fanuc G73高速深孔钻循环用于Fanuc数控铣床控制。
编程
G73 X Y Z R Q F K
G73是模态G代码,取消前一直有效。
参数
| 参数 | 描述 |
|---|---|
| XY | 孔位数据 |
| Z | Z-depth(从R平面进给到Z-depth) |
| R | 初始层级到R点层级的距离(R平面的位置) |
| 问 | 每次切削进给的切削深度(每次啄钻的深度) |
| F | 切削进给速度 |
| K | 重复次数(如果需要) |
循环操作
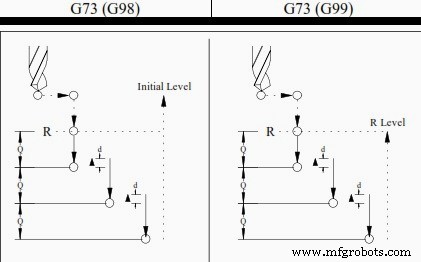
刀具在进给 Q 时浸入工件,向后(退回)1mm 以断屑,再次浸入,直到达到最终深度,然后以快速进给退回。 撤回 退刀量可在参数5114中设定
G98 G99
G98 有效时,Z 轴完成一次操作后返回起始位置(初始平面)。 G99 有效时,当固定循环完成一个孔时,Z 轴返回到R 点(平面)。然后机器将进入下一个孔。一般第一次钻孔用G99,最后一次钻孔用G98
取消G73
要取消 Fanuc G73 固定循环,请使用 G80 或 01 组 G 代码。 01组G代码 G00:定位(快进) G01:直线插补 G02:圆弧插补或螺旋线插补(CW) G03:圆弧插补或螺旋线插补(CCW)
示例程序
以下 Fanuc G73 断屑钻孔循环示例代码显示了如何使用 G73 钻孔循环以及如何将 G98 和 G99 G 代码与 G73 循环一起使用。
M3 S2000 G90 G99 G73 X300. Y–250. Z–150. R–100. Q15. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
数控机床
- 高速发那科拾取机器人
- CNC Fanuc G73 Pattern Repeating Cycle CNC 程序示例
- 使用 Fanuc G74 啄钻循环的简单 CNC 车床钻孔
- CNC Fanuc G73 图案重复循环
- 使用 G74 钻孔循环 CNC 编程教程进行端面切槽
- G81 钻孔循环 G83 啄钻 G98 G99 示例程序
- Fanuc G84 刚性啄式攻丝循环
- G83 啄钻循环示例
- Haas CNC 的 G83 啄钻循环(深孔)
- Fanuc 的 G83 啄钻循环(深孔)
- Fanuc G73 Pattern Repeating Cycle CNC 程序示例代码
- Fanuc G73 模式重复固定循环基本 CNC 示例程序