

CNC 铣床程序使用 G81 G83 G84 G85
提交人:布莱恩
绘图/图像
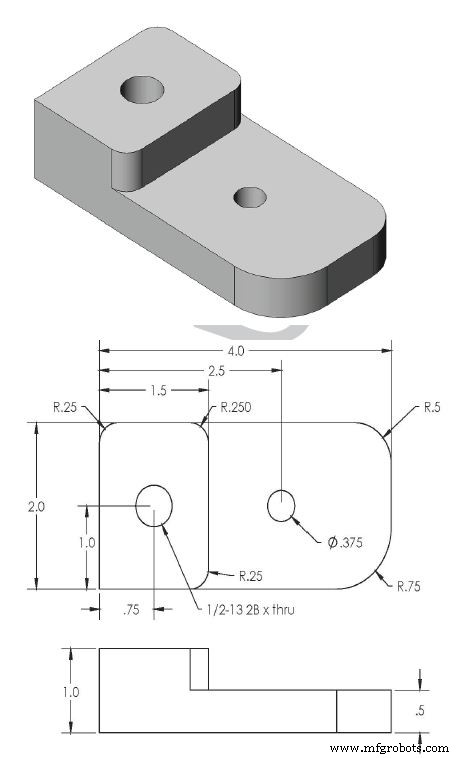
数控程序
% O0001(PROGRAM#) (PROGRAM NAME - PART1) (SAMPLE PART) N1( 1” FLAT ENDMILL TOOL ) T1 M6 M1 N100 G0 G90 G54 X-1. Y0. S3056 M3 G43 H1 Z.1 M8 T2 (PROFILE) G1 Z-1. F24.4 G41 D51 X-.5 Y1.75 G2 X.25 Y2.5 I.75 G1 X3.5 G2 X4.5 Y1.5 J-1. G1 Y.75 G2 X3.25 Y-.5 I-1.25 G1 X0. G2 X-.5 Y0. J.5 G1 G40 X-1. G0 Z.1 (FINISH WALL STEP3) X1.25 Y4.5 G1 Z-.5 G41 D51 Y4. G2 X3.5 Y1.75 J-2.25 G1 Y.25 G2 X1.25 Y-2. I-2.25 G1 G40 Y-2.5 G0 Z.1 (FINISH WALL STEP 2) Y3.75 G1 Z-.5 G41 D51 Y3.25 G2 X2.75 Y1.75 J-1.5 G1 Y.25 G2 X1.25 Y-1.25 I-1.5 G1 G40 Y-1.75 G0 Z.1 (FINISH WALL) Y3. G1 Z-.5 G41 D51 Y2.5 G2 X2. Y1.75 J-.75 G1 Y.25 G2 X1.25 Y-.5 I-.75 G1 G40 Y-1. G0 Z.1 M9 G91 G28 Z0 M19 M1 N2(5/8 SPOT DRILL TOOL ) (1/2-13) T2 M6 M1 N200 G0 G90 G54 X.75 Y1. S2500 M3 G43 H2 Z.1 M8 T3 G98 G81 Z-.25 R.1 F10. (.375 DIAMETER) X2.5 Z-.6875 R-.4 G80 Z.1 M9 G91 G28 Z0 M19 M1 N3( 27/64 DRILL TOOL) (1/2-13 DRILL) T3 M6 M1 N300 G0 G90 G54 X.75 Y1. S2264 M3 G43 H3 Z.1 M8 T4 G98 G83 Z-1.2267 R.1 Q.2109 F9. G80 Z.1M9 G91 G28 Z0 M19 M1 N4(1/2-13 CUT TAPRH TOOL ) T4 M6 M1 N400 G0 G90 G54 X.75 Y1. S130 M3 G43 H4 Z.1 M8 T5 G84 Z-1.35 R.1 F10. G80 Z.1 M9 G91 G28 Z0 M19 M1 N5( #U DRILL TOOL, .368) (.375 DRILL) T5 M6 M1 N500 G0 G90 G54 X2.5 Y1. S2595 M3 G43 H5 Z.1 M8 T6 G98 G83 Z-1.2106 R-.4 Q.184 F10.4 G80 Z.1 M9 G91 G28 Z0 M19 M1 N6(.375 REAMER TOOL, .375) (.375 REAM) T6 M6 M1 N600 G0 G90 G54 X2.5 Y1. S1000 M3 G43 H6 Z.1 M8 T1 G98 G85 Z-1.2 R-.4 F10. G80 Z.1 M9 G91 G28 Z0 M19 G28 Y0 M30 %
数控机床