

Haas G72 I 型粗加工和 G70 精加工面循环程序示例 – Fanuc 兼容
Haas 车床编程示例,以说明 Haas G72 I 型粗加工循环/G70 精加工循环的使用和编程。
以上代码也适用于带有 Fanuc 数控控制的数控车床,只需很少或无需更改。
在这个Haas车床编程实例中使用的所有G代码/M代码都在下面给出了说明。
Haas G72 I 型粗加工 G70 精加工面循环程序示例
Haas G72 I 型粗加工和 G70 精加工面程序示例
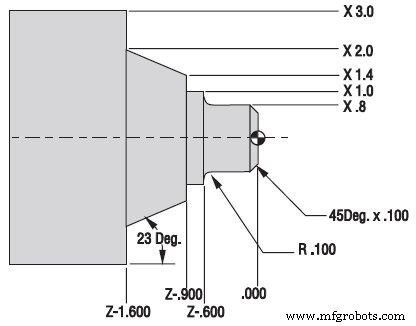
O00096 N1 (G72 ROUGHING FACE) N2 G53 G00 X0. Z0. T0 (Sending home for a tool change) N3 T101 (O.D. TOOL x .031 TNR) (Select Tool 1 Offset 1) N4 G50 S3000 N5 G97 S450 M03 N6 G54 G00 X3.1 Z0.1 M08 (Rapid to start point above part stock) N7 G96 S370 N8 G72 P9 Q18 U0.01 W0.01 D0.06 F0.012 (G72 Rough Facing Cycle with TNC) N9 G41 G00 Z-1.6 (Starting sequence number defined by P8 in G72 and G70) N10 G01 X2. F0.008 N11 X1.4 Z-0.9 N12 X1. N13 Z-0.6 N14 G03 X0.8 Z-0.5 R0.1 N15 G01 Z-0.1 N16 X0.6 Z0. N17 X-0.062 N18 G40 G00 Z0.1 (End of part path geometry defined with P17 in G72 and G70) N19 G97 S450 M09 N20 G53 G00 X0. Z0. T0 (Sending home for a tool change) N21 M01 (Optional Stop) N22 (G70 FINISHING FACE) N23 G53 G00 X0. Z0. T0 (Sending home for a tool change) N24 T202 (O.D. TOOL x .015 TNR) (Select Tool 2 Offset 2) N25 G50 S3000 N26 G97 S450 M03 N27 G54 G00 X3.1 Z0.1 M08 (Rapid to start point) N28 G96 S420 N29 G70 P9 Q18 (Finish Facing with G70 Finish Cycle) N30 G97 S450 M09 N31 G53 G00 X0. Z0. T0 (Sending home for a tool change) N32 M30 ( End of Program and Reset)
G 代码
G00 快速进给运动。
G01 直线插补运动。
G03 圆弧插补 – 逆时针。
G41 程序路径左侧刀尖补偿。
G40 刀尖补偿取消。
/>G50 主轴最大转速限制。
G53 机床零位坐标偏移。
G54 工件偏置定位坐标#1(设置 56)
G72 端面切削循环。
G70精加工循环。
G96 恒表面速度开启。
G97 恒表面速度取消。
M-代码
M01 可选程序停止。
M03 启动主轴前进。
M30 程序结束并复位到程序开头。
数控机床
- Fanuc G75 切槽循环 CNC 程序示例
- CNC Fanuc G73 Pattern Repeating Cycle CNC 程序示例
- 使用 Fanuc G71 粗车削循环和 G70 的 CNC 编程示例
- CNC Fanuc G72 固定循环端面
- Fanuc CNC 程序示例
- Fanuc G70 G71 粗车和精车循环程序示例
- G90 车削循环 Fanuc – CNC 程序示例代码
- Haas G71 示例程序
- CNC G81 钻孔循环程序示例
- Fanuc G94 端面循环 CNC 示例程序
- Fanuc G72 端面固定循环示例程序
- Fanuc 10T 11T 15T 的 G72 面循环单行格式