工业4.0先进制造技术信息网站!

熔丝制造 (FFF) 已成为 3D 打印的代名词。它最初是在 1980 年代后期开发的,它为公司和消费者等提供了一种简单而有效的方法来用原材料建造物品。与其他形式的 3D 打印一样,FFF 涉及将原材料沉积在床上。然而,FFF 不只是使用任何材料。它是通过使用基于长丝的材料来定义的。 什么是 FFF? FFF 也称为细丝自由成型制造,是一种 3D 打印方法,涉及使用基于细丝的材料从计算机生成的设计文件构建对象。大多数 FFF 工艺使用一卷塑料长丝作为材料。当线轴释放灯丝时,它在被喷到床上之前被打印机的头加热。 FFF 是如何运作的? FFF 是一种 3D 打印方法,其工作方式与大多数其他

镗孔是制造业中常用的工艺。不要与钻孔混淆,它涉及使用切削工具或钻头来扩大工件中的现有孔。虽然一些镗孔过程需要相应切削刀具或钻头的多次通过,但其他人只需要一次通过。 被称为单程镗孔,通常使用铣床进行。铣床支持多种切削刀具,包括用于单程镗孔的金刚石刀具。工件固定在铣床上,然后暴露在旋转切割的金刚石刀具上。使用孔精加工机执行其他单程镗孔工艺。单程镗孔既有优点也有缺点,下面将介绍其中的一些。 单程镗孔的优点 因为它使用金刚石刀头刀具,所以单低音镗孔不需要频繁更换刀具。在这种镗削过程中使用的金刚石刀具可以使用多年。相比之下,用于多道次和其他镗削工艺的切削刀具通常需要频繁更换。它们可能会变钝,甚至可

3D 打印是一种制造过程,它利用称为 3D 打印机的机器逐层构建对象。对象模型首先使用计算机辅助设计 (CAD) 软件进行设计,然后将其上传或传输到 3D 打印机。然后 3D 打印机将从头开始构建对象,从基础层开始。然而,一些 3D 打印机可能会在构建这些层时不对齐,从而导致一种称为层偏移的现象。 层移概述 层移位是 3D 打印中的一种现象,其中两个或多个单独的层彼此未对齐。大多数 3D 打印机逐层构建对象。他们将材料沉积在打印床上以创建基础层,然后他们将在上层上构建,直到对象完成。随着层移动,这些层无法匹配。例如,一层可能位于另一层的左侧。像这样的层移动会创建一个外观难看的对象,该对象
由平板金属板组成——通常是热轧或冷轧——金属板广泛用于制造业。制造公司对其进行切割和改造以制造各种产品。然而,钣金分为三种主要类型,包括钢、铝和黄铜。虽然它们都为产品的生产提供了强大的基础材料,但它们在物理特性方面有几个显着的细微差别。那么,钢、铝和黄铜钣金有什么区别呢? 钢板的特性 钢板既坚固又防腐蚀。大多数钢板由不锈钢组成,因此它含有铬以防止腐蚀。同时,钢板具有延展性,这意味着它可以相对容易地变形和操纵。 毫不奇怪,钢是最常见的钣金类型。全球生产的大部分钣金由钢组成。事实上,钢因其无与伦比的受欢迎程度已成为钣金的代名词。 可提供以下等级的钢板: 304 不锈钢 316 不
到目前为止,您可能已经听说过 3D 打印。它已成为一种越来越流行的制造工艺,用于商业和消费应用。 3D 打印旨在通过将材料层沉积到打印床上来构建物体。但是,您可能不了解此制造过程及其工作原理。 #1) 在 1970 年代提出 虽然 3D 打印在 1990 年代起飞,但它最初是在几十年前在新科学家技术杂志上提出的。在本文中,David Edward Hugh Jones 描述了印刷机如何根据计算机生成的模型文件构建对象。 #2) 多种材料 一些 3D 打印机能够使用多种材料构建物体。它们被称为多材料 3D 打印机,克服了单一材料对应物的局限性。如果制造公司需要使用两种或多种材料制造物
制造公司通常依靠使用压缩力来操纵工件的尺寸和形状。制造业中使用了许多不同的锻造工艺,但其中一种是模锻。型锻是一种冷加工锻造工艺,已有数百年历史。虽然此后出现了更快、更高效的锻造工艺,但它仍广泛用于制造业。要了解有关型锻及其在制造业中的使用方式的更多信息,请继续阅读。 型锻概述 模锻源自古法语单词“swage”,是一种锻造工艺,涉及使用压缩力通过模具使工件变形和操纵形状。在这个锻造过程中,工人迫使工件通过模具。当工件被推过模具时,它会呈现出模具的形状。多余的材料从工件上去除,之后它的尺寸与它被强制通过的模具相似。 两种类型的型锻工艺 所有型锻工艺都涉及使用压缩力通过模具改变工件的尺寸
层压物体制造 (LOM) 经常用于制造行业的快速原型制作。制造公司使用它从对象模型快速构建产品原型。对象模型是在计算机程序中设计的,然后将其转换为有形的产品原型。然而,LOM 与其他快速原型制作过程的不同之处在于,它涉及使用层压板。 LOM 究竟是什么,它是如何工作的? 什么是 LOM? 由 Helisys Inc. 首创的 LOM 是一种增材制造工艺,与其他增材制造工艺一样,它涉及通过沉积材料来构建物体。它被称为“层压物体制造”,因为它使用多层层压材料。一些 LOM 工艺使用纸层压板,而另一些则使用塑料甚至金属层压板。无论如何,所有 LOM 流程都围绕着层压板的使用。 在 LOM 期
螺钉具有外部螺旋脊,是世界上最常用的紧固件之一。外部脊或螺纹允许螺钉从插入它们的物体或表面去除材料。例如,当您将螺钉拧入墙壁时,一些多余的材料会沿着山脊向上离开孔。然而,有许多不同类型的螺钉,其中一种是沉头螺钉。那么,什么是沉头螺钉? 沉头螺钉概述 沉头螺钉也称为平热螺钉,是一种螺钉,旨在与插入的物体或表面齐平。它们被称为“沉头螺钉”,因为它们“沉入”物体和表面。它们具有沿轴逐渐变细的平头。因此,当您将沉头螺钉拧入物体或表面时,头部会下沉,使其与相应的材料齐平。 当然,大多数螺钉具有圆形或半圆形头部。沉头螺钉的不同之处在于它们具有平头。它们仍然具有外部螺旋脊。沉头螺钉的简单特征是其平头,可
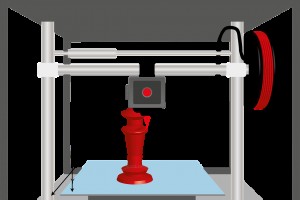
3D 打印已成为制造相关流程日益流行的解决方案,其中一些包括原型制作、生产和概念验证模型的创建。使用 3D 打印机,制造公司可以从数字创建的模型中构建对象。使用计算机辅助设计 (CAD) 软件创建对象模型,然后将 CAD 文件上传或传输到 3D 打印机。然而,3D 打印机依靠床来形成打印对象的结构。 什么是 3D 打印床? 也简称为打印床,3D 打印床是 3D 打印机在其上构建对象的平面。大多数类型的 3D 打印机,包括熔丝制造 (FFF) 3D 打印机,都旨在通过喷嘴沉积材料。当打印头移动时,它会释放材料。 3D 打印床只是 3D 打印机沉积这种材料的表面。 3D 打印床通常由方形或
从扳手和切割头到眼镜铰链和电话插头,金属注射成型用于制造各种产品。注射成型的一种形式,它涉及用原材料填充模具型腔。金属注射成型本质上是塑料注射成型的一种变体。但是,它不是创建塑料物体,而是设计用于创建金属物体。要了解有关金属注射成型及其工作原理的更多信息,请继续阅读。 金属注射成型概述 1970 年代由科技企业家 Raymond Welch 于 1970 年代首创,金属注射成型是一种成型工艺,涉及将颗粒送入料斗,然后将颗粒加热并注入模腔。当颗粒填充模腔时,它们会成形以形成固体物体。物体冷却后即可从模腔中取出或脱模。 然而,用于注塑成型的颗粒并非完全由聚合物制成。它们包含聚合物、金属和粘
3D 打印机无法避免故障。如果使用得当,它们可以用原材料建造高度复杂和精细的物体。然而,3D 打印机遇到的一个常见问题是翘曲。打印对象可能具有翘曲表面,而不是具有光滑和水平的表面。好消息是翘曲虽然很常见,但可以预防。 翘曲概述 翘曲是指印刷物产生翘曲表面的现象。 3D 打印机的工作原理是将材料层沉积在床上。构建初始底层后,3D 打印机将开始在第二层上工作,依此类推。如果图层不完全平坦,打印对象可能会翘曲。 翘曲也称为卷曲。当打印对象翘曲时,其边缘可能会向上卷曲。从小型到中型和大型物体,所有由 3D 打印机构建的物体都可能发生翘曲或卷曲。 翘曲的常见原因 虽然有几种可能的翘曲原因,
制造公司使用各种金属加工工艺来操作钣金,其中两种包括包边和接缝。在这两个过程中,金属板都被弯曲和滚动,从而形成新的形状。然而,包边和接缝并不相同。它们各自需要不同的方法,因此,它们用于不同的应用程序。为了更好地了解包边和接缝以及这些金属加工工艺的不同之处,请继续阅读。 什么是包边? 包边是一种金属加工工艺,涉及将金属板的边缘在其自身上滚动,基本上形成两层区域。在此过程中,金属板的边缘被折叠起来。两个新形成的层然后彼此齐平。 钣金有多种规格可供选择。当然,规格是指金属板的厚度。高规格钣金比低规格钣金更厚,这使得使用卷边等工艺进行操作变得困难。然而,使用正确的工具,制造公司可以通过弯曲和滚
它终于发生了。供应链断裂、供应商表现不佳、价格上涨,以及寻找新供应商的指令。第一直觉是收集印刷品并去购物,但要取得成功还有很多事情要做。 第一步也是最重要的一步是拿到你一直在购买的零件。金属制品随着时间的推移而发展。有时这些更改会被跟踪并反映在蓝图的修订级别中,但很多时候它们不会。随着时间的推移,小的变化会累积起来,在某些情况下,您购买的部件是“不可打印”的。事实上,随着时间的推移,配合部件会发生一些变化,打印出来的部件甚至可能无法工作。您的新供应商会大喊“要打印”,而最终用户或生产商会说“这行不通”。其中一些更改可能是为了降低成本。对于试图达到成本模型的新供应商来说,不幸的是,为了使零件
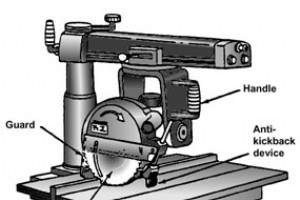
木工过程通常需要使用机器来切割和操作木制工件。过去,旋臂锯是木工工人的热门选择。如左图所示,它的特点是圆形刀片固定在手柄上。使用径向臂锯,木匠可以轻松地切割和塑造木制工件。那么,究竟什么是径向臂锯,它在木工和木工应用中是如何工作的? 旋臂锯概述 径向臂锯最初由 Raymond DeWalt 于 1920 年代初发明,是一种木工机器,旨在切割和塑造木制工件。它具有径向安装在稳定平台上的圆锯片。侧面有一个把手,还有一个保护装置,可以保护工人在使用过程中免受伤害。 使用摇臂锯的优点 径向臂锯自 1920 年代问世以来已流行了几十年。它们采用简单的设计,使木匠能够快速有效地切割木制工件。当
越来越多的制造企业正在拥抱3D打印的趋势。根据 Statista 的研究,有超过 23,000 台商用级 3D 打印机在使用。虽然制造公司经常使用其他工具和机器将原材料转化为成品,但 3D 打印机提供了几个独特的好处。以下是 3D 打印在制造业中的五个主要优势。 #1) 设计定制 通过使用 3D 打印机,制造公司几乎可以定制其产品的每个方面。当然,产品设计是在计算机辅助设计 (CAD) 软件中创建的。制造公司可以使用 CAD 软件设计他们的产品,然后他们可以将 CAD 文件上传或传输到 3D 打印机。这是一个简单的过程,允许对产品设计进行特殊级别的定制。 #2) 更快的原型设计 3
3D 打印机通常以不同的速度构建对象,这主要取决于它们的配置速度。一些 3D 打印机能够比其他打印机更快地构建对象,这对制造公司来说是无价的。好消息是,大多数 3D 打印机都允许用户控制打印速度。如需深入了解 3D 打印速度及其对构建时间的影响,请继续阅读。 什么是 3D 打印速度? 顾名思义,3D 打印速度是一个衡量 3D 打印机使用原材料构建模型的速度的指标。它通常包括在给定时间内沉积在物体上或物体内的材料量。与速度较慢的 3D 打印机相比,具有快速 3D 打印速度的 3D 打印机能够在更短的时间内沉积更多材料。 如何衡量 3D 打印速度 尽管有例外,但大多数 3D 打印机使用毫米/小

3D 打印机的出现彻底改变了制造业。作为增材制造的一种形式,它允许制造公司在称为 3D 打印机的材料沉积机的帮助下快速构建几乎所有形状和尺寸的物体。虽然您之前可能听说过 3D 打印,但您无法相信所读到的所有内容。以下是关于 3D 打印的五个常见误区。 #1) 这是一个现代制造过程 虽然 3D 打印在过去 10 年中获得了发展势头,但它实际上已经存在了更长时间。这个概念最早是由英国化学家大卫琼斯在 1970 年代中期提出的。仅仅几年后,开发了多种 3D 打印系统,从而为现代 3D 打印铺平了道路。当然,3D 打印在 1990 年代开始流行,但在此之前很久。 #2) 所有 3D 打印机都
3D 打印方法,包括熔丝制造 (FFF),为制造公司提供了一种简单有效的方法来生产定制尺寸和定制形状的物体。使用 3D 打印机,制造公司可以使用相应对象的数字创建模型来构建对象。话虽如此,一些制造公司在执行 3D 打印时可能会遇到拉线。那么,究竟是什么原因导致了 3D 打印中的拉丝? 串接概述 串珠也称为滴漏或渗出,是一种 3D 打印现象,其中多余的和不需要的材料在打印后仍留在物体上。换句话说,成品没有它应该有的确切尺寸。它包含通常位于成品的侧面和边缘的额外材料。 之所以称为“串线”,是因为多余的和不需要的材料通常类似于弦。它由用于构建打印对象的长而窄的材料股组成。由于材料悬挂在物体的侧

成型工艺用于制造行业,通过用材料填充模具型腔来制造产品和组件。材料通常会被加热,当它充满模腔时,就会形成模具的形状。一旦冷却,铸件就可以从模腔中取出。然而,有许多不同类型的成型工艺,包括旋转铸造和滚塑成型。 什么是滚塑成型? 旋转成型是一种成型工艺,其中加热的模具型腔充满材料,然后模具围绕两个或多个轴缓慢旋转。随着模具的旋转,它通过离心力将材料向外甩出,从而使材料覆盖在模具型腔的壁上。 滚塑成型有两个主要特点:首先,它使用加热模具。大多数其他成型工艺使用加热材料,而滚塑成型则通过使用加热模具更进一步。二、滚塑成型,顾名思义就是使用旋转模具。在此过程中,模具不是静止的。相反,它缓慢旋转,使材
并非所有切割过程都涉及使用物理切割工具。虽然车床和铣床确实使用物理切割工具,但激光机却没有。激光切割是一种切割过程,其中机器将聚焦光束投射到工件上,以选择性地在工件的所需区域内进行切割。 激光产生的极端热量能够切割工件,形成新的形状和尺寸。但是,有两种主要类型的激光切割工艺:CO2 和 Nd。那么,CO2激光切割和Nd激光切割有什么区别呢? 什么是 CO2 激光切割? CO2激光切割的特点是使用二氧化碳(CO2)。 CO2 负责传播激光的红外光。在 CO2 激光切割过程中,电流流过装满 CO2 的圆柱体。这个圆柱体的末端有镜子,可以将红外光投射到工件上进行切割。虽然 CO2 激光需要
工业设备