
工业4.0先进制造技术信息网站!

制造公司使用多种工艺将原材料加工成成品,其中之一是滚切。一种剪切操作,它涉及将大卷原材料切割成更小、更窄的卷。无论是铁、钢还是钛,大多数材料都可以通过滚切分切。要详细了解此制造过程及其涉及的内容,请继续阅读。 辊式分切概述 术语“辊式纵切”是指一种剪切操作,其中机器(称为纵切机)将原材料卷切割成更小和更窄。它首先采用一大卷原材料(称为主卷)并将其穿过分切机。分切机包含刀片,当暴露于主卷时,刀片从侧面切下材料。当母卷从分切机出来时,它的形状会更小更窄。 原木分切与倒带分切:有什么区别? 辊式分切可分为原木分切或倒带分切,具体取决于其执行方式。原木分切涉及从主卷上切割材料,无需展开或重

铜管也称为铜管,广泛用于管道和暖通空调应用。它坚固、耐用且具有天然防锈保护。而且由于铜是可回收的,因此它是适用于这些和其他应用的环保解决方案。虽然铜管已经存在了半个多世纪,但许多人并不熟悉它们是如何制造的。在这篇文章中,我们将探索铜管的制造过程。 冶炼原铜 铜管制造过程的第一步是冶炼原铜。原铜被放置在一个大熔炉中,在那里它被加热到超过 2,400 华氏度的温度。随着生铜加热,它从固态变成液态。 冶炼使制造公司能够去除粗铜中的杂质。所有未加工的未加工铜都含有微量的镍和锌等杂质。冶炼时,这些杂质和其他杂质会从铜中分离出来。然后将纯铜转移并用于制造管道。 形成管道 铜管制造过程的下一步
金属产品包含防止生锈和腐蚀的保护性外层并不少见。例如,钢铁产品几乎总是具有某种类型的保护涂层。否则,水分和氧气会导致它们生锈。虽然有多种方法可用于在金属工件上形成保护涂层,但最常见的一种方法是磷化。 磷化概述 也称为磷化涂层,磷化是一种金属加工工艺,涉及使用磷酸在金属工件上形成保护层。它通常用于铝、银、钢、锡和镉。当磷酸与它所涂覆的金属发生反应时,它会形成一个保护性外层,从而保护下面的金属免于生锈和腐蚀。 这听起来可能适得其反,但磷化实际上会导致腐蚀——至少在使用它的金属表面。此过程中使用的这种磷酸会引发与底层金属的化学反应,从而导致表面腐蚀。同时,磷化使磷酸盐晶体分布在金属表面。
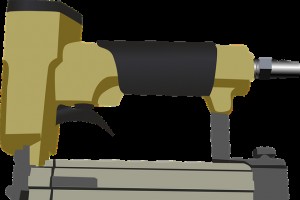
钉枪也称为钉枪,是一种手持式电动工具,旨在将钉子钉入物体或工件中。它们通常由压缩空气、易燃气体或电磁力提供动力。工人可以使用钉枪快速方便地安装钉子,而不是依靠传统的锤子。即使您熟悉射钉枪,您也可能会惊讶地发现以下有关它们的事实。 #1) 1950 年代出现的钉枪 第一批钉枪在 1950 年代开始出现,在此期间它们被出售给建筑公司用于与地板相关的应用。根据维基百科,这些早期型号的射钉枪每分钟能够射出 40 至 60 颗钉子,它们的总容量约为 400 至 600 颗钉子。 #2) 一些钉枪由炸药提供动力 不,这不是打字错误。一些钉枪实际上是由炸药驱动的。被称为动力驱动的射钉枪,它们含有
铣削和磨削是制造业中两种常见的加工工艺。它们都涉及从工件上去除材料,并且都支持多种材料。无论工件是由铁、铝、钢、铜或任何其他金属或合金制成,都可以通过铣削或磨削进行操作。然而,铣削和研磨并不相同。它们各自以不同的方式从工件上去除材料。 什么是铣削? 铣削是一种机械加工过程,涉及使用铣床从工件上去除材料。铣床的特点是切割刀片在压在工件上时会旋转。工件固定到位,使其不会旋转或以其他方式旋转。但是,在操作过程中,铣床会将旋转的切削刀具压在静止的工件上。当刀具在工件上移动时,它会刮掉材料,从而减小尺寸。 根据切削刀具的位置,铣削可分为面铣削或周边铣削。面铣涉及在切削刀具的拐角处进行切削操作,而周边
螺钉需要使用驱动系统进行安装。要将螺钉安装到工件中,您必须使用其驱动系统将螺钉压入工件。螺钉的驱动系统通常由螺钉头部的脊部组成。将兼容的螺丝刀放入螺钉头并转动后,螺钉将深入工件。那么,最常见的螺杆驱动器类型有哪些? #1) 菲利普斯头 可以说,最常见的螺丝驱动器类型是菲利普斯头。它由美国工程师 John P. Thompson 开发,可提供高扭矩以实现快速简便的安装。十字头螺丝在螺丝刀插入的头部有一个十字形图案。 #2) 平头 也称为槽式驱动器,平头螺钉通过支持使用平头螺丝刀而名副其实。平头螺钉类似于十字头螺钉,但它们的头部只有两个脊而不是四个脊。两个脊在同一平面上水平延伸,可以插入一

照片:Williambeke 你听说过刻痕吗?这种金属加工工艺广泛用于控制金属板的尺寸和形状。开槽通常需要使用冲床,冲床负责从工件的外边缘去除材料。要了解有关缺口及其工作原理的更多信息,请继续阅读。 缺口解释 没有什么是与剪切相关的金属加工过程,它涉及使用冲床从工件的外边缘选择性地切割不需要的材料。工件固定到位后,冲床使用切割工具从其外边缘切掉不需要的材料。最终结果是具有不同形状的较小工件。 开槽工艺的类型 有几种不同的开槽工艺,每种工艺都使用不同的机制从工件的外边缘去除材料。例如,管子开槽用于在中空金属工件上去除多余的和不需要的材料,而端部开槽用于从中空金属工件的一端或两端去除材
从钉子和螺栓到桥梁和框架组件,无数物品都是由镀锌铁制成的。镀锌铁实际上已经存在了几个世纪,其中一些最早的记录用途可以追溯到 17 世纪。然而,近年来,它已成为传统铁以及其他金属和合金的日益流行的替代品。但是,除非您熟悉它,否则您可能想知道什么是镀锌铁以及它与标准铁有何不同。下面,您将了解有关镀锌铁的更多信息。 镀锌铁概述 镀锌铁本质上是在外面涂有一层保护性锌层的铁。铁本身很容易受到与天气相关的降解的影响。例如,当暴露在湿气和氧气中时,铁会生锈和腐蚀。随着时间的推移,铁锈和腐蚀的存在会腐蚀铁,从根本上危害其结构完整性。值得庆幸的是,镀锌提供了一种简单而有效的方法来保护铁免受此类与天气相关的
不要与铣床混淆,车床是一种加工工具,用于通过将工件暴露于固定切削工具来切割、打磨、滚花、钻孔和车削工件。工件被夹紧到位,然后旋转,同时压在静止的切削刀具上。车床已经存在了数千年,其中一些已知最早的例子可以追溯到古埃及。然而,近年来,金属加工车床变得越来越普遍。那么,金工车床究竟是什么? 金属加工车床概述 金属加工车床也称为金属车床,是一种专为金属工件设计的车床。与其他车床一样,它们用于执行各种加工过程,包括切割、打磨、滚花、钻孔和车削。他们还使用相同的技术来执行这些过程——工件相对于静止的切削工具旋转。然而,金属加工车床名副其实,支持使用金属工件。 车床通常用于变形和重塑木制工件。

镗孔是一种常见的加工工艺,涉及使用切削工具扩大工件中的现有孔。如果工件有一个需要扩大的孔,制造公司可能会“钻孔”它。它通常使用车床或铣床执行,尽管也有专门为此目的设计的镗床。虽然所有镗孔工艺都涉及扩大现有孔,但也有不同类型的镗孔,其中最常见的包括单程和多行程。 什么是单程镗孔? 单程镗孔是一种镗孔工艺,通过对切削刀具仅使用一次通路而名副其实。换句话说,刀具只穿过工件现有的孔一次以将其放大。根据维基百科,单程镗孔最初是为铸铁工件开发的。在其诞生之前,铸铁工件需要多次通过钻孔,导致质量不合格。单程镗孔解决了这个问题,只需使用一次刀具就可以对铸铁工件进行镗孔。 用于单程镗孔的刀具镀有金刚石。金刚
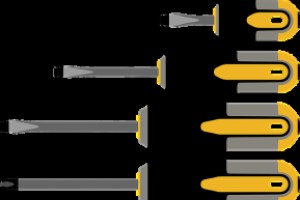
螺丝刀是一种必不可少的工具,用于安装和拆卸——以及拧紧或松开——螺丝。它通常具有固定在螺钉头上的长而宽的轴。螺钉头插入螺钉,此时转动螺丝刀将拧紧或松开螺钉。虽然您可能熟悉螺丝刀的基本设计,但您可能会惊讶于以下六个关于它们的事实。 #1) 它们是在中世纪发明的 虽然不知道是谁发明了螺丝刀,但考古证据表明,它们自中世纪以来就已经存在。在 15 世纪,德国和法国都有使用螺丝刀的例子。从那时起,螺丝刀已经进入几乎每个国家。 #2) 它们支持六种以上的驱动器类型 虽然菲利普斯是最常用的驱动器类型,但螺丝刀支持六种以上的其他驱动器类型。除了 Phillips,您还可以找到平头、Robertso
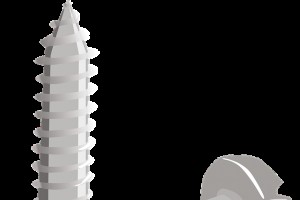
螺钉通常使用螺纹成型或滚丝制造。这两种制造过程都涉及螺纹的产生,这是所有螺钉的定义特征。螺钉具有外部螺旋脊,称为螺纹,可让它们深入大多数材料。为了创建这种螺纹,制造公司通常依赖螺纹成型或螺纹滚压。那么,螺纹成型和滚丝究竟有什么区别呢? 什么是螺纹成型? 螺纹成型是一种涉及创建内螺纹的制造过程。当然,内部线程是在对象内部发现的线程。对于螺纹成型,使用机器压制称为滚丝模的成型工具。当受到机器压力时,滚丝模会产生内螺纹。 对于螺纹成型,螺钉本身不一定要修改或以其他方式改变。相反,其中插入螺钉的工件或物体具有内螺纹。螺纹成型的目的是减轻将螺钉拧入工件或物体的难度。在安装之前,工件或物体将通过螺
吹塑是一种旨在制造空心零件的制造工艺。之所以称为“吹塑”,是因为它通常涉及将空气或惰性气体吹入受热物体的中心。随着空气或惰性气体的积聚,它会在物体内部形成一个扩大的空腔。然后让物体冷却和硬化,之后它将具有中空内部。但是,与其他制造过程一样,吹塑有不同类型,每种都以不同的方式工作。在这篇文章中,您将详细了解最常见的吹塑成型类型,包括挤出成型、注射成型和注射拉伸成型。 挤出吹塑 也许最常见的吹塑工艺类型是挤出。在挤出吹塑成型中,塑料被加热直到它从固态变成液态。然后将液化的塑料压入挤出机中。挤出机还会将空气压入熔化的塑料中,实质上是将其充气以形成中空的内部。完成后,将塑料冷却(通常在室温下),

粉末涂料和喷漆是制造业中使用的两种常见的涂饰工艺。它们都涉及将颗粒物质沉积到物体或工件的表面上。可以使用粉末或油漆来保护下面的物体或工件免于生锈、腐蚀和降解,同时在此过程中还可以创造出色彩缤纷且吸引人的外观。然而,粉末涂料和油漆是不一样的。这是两种独特的整理工艺,各有优缺点。 什么是粉末涂料? 粉末涂料是一种将有色颗粒物质涂在物体或工件表面的精加工工艺。颗粒物质,简称为粉末,喷洒在物体或工件上,从而形成与粉末颜色和材料相同的保护外层。 粉末涂料中使用的粉末主要有两种类型:热塑性塑料或热固性粉末。对于热塑性塑料,粉末被加热直到它熔化并与物体或工件的表面融合。对于热塑性塑料,粉末在应用过程中

您听说过称为抛光的变形过程吗?它涉及使用光滑工具使工件表面变形。抛光不像其他变形工艺那么受欢迎。尽管如此,它仍然提供了几个值得注意的优势,例如能够抚平表面缺陷。在这篇文章中,您将发现关于变形过程抛光的五个有趣的事实。 #1) 抛光使表面光滑 抛光通常用于在工件上形成光滑的表面。如前所述,它涉及使用平滑工具。刀具在工件表面上运行,从而形成光滑的表面。抛光产生的平滑度取决于施加到工具上的压力大小、制造工件的材料和其他相关因素。 #2) 球磨光使用球 虽然大多数抛光工艺使用一种称为抛光工具的特殊工具来使工件变形,但球抛光是一种独特的抛光工艺,通过使用球来实现其同名。通过球磨光,光滑的圆形
消失模铸造和全模铸造是两种最流行的蒸发模式铸造类型。它们都涉及使用在受热时会蒸发的图案。模型材料在填充模具型腔中的周围空间时基本上会蒸发。话虽如此,消失模铸造和全模铸造是两种不同的铸造工艺,各有特点。 什么是消失模铸造? 消失模铸造是一种蒸发型铸造,其特点是使用泡沫型。为了进行消失模铸造,制造公司首先创建聚苯乙烯泡沫模具。接下来,将熔融金属倒入泡沫模具中。熔融金属的热量使泡沫模具蒸发并填充模具。 什么是全模铸造? 另一方面,全模铸造是一种蒸发模式铸造,其特点是使用蜡模。与消失模铸造一样,它也使用聚苯乙烯泡沫模具,该模具在受热时会蒸发以填充模具。这两种蒸发铸造工艺之间的区别在于,全模铸造也包
根据所用机器的类型,端面操作通常分为车床或铣床。它们涉及使用机器从工件的端部或肩部选择性地去除材料。工件固定在车床或铣床上,然后暴露在切削工具中。然后切割工具从工件上去除材料,直到达到所需的尺寸和形状。虽然车床和铣削面操作都需要使用机器从工件上去除材料,但它们并不完全相同。 车床面是什么? 车床面是一种涉及使用车床的加工过程。当然,车床是重型和多功能机器,具有固定的切削刀具和旋转的工件。这种特殊的加工过程称为车削。工件被夹紧或以其他方式固定在车床上,之后切削刀具在压靠它的同时旋转。车床刀具的旋转力使其能够从工件中挖出材料,从而减小其尺寸,同时改变其形状。 铣削面是什么? 正如您可能已经猜到

铝的原子序数为 13,是一种银色金属,广泛用于制造业。它因其独特的特性而备受推崇,使其成为生产无数消费品和商业产品的多功能材料。即使您看到并使用过铝,也可能有些事情您不知道。以下是关于铝的五个常见误区。 #1) 这并不常见 铝是很常见的。事实上,它是地壳中含量最高的金属。研究表明,大约 8% 的地壳由铝组成。这是铝的浓度高于另一种金属。话虽如此,铝通常不会自然产生。相反,它存在于近 300 种不同的矿物中,这些矿物被开采并加工成铝。 #2) 它会生锈 铝会腐蚀,但不会生锈。生锈和腐蚀都是发生在金属中的与氧化相关的应力形式。不同之处在于,生锈只发生在铁——以及钢等铁合金中——而腐蚀会影响任
你听说过投资铸造吗?失蜡铸造的一种变体,近年来越来越流行。从汽车和航空航天部件到高尔夫球杆和医疗假肢,它被用于制造各种常见产品。话虽如此,您应该意识到熔模铸造的利弊。 什么是熔模铸造? 熔模铸造是一种铸造工艺,旨在通过将熔融金属倒入模具中来制造金属零件。该过程首先以成品所需的形状创建蜡块。然后将蜡模浸入液体陶瓷中,然后使其干燥。干燥后,将熔融金属倒入模具的型腔中,基本上使蜡汽化。然后将新创建的铸件从模具型腔中取出。 投资铸造优点 熔模铸造具有多种优势,其中之一是卓越的表面光洁度。当熔融金属蒸发蜡模时,它会形成光滑的表面。事实上,它是如此平滑,以至于熔模铸造通常不需要后续机加工。
接合和成型是两种常见的制造工艺类型。制造公司通常依靠一种或两种类型的工艺将原材料转化为成品。虽然加入和形成有相似的目标,但它们并不相同。连接和成型制造工艺之间存在明显差异,您可以在以下帖子中了解更多信息。 什么是加入流程? 连接过程的特点是它们能够融合或“连接”两个或多个组件,以创建不同的对象,例如现成的消费品。大多数材料都可以连接 - 通常有多种方法可以连接它们。例如,二乘四可以用钉子或螺栓固定在一起,而金属板可以焊接或焊接在一起。 所有连接过程都涉及连接两个或多个组件,并且大多数连接过程需要使用单独的工具或工具。借助工具,例如钉枪,将组件连接起来。 制造业中使用的常见连接工艺类型
工业设备





