

制造业整体设备效率的简单指南
整体设备效率 (OEE) 是揭示资产整体生产力的关键绩效指标。最好的部分?当资产表现不佳时,OEE 可帮助您找出原因。这是因为您用于计算 OEE 的数据与您将用于查找问题根源的数据相同。
有两种方法可以计算这个重要的制造 KPI。我们先来看看更基本的等式。
如何简单计算OEE
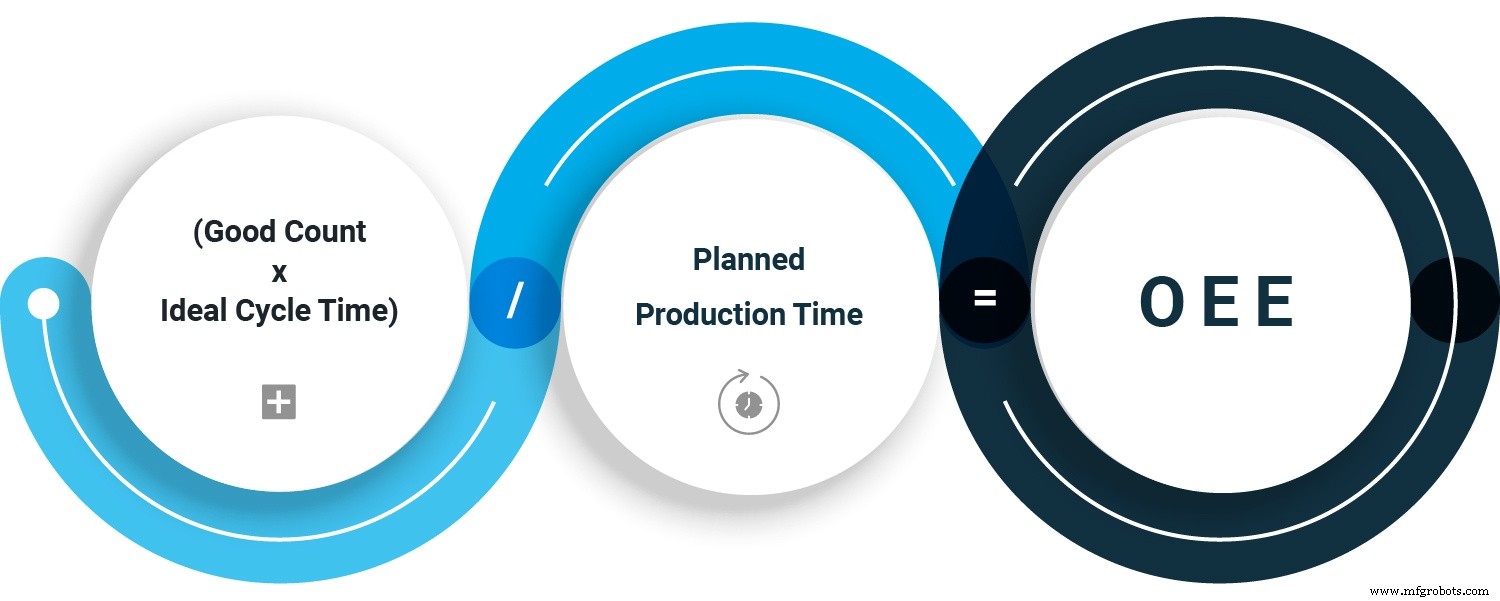
对于这个,将 OEE 计算为完全生产时间与计划生产时间的比率。在这里,完全生产时间的定义是您只生产优质零件,尽可能快,没有任何停止时间。
什么是停止时间?这是您计划和计划外停留的总和。计划中的停靠点适用于转换之类的事情,您可以在其中设置或调整资产。计划外停机是针对故障和计划外维护。如果资产因计划维护而离线,请不要将其包括在停止时间中。
要计算 OEE,请使用以下公式将所有内容放在一起:
快速简便的 OEE
这是一种完全可以接受的计算 OEE 的方法,它为基准测试和基线提供了一个相当不错的数字,我们在下面介绍了一些。但是这个等式有一个弱点,那就是当你得到低 OEE 时,你不知道为什么。那是个坏消息。好消息是有一种更好的计算 OEE 的方法,而且正是因为当 OEE 较低时,您可以找出原因。
如何更好地计算 OEE
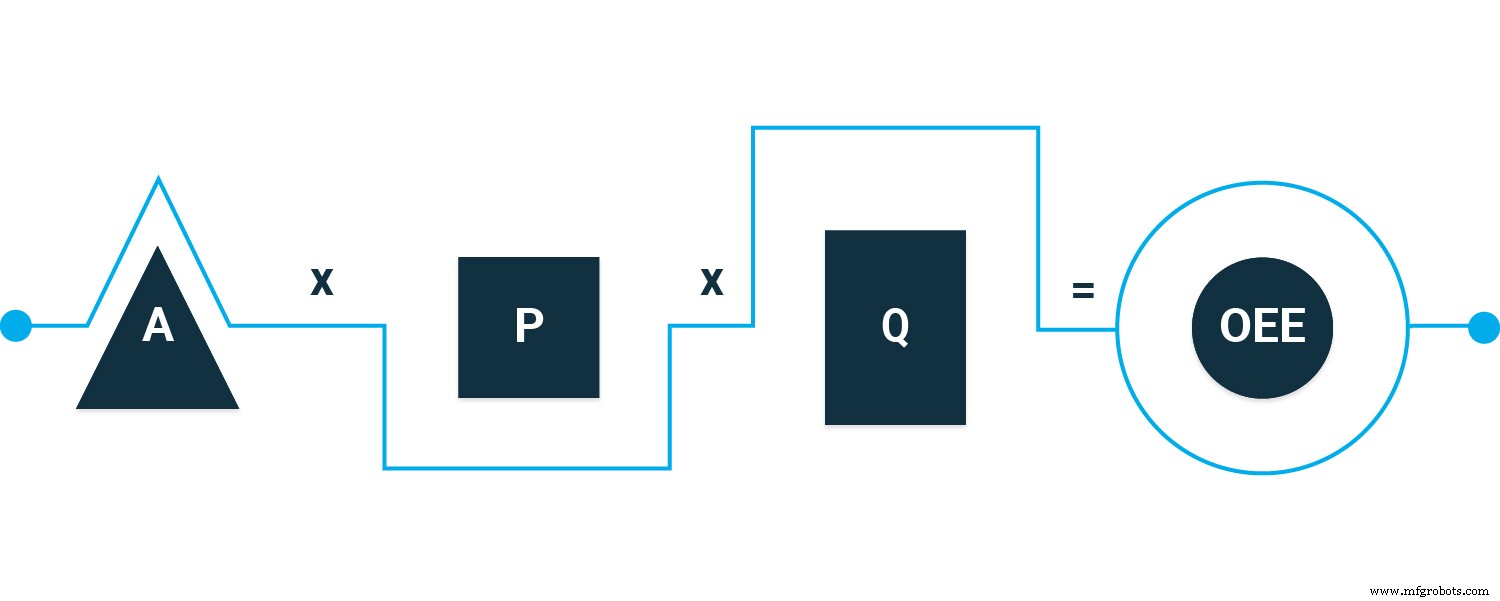
对于这一点,您需要了解与损失相关的三个因素:可用性、性能和质量。之后,数学就很简单了。 OEE是三个因素相乘的乘积。
损失因子和 OEE
但我们正在超越自己。在我们将它们代入方程式之前,我们需要知道这些因素是什么以及如何找到它们。
可用性
运行时间与计划生产时间的比率。计算您运行资产的时间,并将其与您计划运行它的时间进行比较。
例如,一项资产计划运行八小时。那是您计划的生产时间。在轮班结束时,它只运行了七个半小时。那是运行时间。我们从哪里得到七个半小时的?我们将计划的生产时间(8 小时)减去停止时间(在这个完全虚构的示例中,为 30 分钟)。
可用性=运行时间/计划生产时间
性能
总计数与理想运行率的比率。获取资产制作的小部件数量,并将其与它可以制作的最大小部件数量进行比较。
例如,当一切都尽可能完美地运行时,您的资产每八小时会生成 1000 个小部件。但是,当您运行该资产 8 小时时,它只产生了 950 个。它可能不是因为重大故障。当某些小部件的完成时间比预期的要长时,慢周期会影响性能。它也受到小停顿的影响,停顿太短以至于不计入停顿时间。但小停顿确实会累加并影响性能。
性能=总计数/理想运行率
质量
合格零件与总数的比率。取通过质量控制的零件数量,并将其与生产的零件总数进行比较。它比这更具体一点。好的零件在第一次检查时就通过了,不需要额外的返工。其他零件最终可能会通过,但它们不包括在您的好零件计数中。
例如,我们将再次使用经典小部件,在您在 8 小时内制作的 950 个小部件中,其中 945 个是好的。
质量=好零件/总数量
一旦我们有了与损失相关的三个因素,我们就可以快速计算 OEE。但是为什么第二个等式比第一个更好呢?它与您如何使用 OEE 有关,将在下一节中介绍。
如何利用 OEE
整体设备效率是制造过程效率的指标。计算后,您可以将其用作基准或基线。
OEE 作为基准
在比较 OEE 时,总是会根据制造类型而有所差异,但这里有一些通用数字。
100% 完美。您正在尽可能快地生产,没有停止,没有错误。
85% 世界一流。对于很多厂商来说,这是一个长期的目标。
65% 典型值。好消息是还有很大的改进空间。
40% 并非闻所未闻。通常,当公司第一次开始跟踪 OEE 时,这就是他们发现自己的地方。同样,好消息是还有很大的改进空间。
您还可以将其用于内部基准测试。例如,您可以比较两个相似资产的 OEE。或者,您可以查看不同班次的资产 OEE。
OEE 作为基准
您还可以使用 OEE 随时间跟踪资产。随着您对流程进行微调,OEE 应该会增加。如果不是,您用来计算 OEE 的数字可以为您提供一些关于原因的可靠线索。同样,这就是为什么使用第二种计算 OEE 的方法更好的原因。要获得 OEE,您需要与损失相关的因素。正是这些因素可以帮助您找出问题所在。
当你知道损失因素时,你就能看到是什么阻碍了你
如果可用性拖累了 OEE,则可能是因为资产不在正确的预防性维护计划中。它经常失败,这意味着您的预防性维护工作订单相距甚远。更长的停机时间也可能与库存控制有关。如果技术人员必须等待关键部件才能进行维修,则您需要将库存标准水平设置得更高,以确保他们在需要时拥有所需的部件。工单软件可确保您的 PM 工单以正确的频率及时安排。
如果 OEE 存在性能问题,则您可能进行了错误的维护类型或正确的类型但不正确。例如,您可能正在按照正确的时间或基于米的时间表检查和重新调整传送带,但您没有正确地重新调整它们。就像你每天早上在同一时间吃早餐,现在是正确的时间,早上 7 点 30 分,但你吃的不是咖啡和吐司,而是冰淇淋。正确的时间表,错误的任务。
质量问题也会降低 OEE,但通常不是维护部门可以解决的问题。资产可能未正确设置,或者可能存在操作员错误。问题甚至可能来自原料。
OEE只是维护的重要KPI之一。还有很多,但不是越多越好。您需要找到最适合您的那些,通过提供您可以使用的信息来帮助您实现目标。想象一下,你正在公路旅行中。了解您的平均速度和里程等信息会很有帮助。您还可以跟踪轮胎转数,但有什么意义呢?并非每种类型的数据都有价值。要详细了解一些更常见的制造业指标,请查看什么是 MTTR、MTBF 和 MTTF 指标?
工业技术