

电火花线切割基础知识:CNC电火花加工的优缺点及步骤
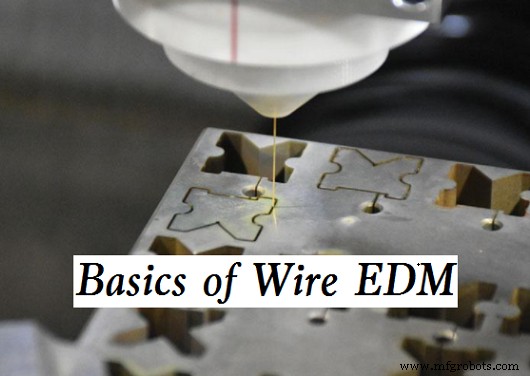
线切割加工或线切割加工通常是指线放电加工。其基本工作原理是利用连续移动的细金属丝(称为电极丝)作为电极,通过脉冲火花放电对金属进行蚀刻和切割。 电火花线切割的优缺点是什么 ?数控线材电火花加工过程包括哪些步骤?
线切割的优势
– 适用范围广:无论材料的厚度和硬度,均可加工。只要是导电材料,就可以从薄板加工到硬质合金,无论材料的厚度、尺寸、硬度如何。
– 可加工复杂形状:除直线切割外,还可切割成圆弧,加工复杂形状,如直线与圆弧的组合。也可以分别移动上下金属丝进行锥度加工。
– 精度高:线切割精度可与磨床媲美(0.005 mm单位)。
– 无毛刺:无需去毛刺,无需排屑带等外围设备,可缩短工艺流程。
– 无需特殊工具:由于可使用相对便宜的黄铜(黄铜)丝代替旋转切割刀具等易耗工具,因此无需更换工具,可降低耗材成本。
– 减少材料损伤:由于线切割是非接触式的过程,对材料的负荷不会太大,热变形也很小。
线切割的缺点
– 不能带底加工:因为线切割是线锯,所以不能带底加工。如果要进行底部电火花加工,沉模电火花机是最好的选择。
– 加工速度慢:在逐渐熔化工件的同时进行切割,因此比切割慢,不适合大批量生产。它的速度是每分钟几毫米,肉眼几乎看不到它在移动。
– 非导电材料不能加工:虽然导电材料不管硬度如何都可以加工,但非导电材料是不能加工的。
– 不能横向加工:因为垂直拉伸的线像锯一样加工,所以不能横向加工。
线材放电加工的步骤和工艺
线切割放电用于精确切割金属材料以进行高精度加工。线切割通常用于加工块状材料,如模具和齿轮、精密夹具,以及加工精度要求高的硬化零件的后处理,而不是切割片状材料。
WEDM的一般加工步骤简述如下。
1、首先将要加工的工件放在工作台上。当然,也可以从工件的末端开始切割,但通常,在开始线切割时,通常将起始孔(线)与工件相连,以避免因工件的内应力而变形。当工作台(或金属线)根据预先输入的 NC 数据沿 XY 方向(平面上)移动时,加工开始。由于通过NC控制连续运行,即使没有操作人员也可以无人值守加工。切割后根据数控加工数据自动切割成指定的加工形状。切割工件时不会相互接触,同时保持几十微米(几十微米)的恒定距离。
2、当工件与处于绝缘状态的线电极在工作液中的距离接近几十微米时,它们之间的绝缘被破坏,发生火花放电,造成脉冲电流的瞬时流动。在被称为电弧塔的高密度放电状态下,局部产生数千度的高温,金属(工件)熔化。
3、此外,弧柱周围的工作液温度立即升高并汽化,引起体积迅速膨胀,从而引起工件与电极表面之间的爆炸。这会吹出金属碎片。
4、然后,当脉冲电流被切断并流入周围的清水中时,熔融金属冷却变成细碎的碎屑,被冲走,电极之间的绝缘又恢复了,等待供应下一个脉冲电压。
这样,金属(工件)在每个电压脉冲的作用下被熔化并去除,每秒重复数十万次,从而通过线切割电火花切割工件。
工业技术