

纳米材料:下一代复合材料的产品和供应链成熟
数十年来,纳米材料有望提供前所未有的机械性能以及可定制的复合材料的导电性和导热性。由于其独特的特性和巨大的表面积,纳米材料有可能将产品性能推向超越当前宏观 复合材料。尽管石墨烯和碳纳米管(CNTs)等纳米材料可从许多公司和网站获得,但在复合材料中的广泛应用并不明显。
与此同时,材料和术语也在迅速发展; 连续波 提供当前纳米材料的入门读物,以及新材料和供应链的重大发展。
复合材料的纳米景观
纳米材料可以是金属、陶瓷、聚合物、碳基材料或来自天然来源(如纤维素)。纳米材料在用于增强聚合物、陶瓷或金属基体时会形成复合材料,它们通常按形状(形态)分类为颗粒、纤维或薄片(参见下文“纳米材料类型和定义”)。随着材料尺寸从微米(10 -6 米) 到纳米 (10 -9 米),表面积增加,因此纳米材料-基质界面包含更多复合材料的体积。这就是为什么与炭黑和磨碎的纤维等微材料相比,可以在负载减少一到两个数量级的情况下实现 20-50% 的成品性能改进。这也是为什么正如宏观复合材料的性能取决于纤维-树脂界面的力学一样,理解和控制纳米复合材料的界面对于管理材料性能和性能更为重要。
然而,纳米材料的前景因难以扩大具有最小缺陷的高质量材料的成本效益制造工艺而受到阻碍。此外,由于纳米材料易于团聚,因此在基质中实现纳米材料的均匀分散一直是一个挑战。后者可以通过纳米材料表面的功能化来克服。通常结合使用的常用技术包括改变纳米材料或基质的电荷、改变pH值或添加表面活性剂。
复合材料行业通常将纳米复合材料视为其中分散有纳米材料的任何基体。然而,可以根据界面的主要尺度将微复合材料与纳米复合材料区分开来。图 1 提供了各种微/纳米复合材料组合和界面的示例。微米级(微米)基体用纳米颗粒、纳米纤维或纳米片增强,分别如 A、B 和 C 所示,而纳米复合材料 被区分为以相同比例混合的基质相 为纳米材料,如图E和F所示。
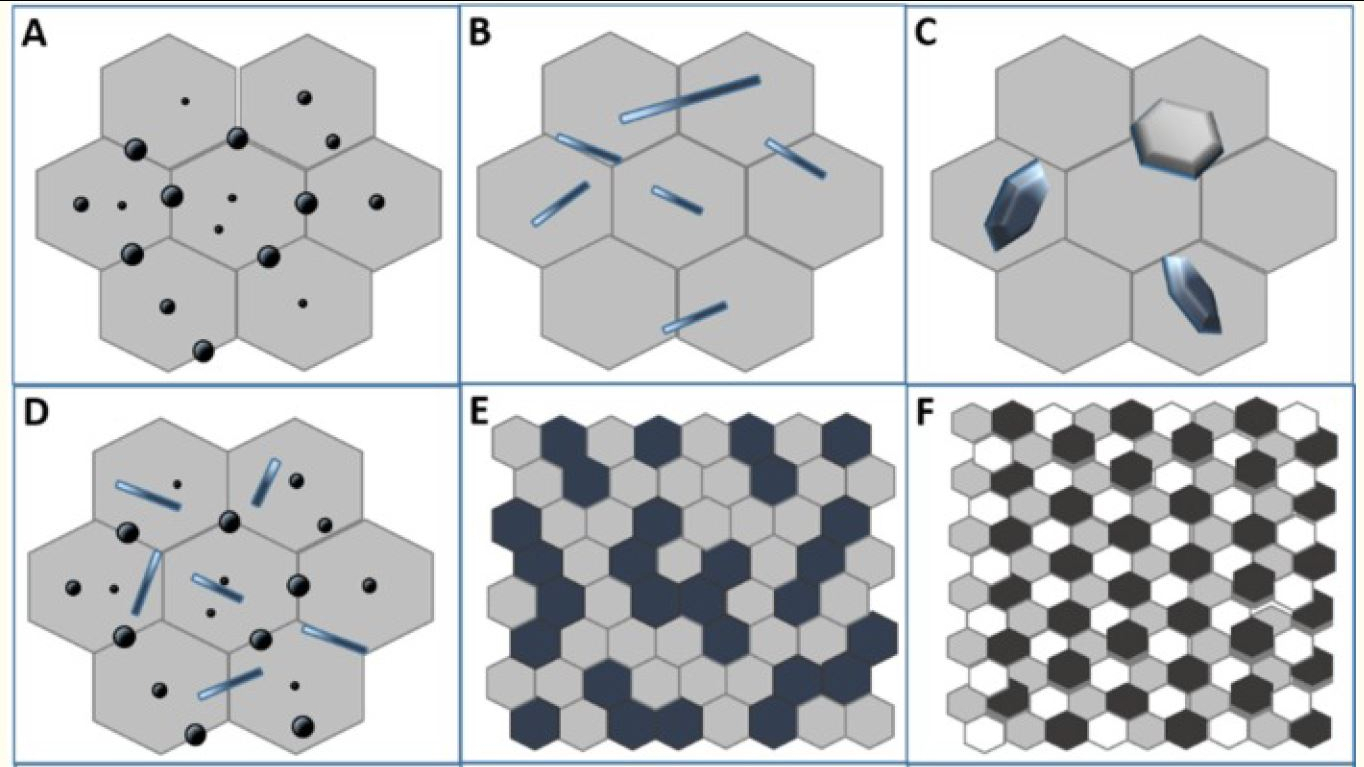
图。 1 陶瓷材料常见的微/纳米复合结构。 微/纳米复合材料包含具有 (A) 圆形纳米颗粒、(B) 高纵横比纳米增强体、(C) 片状纳米增强体和 (D) 圆形和细长纳米增强体的微米基质; (E) 由两个不混溶的超细相制成的双相复合材料; (F) 由三个(或更多)不混溶纳米相制成的多相复合材料。来源 | “结构陶瓷纳米复合材料:特性和粉末合成方法综述”,Paola Palmero,纳米材料(巴塞尔)。 2015年6月
2D 纳米到 3D 多功能复合材料
在纳米领域,也许最活跃的区域是包含 2D 纳米材料的区域。其中最受欢迎的是石墨烯,由于其非凡的特性,它已经广受欢迎。石墨烯是最轻的(0.77 mg/m 2 ) 和已知最强的材料(钢的 100-300 倍),比金刚石硬但比橡胶更有弹性,电子迁移率比硅快 100 倍,导电性比铜好 13 倍,并且表面积非常大。石墨烯似乎能够弥合传统性能限制的某些差距。例如,当添加到橡胶中时,石墨烯可以同时增加轮胎抓地力并减少磨损。一级方程式赛车迷通过观看赛车在软胎(抓地力高,耐磨性较差)和硬胎(抓地力较差,耐磨性较差)之间交换时知道,这两种特性通常不会共存。 “炭黑一直是轮胎橡胶的常规填料,但石墨烯以低得多的负载系数提供了更高的性能,仅用 0.01% 的石墨烯代替了 1-2% 的炭黑,”The 执行董事特伦斯·巴尔坎 (Terrance Barkan) 解释道。石墨烯委员会(美国北卡罗来纳州新伯尔尼),一个行业资源和支持组织。
在过去的十年中,研究人员一直致力于发展这些材料,从聚合物、金属和碳同素异形体(如石墨烯)合成数百种二维层状纳米材料(参见“纳米材料类型和定义”)。然后可以将这些 2D 纳米材料组合、缝合在一起、堆叠和/或排列,以形成几乎无限多种 3D 结构,从而创造出新颖的多功能材料。石墨烯和其他 2D 纳米材料已组合成具有大孔体积、低密度、增加的机械性能、高比表面积、快速电子和质量传输(用于冷却非常热的表面)以及独特的光学性能和光子学能力的 3D 结构.
先行者前行
NanoStitch 垂直排列的 CNT 薄膜产品由 N12 Technologies(美国马萨诸塞州萨默维尔)于 2015 年推出。当在复合层压板中交错时,NanoStitch 将层间剪切强度 (ILSS) 提高了 30% 以上,冲击后压缩 (CAI) 提高了 15% . 连续波 2018 年报道称,N12 Technologies 同意将代顿大学研究所(UDRI,代顿,美国俄亥俄州)的 60 英寸宽的连续 CNT 薄膜生产线纳入其第二个制造工厂。 “我们现在已经完全验证了俄亥俄州凯特灵工厂的生产运营,”N12 生产开发总监 Christopher Gouldstone 说,并指出该公司仍将其公司和应用程序总部设在萨默维尔。他说,NanoStitch 在 2019 年最大的应用亮点之一是成为圣克鲁斯辛迪加世界杯山地自行车队的官方复合材料技术合作伙伴。 “在将 NanoStitch 应用到 Santa Cruz 自行车设计中的协作开发过程之后,Syndicate 本赛季将使用抗冲击 NanoStitch 增强型车轮进行比赛,”Gouldstone 说。 “N12 继续应用 NanoStitch 来改善复合材料的冲击、压缩、剪切和疲劳性能,适用于包括航空航天和消费品在内的多个市场。我们还加快了多功能性的开发,将垂直排列的碳纳米管的高导电性用于静电接地、应变敏感性和表面加热。”
热塑性纳米复合材料替代铝
同时,第一个商业化的热塑性 纳米复合材料于 2019 年初由 Alpine Advanced Materials LLC(美国德克萨斯州达拉斯)推出。 HX5 是一种高性能材料,旨在取代 6061 T6 航空级铝材,在提高性能的同时减轻高达 50% 的重量。 HX5 正在通过洛克希德马丁公司(美国马里兰州贝塞斯达)的独家许可进行商业化,该产品被开发为 APEX(为极限设计的高级聚合物),并在飞机、直升机、两栖运输的部件中进行测试和验证车辆、导弹、火箭和卫星。
“Alpine Advanced Materials 拥有针对军事和商业应用的 APEX 技术的完全访问权和全球权利,”Alpine Advanced Materials 企业发展副总裁 Jon Bennett 说。 “HX5 可以像金属一样进行机械加工、涂层、涂漆、焊接和粘合,还可以使用注塑成型进行加工。”因为 Alpine 目前不允许分享很多细节,CW 已根据公开信息编制了该材料的发展历史。

图。 2 热塑性纳米复合材料支架。 导弹前毁支架的前视图显示了使用 HX5 热塑性纳米复合材料注塑成型的优势,与铝基线相比,成本降低了 93%,重量降低了 15%。来源 |阿尔派先进材料有限公司
根据洛克希德马丁公司 2013 年的 APEX 手册,HX5 与热塑性复合材料的全部工艺兼容,包括压缩成型、挤出、热成型、自动纤维铺放、纤维缠绕和 3D 打印。它还支持焊接和包覆成型等连接方法。根据 2011-2016 年发表的文章,热塑性纳米复合材料的开发由 Slade Gardner 博士监督,Slade Gardner 博士现任 Alpine Advanced Materials 首席技术顾问,之前是 Lockheed's Space Systems Co. 的 Lockheed Martin 高级制造和材料研究员。 Gardner 组建了一个团队的研究人员在 2008 年开发了 APEX 配方,并在 2009 年为客户制作了原型零件。该团队于 2010 年开始生产原型航天器硬件,包括比铝制基线便宜 93% 和轻 15% 的导弹前毁支架(图2)。 “铝制零件的生产提前期为 28 天;相反,我们在一个工作日内模制了 300 个 APEX 零件,”加德纳在 2014 年洛克希德新闻文章中说。

热塑性纳米复合材料支架的后视图。来源 |阿尔派先进材料有限公司
该团队开始致力于将注塑成型的 APEX 与长纤维复合材料相结合,以制造具有最大可负担性和高性能的混合结构。在一个应用中——下一代低成本固体火箭发动机外壳——在两个工作班次中注塑成型 40 个火箭鼻锥,以展示大规模零件的能力。 “我们的鼻锥代表了 98% 的成本节约和 99% 的交货时间改进,”加德纳说。 2011 年,APEX 被批准取代 F-35 战斗机翼尖整流罩中更昂贵的连续纤维增强复合材料。该材料还用于固定 A2100 卫星主体结构的 1,000 多个夹子,以及其他洛克希德导弹防御产品的夹子、支架和电缆桥架。
Gardner 将 APEX 材料描述为“超聚合物”的短纤维和纳米纤维增强混合物。它还被解释为一个不限于单一聚合物的平台,从而实现定制的、可制造的配方,包括与连续编织和单向纤维增强材料一起使用。 HX5 通过了飞机内饰的防火、烟雾和毒性 (FST) 测试以及 520°F/270°C 的高温性能测试。
“Alpine 计划将各种特殊材料商业化,但在可预见的未来,HX5 是我们的旗舰产品,”Bennett 说。该公司不销售 HX5 材料,而是设计和制造定制零件。 “我们正在制作 HX5 零件的原型,这些零件将被部署在许多行业中,”他补充说,并指出商用飞机和旋翼机中铝的替代品,特别关注内饰和零件以减轻重量,从而减少碳排放。 HX5 非常适合重新设计铝或传统复合材料组件以减少零件数量。
尽管首批 HX5 部件将采用注塑成型,但 Alpine 计划开发其他先进制造工艺,如包覆成型。 “Alpine 还致力于通过参与众多国防发展计划来提高美国的竞争地位,”贝内特说。
用于高超声速的纳米 CMC
纳米材料的另一个新兴应用领域是离地面更远且速度更高的应用领域:用于高超音速的纳米陶瓷基复合材料 (CMC)。高超音速是一个空气动力学术语,表示速度远大于音速,通常小于 5 马赫。更广泛地说,高超音速是一类旨在以高超音速飞行的军用武器和车辆。这种技术正在世界各地开发,包括在美国
超过 5 马赫的速度要求轻质结构材料能够承受 2480°C 的高温而不会熔化或变形,同时还能抵抗侵蚀和抛射。这意味着它们必须坚硬、具有机械韧性和抗断裂性。这些车辆还需要特定的电气和热特性来导电和/或屏蔽封闭的组件。即使是最新的金属技术也难以满足所有这些需求。
耐火陶瓷——包括金属碳化物、金属氮化物和金属硼化物——具有应对这种极端环境的轻质耐用性,但它们的合成和致密化需要高于 1980°C 的高压和高温,这使得它们耗能巨大且价格昂贵。纯耐火陶瓷也太脆了。
美国海军研究实验室(NRL,华盛顿特区,美国)正在利用其专业知识开发新型、耐高温和耐火的邻苯二甲腈树脂,以推进一种直接制造纳米晶形耐火陶瓷的潜在廉价方法。该技术使用新型聚合化合物原位合成和致密化这些陶瓷,无需在高压和高温下烧结陶瓷粉末。这一发展由 NRL 研究化学家兼高级材料部门代理负责人 Matthew Laskoski 博士领导,并在他 2018 年发表在 Vol. 5、2号海军科技未来力量 杂志。
在这个过程中,一种具有多酚类化学性质的新型富碳树脂通过球磨与金属粉末混合,球磨是纳米材料加工中常用的技术。所得陶瓷前体可以压制成圆盘、圆锥、球或其他特定应用的形状。反应性熔体渗透工艺——此类工艺通常用于生产 (CMC)——在 1370°C、无压、充氩的炉子中生产致密的碳化物。致密碳化物因此在比常规烧结和热压技术的压力低和没有压力的情况下在单步反应中形成。由于碳化物的晶体尺寸小于40纳米,所得纳米陶瓷不如粗晶材料脆。
另一个优点是热固性聚合物充当与金属粉末颗粒反应的可熔碳源。它还有助于用金属、碳纤维和二次陶瓷增强陶瓷。 (次级陶瓷的一个例子可以在图 1 (E) 中看到,其中双相复合材料包含初级陶瓷基体和次级陶瓷增强体。)由此产生的 CMC 为进一步控制机械、热、电和烧蚀提供了途径属性。
根据 Laskoski 的说法,碳化锆和碳化钛等难熔碳化物不受极高温度的影响,并且在超高速飞行过程中不受火、等离子体或大气加热的影响。然而,NRL 的聚合物衍生纳米晶陶瓷超越了碳化物,包括可以与金属反应形成金属氮化物的富氮树脂。 NRL 开发了氮化硅、氮化锆和二硼化钛复合材料,以及用坚韧的纤维增强所得 CMC 的方法。这些耐火陶瓷具有高强度、热稳定性和可变的电导率和热导率,使其能够满足高超音速飞行器部件的需求。
此类车辆的发动机吸收大量热量,必须有效地散发热量,即使是最先进的金属合金也无法在不损失强度和结构完整性的情况下做到这一点。 Laskoski 断言,金属氮化物和硼化物组件更容易解决这一挑战,而氮化硅复合材料则为高强度、抗氧化的通信天线罩提供了潜力。 NRL 正在开发增材制造技术,将纳米结构融入这些材料中,并以比目前可用材料更高的分辨率进一步调整介电、热和电磁屏蔽性能。
纳米复合材料的毒性和安全处理
由于纳米材料比人体细胞和血细胞小,人们担心其毒性,不仅来自材料制造和加工过程中的工人接触,还包括零件加工、打磨和回收时。石墨烯委员会最近发布了一个网络研讨会,美国国家职业安全与健康研究所(NIOSH,华盛顿特区,美国)讨论了这些问题并列出了其资源,包括 2018 年的三篇出版物:“在纳米材料反应堆运行期间保护工人”、“保护工人”在纳米材料的处理过程中”和“在纳米材料的中间和下游加工过程中保护工人”。
NIOSH 表示,它仅对包括碳纳米管 (CNT) 在内的少数纳米材料完成了广泛的毒理学研究。由于暴露于 CNT 和碳纳米纤维 (CNF) 的大鼠和小鼠已表现出持续的肺部炎症、肿瘤和纤维化(进行性肺瘢痕形成,导致呼吸困难),NIOSH 强调在整个纳米材料生产过程中控制工人接触很重要。从反应堆中收集纳米材料和清洁反应堆会导致潜在的高暴露。工人也可能在喷涂和机械加工(例如球磨)以及处理纳米材料以进行称重、包装和混合/复合期间接触。 NIOSH 指出,通过标准技术,包括源封闭、局部排气通风、个人防护设备 (PPE) 以及细颗粒物清洁和内务管理的最佳实践,控制工人暴露似乎是可行的。
NIOSH 建议的 CNT/CNF 暴露限值 (REL) 低于 1 μg/m 3 作为 8 小时时间加权平均值 (TWA)。可以使用诸如扫描和透射电子显微镜(SEM、TEM)之类的分析技术来确保维持该阈值。 NIOSH 特别建议对石墨使用 OSHA 允许暴露极限 (PEL) (5,000 μg/m 3 ) 或炭黑 (3,500 μg/m 3 ),而且还需要更多的研究来充分表征 CNT 和 CNF 的健康风险,包括长期动物研究和工人的流行病学研究。
“碳纳米管已经得到了很好的研究,”工作场所健康和安全咨询公司 Vireo Advisors LLC(美国马萨诸塞州波士顿)的总裁 Jo Anne Shatkin 说。 “十年前,我们不知道,但现在研究表明,我们担心的更剧烈的毒性并没有真正实现。”她指出,对碳纳米管等高纵横比纳米材料的担忧在于它们的行为类似于致癌二氧化硅和石棉纤维。 “但目前很少有 CNT 材料研究符合这种纤维范式,”她解释说。 “但是,仍然存在很多挑战。我们主要测试了原始纳米材料,未在使用时进行功能化。不确定性仍然存在,因为纳米材料在成分、形式和功能上千差万别。”所有这些因素都会影响毒性,包括使用的功能化方法和化学。 “你正在创造使 CNT 与聚合物更好地反应的特性,但我们不知道这如何影响材料与血液或体细胞的相互作用,”她说。我们还没有处于预测阶段。这就是我们现在正在探索的。我们能否提出一个标准化模型来评估所有这些变量的暴露和毒性?”
Shatkin 描述了美国测试和材料协会(ASTM,Conshohocken,宾夕法尼亚州,美国)和美国国家标准协会(ANSI,华盛顿特区,美国)正在开展的工作和正在开发的许多标准测试方法。 “ISO/ANSI TC 229 纳米技术标准制定小组有几十个测试纳米材料的标准,”她说,“以及职业健康和安全方法,例如如何进行 SEM 和 TEM 进行相对于 PEL 和 REL 的粒子分布测量。” Shatkin 指出,ISO 和 ASTM 都有一个正在制定的标准,该标准着眼于通过机械加工、打磨和其他二次操作从复合材料中释放纳米材料的风险。至少,这里已经初步开了绿灯。 Shatkin 说,行业联盟 NanoRelease 完成的工作表明,包含纳米材料的打磨和加工零件不会构成新的健康和安全威胁。 “你确实会释放纳米材料,但它们与聚合物结合,而不是游离的纳米级颗粒,”她解释道。 “因此,我们目前针对加工复合材料产生的微粒的指南就足够了。”然而,公司——尤其是那些工人和资源有限的公司——可能不会将加工粉尘视为严重的健康威胁。因此,他们可能并不总是遵循 PPE 和呼吸器的指导方针和最佳实践,更不用说防护罩和通风设备了。 But because there is still uncertainty, such complacency isn’t an option when working with nanomaterials.
Nanocomposites are indeed enabling higher performance, greater multifunctional capabilities and potentially lower-cost and lighter-weight structures for numerous applications and markets. “There is a huge opportunity for benefit with nanomaterials, and we’ve learned a lot,” says Shatkin, “but there’s still a lot of uncertainty. Our best path forward is to be cautious, minimize exposure and make sure, as much as possible, that we make manufacture, handling and use as safe as possible.”
Verifying producers and supporting developers
One of the challenges facing a dynamic, fast-maturing technology is to build trust in the supply chain. To that end, the Graphene Council is working to mature the global supply chain through its Verified Graphene Producer program. Versarien plc (Cheltenham, U.K.) is the first graphene supplier to successfully complete this independent, third-party verification system that involves a physical inspection of the production facilities and review of the entire production process and safety procedures. “We also take random samples of their products and submit them for blind testing to be rigorously characterized at the National Physical Laboratory (NPL, Teddington, U.K.), a world-class institution that follows ISO/TR 19733:2019 for Nanotechnologies,” says the Graphene Council’s Barkan. NADCAP is an analogous audit program long used by the aerospace industry for the same purpose. “Without this type of program, customers have no clue what they are getting when they buy and receive graphene products,” says Barkan. “Our Verified Graphene Producer program is an important step to provide a level of confidence in the both products and producers worldwide.”
The Graphene Council also works to improve development of graphene applications. “We connect companies with resources to help them quickly navigate products, producers, materials science and testing for faster, more successful development,” says Barkan. “We also provide independent, third-party advisory services to help companies that want to use graphene, but don’t know where to start. We not only have reach into our formal members, but also track more than 200 companies involved with graphene worldwide. We monitor what is being developed and the latest scientific and research results, helping to understand what type of graphene to use, how to functionalize and disperse it and how to test for performance.” He notes a close relationship with the Graphene Engineering &Innovation Center (GEIC) at the University of Manchester (Manchester, UK), where graphene was first discovered. “This is a rapid prototyping center,” says Barkan, “and helps us to leverage what graphene can do.”
树脂