

铸造缺陷的类型 – 完整概述
在本文中,我们将了解铸造缺陷 以及铸造缺陷的类型 .
什么是铸造缺陷?
铸造缺陷 :是金属铸造过程中出现在铸件中的不希望有的不规则现象。铸造金属中的缺陷可能由于多种原因或来自多种来源而发生。我们将在本文中介绍所有主要形式的铸造缺陷。有些缺陷可能会被忽略或容忍,而有些缺陷是不可接受的,必须加以纠正才能使零件正常工作。
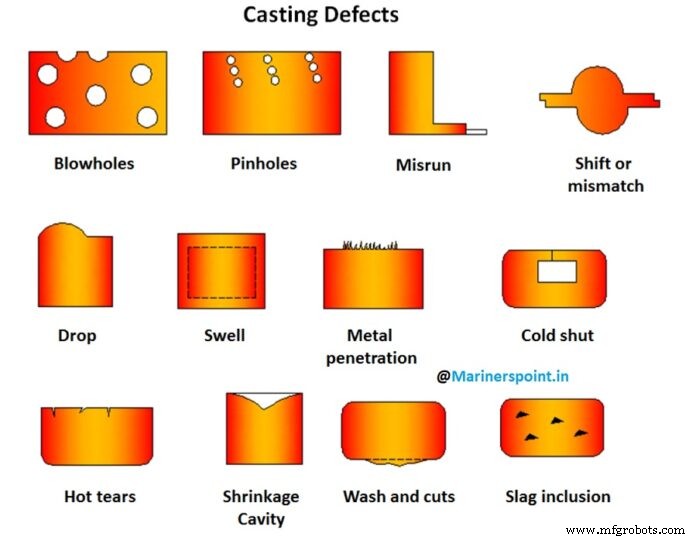
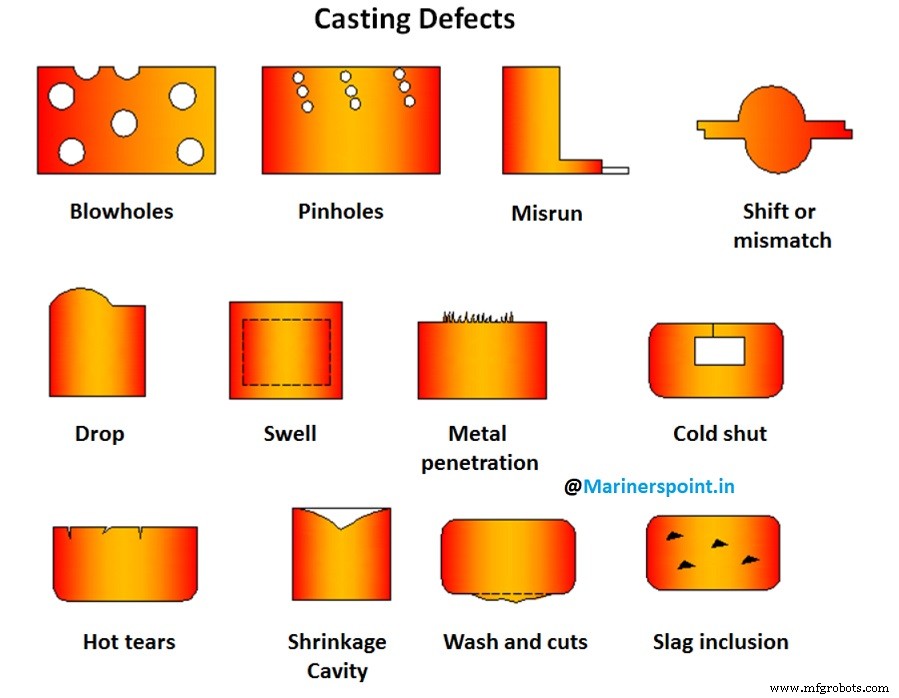
铸造缺陷的类型
特别是砂型铸造,在精心设计的铸件中存在某些缺陷,这些缺陷可以通过适当的铸造技术控制,但并非完全可以预防。然而,常见的铸造缺陷类型 找到了,下面解释其原因和补救措施。
1。班次
这是一个外部铸造缺陷 由于铸件顶部和底部的型芯错位或不匹配,通常在分型线处引起。另一个可能导致移位的烧瓶未对齐。
这些铸造缺陷可以通过确保模型或模具零件、模具箱的正确对齐、模型在模板上正确安装以及在使用前检查砂箱、定位销等来防止。
2. 翘曲
翘曲是铸件在凝固过程中或凝固后发生的无意和不希望的变形。由于铸件不同部分的凝固速率不同,在相邻的壁上会产生应力,从而导致这些区域的翘曲。大而平
筋等截面或交叉截面特别容易翘曲。
补救措施是生产具有波浪形、波纹结构的大面积区域,或添加足够的肋条或类似肋条的形状,以在所有区域提供相同的冷却速率。适当的铸件设计可以大大减少铸件的翘曲。
3. 鳍
金属的薄突起,不打算作为铸件的一部分,称为翅片。翅片通常出现在模具或型芯部分的分型处。模具和型芯组装不正确会导致翅片。模具重量不足或烧瓶夹紧不当可能会再次产生翅片。
补救措施在于在模具顶部使用足够的重量,使两个部件紧密贴合在一起,并正确组装用于铸造的模具和型芯。
4.膨胀
膨胀是金属压力导致模具型腔扩大,导致铸件局部或整体扩大。这是由于模具的不正确或有缺陷的冲压造成的。为避免膨胀,应适当、均匀地夯实沙子。
5. 气孔
气孔是一种光滑的圆形孔,在铸件表面下方以大量小孔的簇的形式出现。这些是带有光滑壁的截留气泡。气孔是由于砂中水分过多,或砂的渗透率低、砂粒过细、夯实过硬或透气不充分造成的。
为防止气孔,必须调整好砂中的水分含量,使用粒度合适的砂,捣打不宜过硬,排气要充分。
6. 放下
当模具的上表面破裂,沙子落入熔融金属中时,就会发生下落。这是由于砂的强度低和捣打软、熔融金属的助熔不足以及上槽中砂突起的加强不足造成的。排除以上因素,避免掉线。
7. 污垢
在某些情况下,污垢和沙子颗粒会嵌入铸件表面。这是由于处理不当、砂洗和熔融金属中存在熔渣颗粒导致模具压碎造成的。
通过适当的助焊剂和污垢收集器的使用,可以防止污垢进入模腔。
8. 蜂窝状或海绵状
这些是外部铸造缺陷,由许多靠近的小空腔组成。蜂窝状是由机械悬浮在熔融金属中的污垢或“皮屑”引起的,并且是由于钢包中的不完善撇渣造成的。
补救措施是通过在钢包中进行适当的撇渣来防止冲砂并去除熔融金属中存在的渣粒。
9. 金属穿透和粗糙表面
铸件中的这种缺陷表现为铸件的不平整和粗糙的外表面。由于砂的强度低、粒度大、渗透性高、捣打软,导致砂粒间的金属渗透。补救措施包括消除上述原因。
10. 沙坑
砂眼出现在铸件的外表面或内部。它们是由于松散的沙子冲入模具型腔并熔入铸件内部或熔融金属快速浇注造成的。通过适当清洁模具和小心浇注熔融金属来防止砂眼。
11. 针孔
针孔是许多小孔,通常小于 2 毫米,在喷丸清理后的铸件表面上可见。这些铸造缺陷是由于砂子含水量高、吸收了氢气或一氧化碳气体或从湿钢包浇注或气化不充分造成的。
通过使用良好的熔炼和助熔剂、降低型砂的水分含量和缓和其渗透性以及促进快速凝固可以最大限度地减少这种铸造缺陷。
12. 结痂
结痂是铸件上的一种突出物,当模具或型芯表面的流动部分抬起并且金属下方形成薄层时,就会出现结痂。换句话说,液态金属渗透到沙子的表层后面。结痂可以被识别为包含嵌入沙子的表面上的粗糙、不规则的突起。
这些铸造缺陷是由于使用了太细的砂、渗透性和水分含量低的砂,以及铸型冲压不均匀或熔融金属在砂表面上间歇或缓慢流动从而产生强烈的局部加热而引起的。
将木粉、海煤或糊精等添加剂混合到砂中是消除铸造缺陷的一个步骤。
13. 缩孔
缩孔是铸件中主要由不受控制的、随意的凝固或金属引起的空洞或凹陷。这也可能是浇注温度过高产生的。
这些铸造缺陷可以通过在模具设计中应用定向凝固原理以及明智地使用激冷、填充等来消除。
14. 热泪(拉)
它们是在金属凝固后立即出现边缘参差不齐的内部或外部裂纹。如果铸件设计不良并且发生突然的断面变化,没有提供适当的圆角和圆角半径,以及冷芯放置错误,则可能会产生热裂。不正确的浇注温度和不正确的浇口和冒口以及用力夯实也会产生热泪。
改进的设计、适当的定向凝固、均匀的冷却速度、正确的浇注温度以及对模具硬度的控制消除了热泪。
15. 冷关和误机
冷隔是由于模具型腔中的两股金属蒸汽的不完全融合或组装在一起的图案的不相等部分而在铸件中形成的外部缺陷。这些铸造缺陷可能看起来像带有圆边的裂缝或接缝。跑偏铸件是由于金属未能填充模具型腔而缺乏完整性的铸件。
冷关或跑偏的原因可能是截面和壁厚太薄、浇注系统不当、模型损坏、浇注缓慢和间歇、浇注温度低导致金属流动性差、合金成分不当等。使用较热的金属,频繁使用模型和芯盒的检查和更换以及铸件的正确设计牢记浇注的基本原则是可用于消除冷隔和跑偏铸件缺陷的一些步骤。
16. 倒短
当一次浇注时金属型腔没有完全填满,这种缺陷称为浇注不足。适当温度的钢包中的足够金属将消除铸造中的这些缺陷。
17. 内部气袋
这表现为铸件内部的小孔,是由于浇注沸腾的金属或模具中熔融金属的快速浇注造成的。金属有缺陷和质量差,以及过度潮湿的沙子也可能产生气穴。正确的金属液浇注温度、合适的金属质量和干砂在很大程度上减少了这种缺陷。
结论
我们讨论了在金属铸造过程中出现在铸件中的不良不规则性,即铸造缺陷。如果采取适当的护理和预防措施,可以最大限度地减少铸造缺陷。铸件缺陷会对整体生产产生负面影响,因此应掌握有关铸件缺陷类型的适当知识,以尽量减少它们。
工业技术