

帮助您提高生产力的最新刀柄和工件夹具创新
在金属加工方面,各种新的工件夹持和工具夹持系统为制造商提供了许多选择。以下是有助于提高零件质量和利润的新系统。
任何站在 CNC 加工中心前足够长的时间的人都会认识到高质量切削刀具的重要性。他们还知道,除非您使用有效的刀具路径以及适当的进给和速度来驱动这些钻头、立铣刀和其他铣刀,否则结果将不尽人意。
不幸的是,太多的机械师和程序员接受了加工方程式其余部分的现状。例如,他们选择使用会产生工具损坏跳动的侧锁支架,或者使用更适合用作渔船锚的疲惫的机械工虎钳。
诚然,机械师经常受前台人员的摆布,必须证明任何新的工具支出是合理的。好消息是,这项繁重的任务不一定具有挑战性。即使是生产力或零件质量的微小改进通常也足以为技术投资创造一个无可争辩的案例,正如您将在以下示例中看到的那样,投资回报通常以数月甚至数周而不是数年来衡量。
刀柄的问题
考虑刀柄。 Weldon 刀柄是由一位名叫 Carl Bergstrom 的工具制造商于 1918 年发明的,当时他发现他的另一项发明——带有 30 度螺旋槽的立铣刀——在重切削时往往会拉出。 Bergstrom 做了任何机械师都会做的事情:他在立铣刀的刀柄上磨了一个小平面,在刀架的一侧钻孔并攻丝,然后使用固定螺钉将立铣刀锁定到位。问题解决了。
一个世纪后,基本的刀具夹持需求并没有改变。事实上,它甚至更大,因为今天的机械师正在进行更重的切削和铣削比 Bergstrom 可能想象的更坚硬的材料。然而,改变的是,今天的纺锤速度比伯格斯特罗姆时代的辛辛那提斯和加文斯快 100 倍。这意味着已知的侧锁刀柄相对较高的跳动量和不平衡量会被大大放大,从而导致刀具寿命和零件质量下降。更糟糕的是,这种不平衡不可避免地会导致主轴损坏,这很容易超过对新刀架投资的任何担忧。
好消息? Weldon 平面立铣刀和侧锁刀柄的少数优秀替代品可供选择。所有这些都更加平衡,并且大多数都提供等效或更好的工具拔出阻力,并且无论您如何用力推动工具,它们都一定会改善铣削和钻孔操作。
下面举两个例子:
Heavenly 液压刀柄
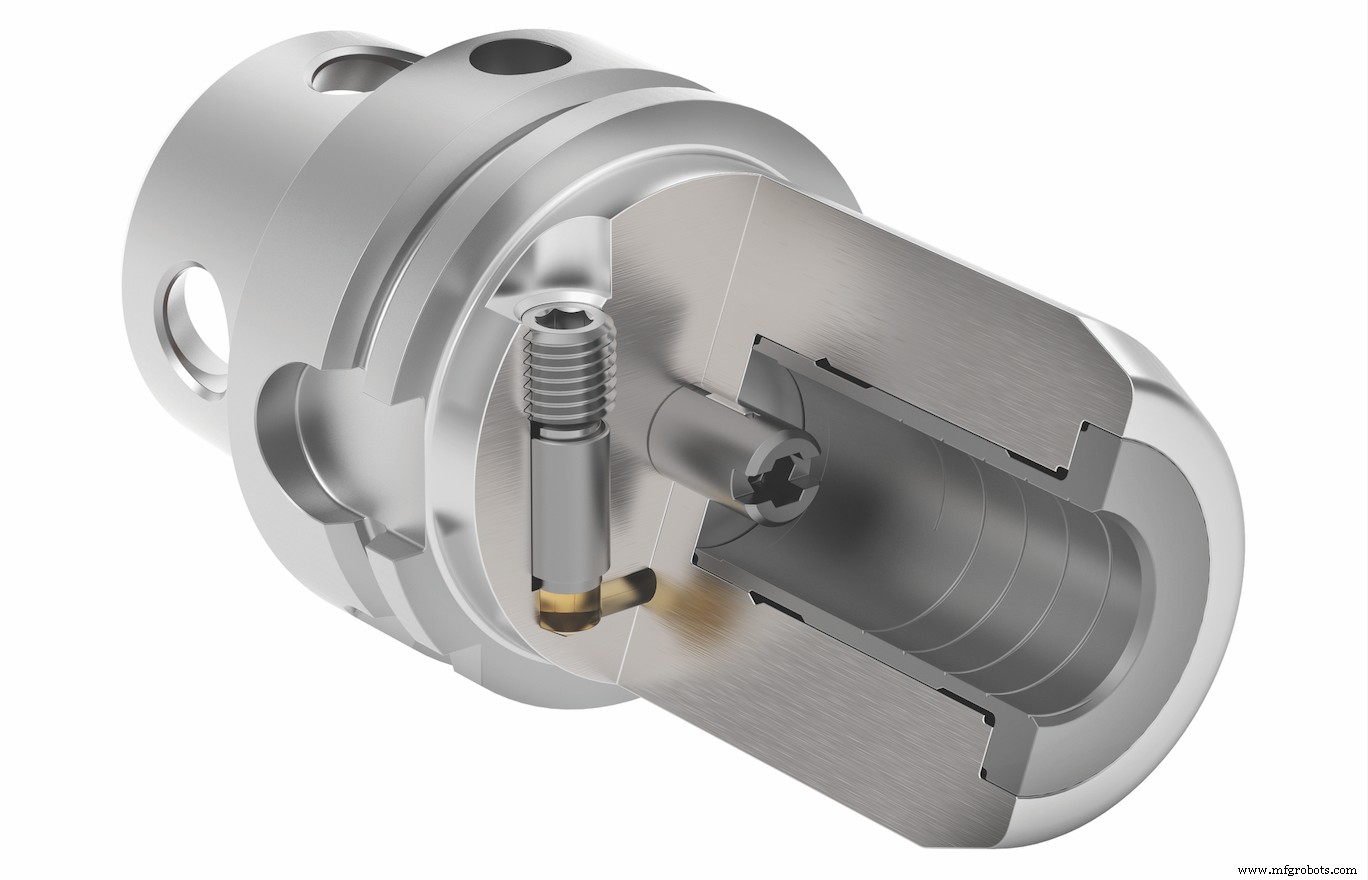
Kennametal Inc. 的刀具系统高级全球产品经理 Ronald West 解释说,该公司提供三种液压刀柄以及加长件和变径套。
由于其更高的夹持力,他推荐其中的第一个——HydroForce——作为整体立铣刀、钻孔和铰孔应用的首选,其次是用于钻孔应用的高性能和细线。他还建议选择适用于该应用的最大卡盘孔径并将其向下套入以适合工具。这降低了工具成本,增加了抓地力并最大限度地提高了灵活性,同时允许适配器用于车间中的多种其他应用。 “虽然所有 Kennametal 液压卡盘都具有相同的功能,但我认为 HydroForce 凭借其卓越的夹持力和精度成为终极刀柄,”他说。
无热风:收缩配合刀柄

无论夹持方法如何,Brendt Holden 都完全同意对平衡良好的刀柄的需求。
作为 Haimer USA 的总裁,他提供完整的刀具平衡设备系列以及广泛的刀柄选择,其中很大一部分是热缩配合。
“在感应热缩技术方面,我们是行业领导者,拥有 30 多种热缩配合机器,”他说,并补充说热缩配合工艺自 90 年代初推出以来发生了很大变化。在第一台机器使用热空气加热刀架并将孔扩大到足以放入刀具的情况下,现代热缩配合设备依赖于感应加热,这取决于刀架直径,可能只需两秒钟。 Holden 指出,热缩配合非常易于使用,精度在 3 μm (0.0001") 以内或更高,具有极高的夹持力和出色的平衡性。此外,刀柄可以配备 RFID 芯片,用于跟踪加工和刀具为那些对工业 4.0 战略感兴趣的人提供的数据。
值得注意的是,Haimer 和 Kennametal 还提供机械刀柄,例如 ER 筒夹和铣刀夹头,许多其他制造商也是如此。如前所述,重要的是测试可用选项并评估哪些选项最适合您的商店。工件夹持系统也是如此。尽管高质量、维护良好的机械师虎钳占有一席之地,但仍有更快、更强、更准确的选择。
归零
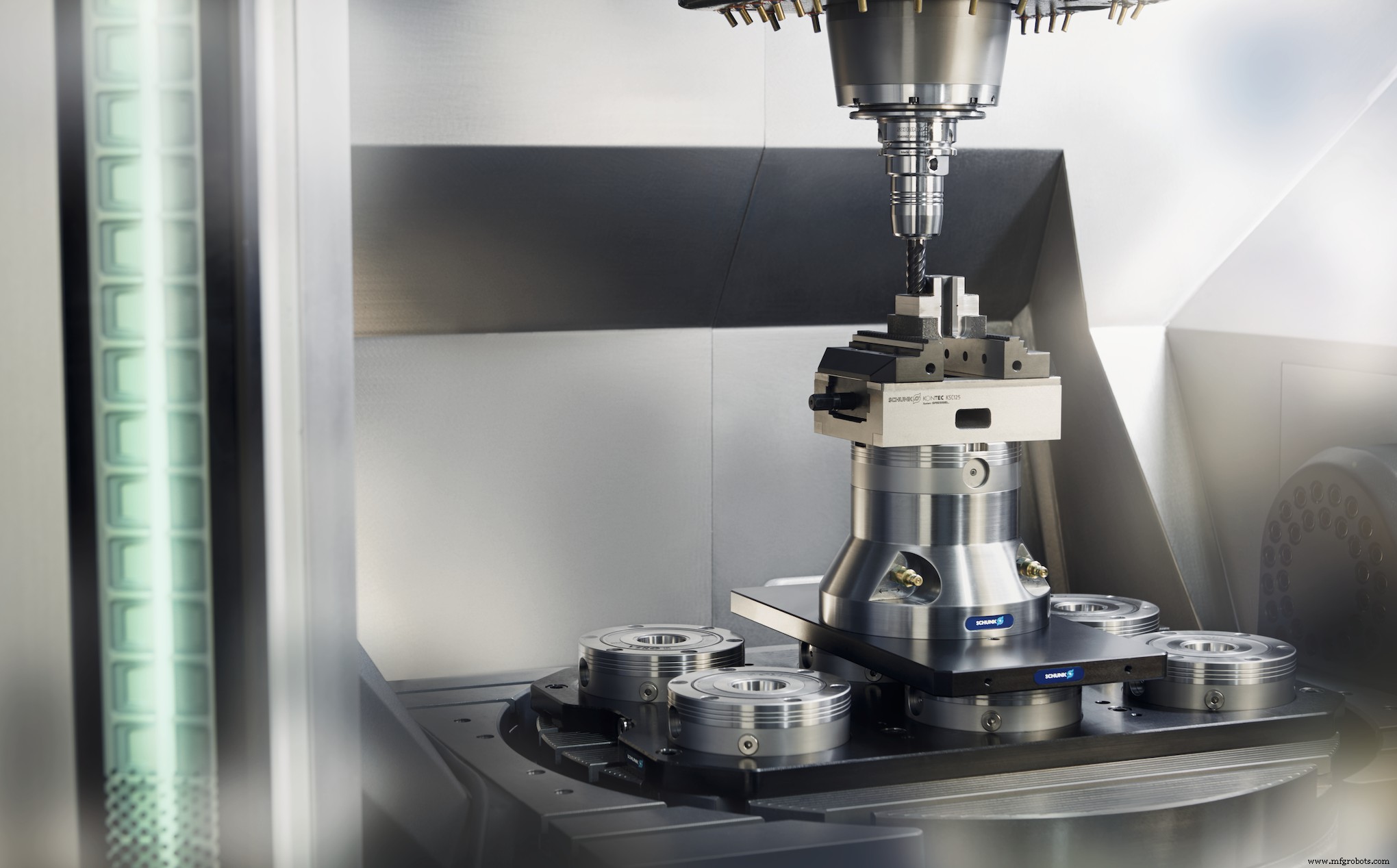
其中之一来自 Schunk Inc.,固定工件夹持团队负责人 Brad Evans 指出该工具制造商的 VERO-S 快速更换技术。你可能知道它是零点。
它使用一个类似于在任何 CNC 加工中心刀架尾端看到的固定旋钮,它可以直接连接到工件、夹具或虎钳上。这与卡盘机构配合使用,卡盘机构又用螺栓固定在机器安装的底板上。该系统提供 <5 μm (0.0002") 标准的位置重复性和 2 μm 的 SPG 夹紧销。提供空气和手动激活,并且根据零件尺寸,即使单个 VERO-S 卡盘也足以牢固地固定一个工件。也就是说,如果尺寸允许,两个或更多是首选方法。Schunk 网站宣传了 1,000 多种夹紧变体。
托盘实力
“在码垛应用中使用 VERO-S 系统非常普遍,”Evans 说。 “在这里,您可以将虎钳或夹具安装到托盘上,在托盘底部安装一些零点旋钮,然后使用 VERO-S 将整个东西夹在桌子上。此选项在 5 轴加工中心中特别受欢迎。操作员可以在几秒钟内更换托盘,或者如果机器连接了机器人,则可以完全自动更换工件和/或托盘。我知道有客户设置了一个包含 30 或 40 个托盘的书架,并且整个周末都在无人看管的情况下运行他们的 5 轴机器。我们还看到一些商店将 RFID 标签附在托盘上,然后对其进行扫描以调出零件程序和刀具偏移信息。无论人们如何使用它们,零点和码垛都是设置和循环时间的巨大节省时间。”
接受挑战
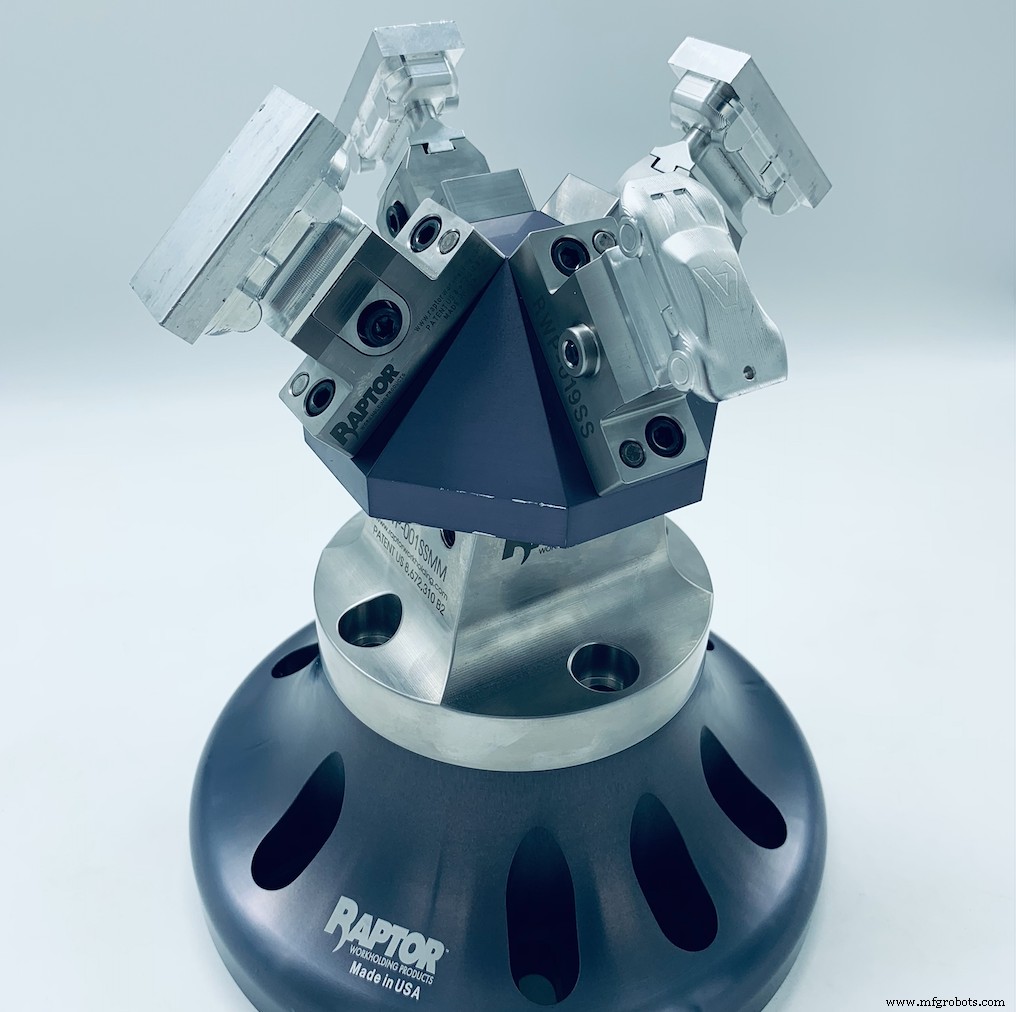
Raptor Workholding Products Inc. 的销售和营销副总裁 Ray Strickland 对 5 轴加工了如指掌。
该公司以其广泛的燕尾固定装置、立管和适配器系列而闻名,所有设计均具有 5 轴工作所需的高延伸距离和紧凑的占地面积。斯特里克兰说,最近最大的需求来自希望将更多零件挤到机器台上的商店。 “几年前,我们发起了 Raptor 720 挑战赛,”他说。 “一个月有 30 天,每天 24 小时,我们的目标是帮助商店在尽可能多的时间内保持主轴转动。我们现在有几个客户每月运行时间超过 680 小时。”
Strickland 将这一成功归功于 Raptor 托盘式多夹具的使用。得益于独特的设计,客户可以将十几个或更多零件装载到 5 轴铣床上,然后在该班次后甚至第二天返回完成工件。并且由于该公司即将发布的零点夹持产品系列,操作员将能够在几秒钟内更换整个夹具。 “这一切都是为了让机器在你不在的时候忙着制造芯片,”他说。
您是否在使用最新的刀具夹持和工件夹持创新?
在金属加工方面,新的工件夹持和工具夹持系统为制造商提供了许多选择。
这些新系统有助于提高零件质量和利润。
你正在采用哪些?参加我们的民意调查,分享您的见解。
您正在使用以下哪些技术?
您如何充分利用最新的刀具夹持和工件夹持系统?在下面的评论中分享您的想法和见解。
工业技术