

优化砂型铸造模式设计
客户几乎看不到砂型铸造最重要的部分,因为那是模式。该图案是在沙子中形成空腔的原因,随后填充有熔融金属。获得正确的图案设计,砂型铸造工艺可以生产出需要最少加工的优质零件。弄错了,您将永远与铸造缺陷、低良率和客户投诉作斗争。
在沙子上打个洞
与需要用大块钢加工的精密模具的压铸不同,砂型铸造只需要沙子、两个盒子和一个木纹。这使其成为中小批量订单的经济流程。
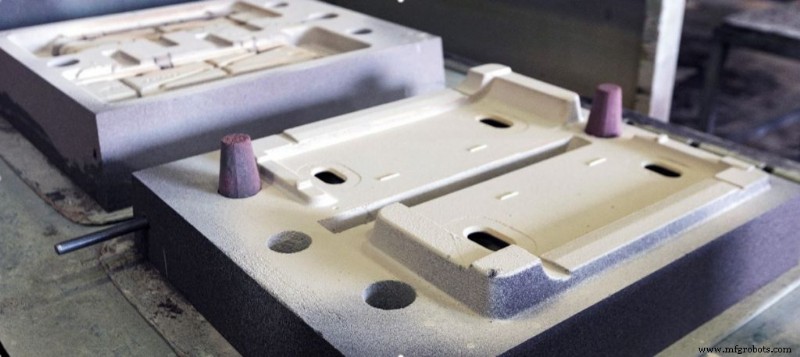
该图案名义上与成品零件的尺寸和形状相同,并进行了调整以适应砂型铸造工艺和浇注金属的特性。此外,浇口、流道、浇口和冒口都必须包括在内。这些是金属流入砂中由图案形成的空腔的通道。
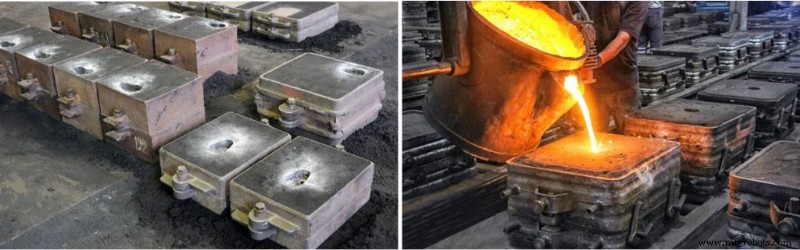
砂型铸造用的砂子装在两个盒子里。去除图案后,这些图案将一个叠放在另一个之上。下面的盒子,即阻力,总是有一个由图案形成的空隙。它还会有金属流入的通道。
上箱,上箱,可能没有形成任何形状,在这种情况下,它被称为“平背”。然而,大多数复杂的铸件确实需要在上型件中形成部分形状,这会在铸件中产生裂口和分型线。
模式注意事项
在设计和制作花样时有几点需要考虑。
- 在不损坏沙子的情况下释放花样 - 通过给花样的侧面提供一个拔模角而不是垂直来实现。
- 型腔填充顺畅 - 浇口通常定位为使型腔从底部填充,是限制金属流入速度的开口。最佳填充速度没有湍流或气泡,并且金属在到达所有内角之前不会冻结和表面。
- 收缩和变形容限 - 金属在冷却时会收缩,因此要生产所需尺寸的零件,图案必须产生稍大的型腔。此外,金属不会在任何地方都以相同的速度冷却。
- 冒口尺寸 - 冒口是上箱中的一个开放区域,是最后填充的部分。这提供了空腔已满的视觉指示。它还会形成一个熔融金属储层,当金属冷却和收缩时,它会流回型腔。
规划如何铸造零件
首先要考虑的是确保图案没有在填充空腔时留下空气可能被困住的口袋。实现这一目标的一种方法是将立管置于最高点。不过,砂型铸造的一个特点是,与压铸不同的是,被困的空气可以在很小程度上渗透到砂中。
当铸件从沙子中出来时,它会附上浇口和立管。在加工零件之前必须将它们切断。
分体式铸件将在外围有一条分型线。应对和阻力配合方式以及图案放置的公差意味着铸件的上半部和下半部之间可能存在小的偏移。
铸造团队将在制作模型之前与零件设计师合作,以尽量减少这些特征对加工和最终零件的影响。
一切都与模式有关
砂铸零件只能与图案允许的一样好。需要大量经验才能从流程中获得最佳效果。在鹰普,我们的砂型铸造专业知识享誉国际。如果您想了解我们如何为您铸造零件,请联系我们 .
工业技术