

定型耐火材料的生产工艺
定型耐火材料的生产工艺
耐火制品可以是有形的(成型的)或无形的(整体式/浇注料)。它们可以由酸性、中性、碱性或复合材料制成。用于生产耐火材料的材料可能含有也可能不含添加剂。进一步成型的耐火材料可以制成多种形状,通常称为耐火砖。耐火材料生产过程中使用的典型生产流程见图1。
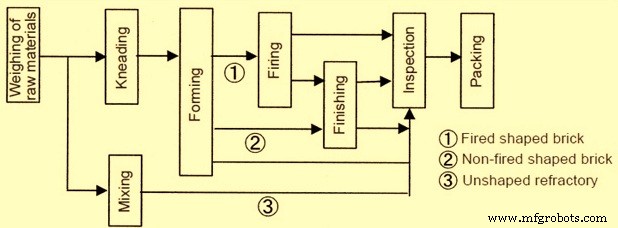
图1 耐火材料生产流程典型流程
无定形耐火材料通常不是作为耐火材料从耐火材料制造厂发出的,而是作为耐火材料在使用现场经过混合、成型、老化、干燥和预热等后成为耐火材料。这意味着在无定形耐火材料的情况下,生产定形耐火材料的一部分过程转移到使用地点。
耐火砖制造的基本面并没有随着时间的推移而改变。然而,技术进步使现代砖厂的效率大大提高,并提高了产品的整体质量。这些耐火材料的制造基于了解哪种化合物和矿物的组合将为生产的耐火材料提供所需的性能,例如耐火度、热稳定性、耐腐蚀性、热膨胀和其他重要品质。对原材料及其特性的更全面的了解、更好的烧制控制、改进的用于烧制生耐火材料的窑炉设计以及更先进的机械化,都为耐火砖行业的发展做出了贡献。
制造给定耐火材料的技术目标是获得其用于预期应用的性能和性能。为了实现这些目标,耐火材料制造的基本组成部分包括正确选择原材料、加工方法以及在制造过程中保持技术参数。制造的洞察力与相组成和微观结构(统称为材料特性)的特征有关,这些特征是通过加工发展起来的,它们决定了产品的性能及其在使用过程中的行为。
原材料
选择好的原材料是开发和生产出满意的耐火制品的关键。原材料特性直接和间接影响重要的耐火材料特性。生产高性能耐火制品的原材料至少要符合以下六种不同的特性。
- 足够的初始粒度
- 密度/孔隙率
- 主要矿物/氧化物份额
- 可还原氧化物和/或助熔氧化物的限制
- 重要氧化物的摩尔平衡
- 主要矿物/氧化物的晶体尺寸
耐火材料的密度、孔隙率、渗透率、抗压强度、断裂模量和弹性以及抗热震性等不同性能主要取决于原料和耐火材料的生产工艺。
用于制造耐火材料的原材料包括不同类型的粘土(天然或煅烧形式)、熟料(也称为熟料)、加工原材料(煅烧、烧结、烧制或熔融),也称为基质化学品的添加剂(可以是固体、液体或胶体形式),以及粘合材料等。
原料加工
耐火材料制造的原料加工包括以下步骤。
- 粉碎和研磨
- 筛分或分级
- 杂铁的磁性分离
- 批量称重
- 批量混合
根据耐火材料配料组成所需的粒度,在初、中、细破碎/研磨单元中进行破碎和研磨作业,以满足原料不同粒度的要求。对于初级破碎和最小粒度为 10-12 毫米,通常使用颚式破碎机和旋回破碎机。辊式破碎机、盘式破碎机、冲击式粉碎机和各种类型的锤式粉碎机用于二次破碎,以实现大约 4 毫米的最小粒度。不同类型的粉碎机,如归因磨机、球磨机、棒磨机和管磨机等,用于细磨至最小尺寸为 200 目。振动磨、气流磨、微粉机等用于一些特殊产品,对一些原料的超细粉要求可达10微米甚至更小。
粉碎粉碎后的原料,根据生产中耐火材料的要求,筛分或分级成不同粒度级分。这是通过使它们通过振动筛或旋转筛或空气分级器来实现的。在振动筛的情况下,根据需要将一组筛子固定在振动框架中,以便在操作中获得几个部分。旋转筛是一个旋转圆筒的形式,由几个尺寸的筛子串联组成,设置在一个共同的倾斜轴上,设置中较大的开口朝向底端或排放端,而最小的开口在上端或进料端。这种类型的筛子适用于主要分级较粗的部分。空气分级是针对细小部分进行的。空气分级机适用于细小颗粒,直径低至几到 10 微米。对于分离,离心或“旋风”类型很常见。在这里,较大的颗粒被重新循环到系统中,而细小的颗粒被送入筒仓。
进行尺寸分类以将不同尺寸的部分转移到不同的存储箱中,并且可以使用任何方便的层数和任何选定的筛网尺寸或网目数集来进行。小物质颗粒可能是不规则的,形状呈锯齿状,或伸长或扁圆形。标准屏幕使用方形开口。他们会通过并阻止他们想要的。如果尺寸更细,筛网会变得粘稠,并且可能会出现筛网致盲现象,从而阻止部分或全部更细的颗粒通过。当对更精细的材料进行筛选时,这是一个常见的观察结果。这就是干筛很少用于精细尺寸的原因。湿法(即浆液)筛分可以减轻分类目的的盲区。
来自破碎和研磨材料的游离铁或杂铁通过磁选从材料中去除。在磁选机的帮助下去除铁屑,磁选机是滑轮式或悬挂式,带有永久磁铁或电磁铁。待除铁的粉碎物料或者放在经过磁辊的移动皮带上,或者直接落在旋转的磁辊上,单个或串联,一个在另一个之上,用于除铁。
耐火砖是批量生产的。一批原料由所需数量(比例)的细、中、粗部分组成。批量称重车通常用于从存储箱中以适当大小的部分提取准确数量的所需材料。如果是小批量,通常使用称重机手动完成。
使用合适的混合器彻底混合称重的材料。有几种类型的混合器可用于批量混合材料。这些是盘式混合机、槽式混合机、鼓式混合机、搅拌机和逆流混合机等。通常,对于半干法和塑性成型工艺,火粘土耐火材料的批次在槽式搅拌机和搅拌机中混合。逆流式混合机适用于高铝或碱性耐火材料的干法加工,特别是水分含量小于10%的混合料。
用于制造耐火材料的混合和捏合机通常有两种类型,即(i)固定容器式和(ii)驱动容器式。用于生产耐火砖的混合和捏合机专用于干法和半干法压制,因为粘合剂的用量最少。因此混合和捏合机配备了搅拌叶片或研磨轮。
成形或成形
耐火砖是通过各种方法形成的,包括手工成型或在包括压力机在内的不同类型的成型和成型机中。所采用的成型类型取决于耐火材料的形状和尺寸及其数量。广义的模压/压制方法可分为三类,即(i)半干压或硬泥工艺,(ii)塑料成型或软泥工艺,以及(iii)干压工艺。成型的砖称为青砖。
在硬泥或挤压过程中,水在 10% 到 15% 的范围内被混合以产生可塑性。混合后,耐火混合物通过一个保持 375 毫米至 725 毫米汞柱真空度的脱气室。脱气去除气孔和气泡,使耐火混合物增加可加工性和可塑性,从而提高强度。此后,将耐火混合物通过模具挤出以产生混合物柱。随着混合柱离开模具,可以施加纹理或表面涂层。然后,自动切割机切开混合柱以创建单独的砖。必须仔细计算刀具间距和模具尺寸,以补偿干燥和烧制过程中发生的正常收缩。大多数耐火砖通常采用挤压工艺生产。
软泥或塑料成型工艺特别适用于含有过多水的耐火混合物,无法通过硬泥工艺挤出。将耐火混合物混合至含有 20% 至 30% 的水,然后在模具中成型。为了防止耐火混合物粘连,模具用沙子或水润滑,以生产“沙击”或“水击”砖。用这种方式可以用机器或手工生产砖。
干压是在重型压机中的高压下实现的,甚至是通过摇晃和压制作用实现的,特别是对于细粒混合物。该工艺主要适用于塑性极低的耐火混合物。耐火混合物与最少量的水(最多 10 %)混合,然后通过液压机或压缩空气柱塞在 3.4 MPa 至 10.3 MPa 的压力下压入钢模中。
烘干和烧制
来自成型机或切割机的湿砖含有大量水分,具体取决于成型过程。在烧制过程开始之前,大部分水将在干燥室中在大约 40 摄氏度至 200 摄氏度的温度范围内蒸发,以将水分含量降低到优选小于 1% 的水平。干燥时间的长短随耐火混合物的不同而不同,一般在 24 至 48 小时之间。虽然可以专门为干燥室产生热量,但通常由窑的废热提供,以最大限度地提高热效率。在所有情况下,必须仔细调节热量和湿度,以避免生砖开裂。难以处理的较大砖块在热地板上干燥,并由废气或蒸汽从下方加热。
耐火砖和型材生产的最后一道工序是烧制。在烧制过程中,砖被加热到所需的温度,并在该温度下保持一定的时间,以便浸泡以使砖适当成熟。
有几种类型的熔炉/窑炉被使用。炉/窑大致可分为间歇式、半连续式和连续式。最常见的类型是隧道窑,其次是间歇窑。燃料可以是石油、天然气或煤,或这些燃料的组合。
间歇式窑是装载、烧制、冷却和卸载的窑,之后重复相同的步骤。根据允许热窑气体循环的规定模式将干砖放置在这些窑中。这些窑炉通常是下风式窑炉,仅用于小型制造单位。下风式窑设计用于容纳一大堆耐火砖。这些要么是圆形的,要么是长方形的,在窑周围设有许多火箱(用于燃煤)或燃烧器端口(用于燃气或燃油)。屋顶的高度是这样设置的,以便容纳在屋顶下方的砖堆上方留空的空间内的燃烧气体体积。烟气与火焰一起被引向屋顶,然后通过设置在地板和下方的通道和烟道向下反射。在这样的窑中,热量损失是巨大的,因为燃烧气体在没有执行任何附加功能的情况下进入烟囱。此外,由于窑的间歇性,每次烧窑时都会在加热炉结构时损失大量热量。这种窑的热效率较差,在15%左右。
半连续窑有环室窑和梭式窑。连续窑为隧道窑。连续窑是耐火材料行业最常见的窑炉,因为温度分布沿隧道长度保持,砖在轨道上的隧道内移动。
将异型砖装入窑车或窑炉的过程称为劈砖。窑车上砖的数量由窑的大小决定。砖优选地通过机械方式放置。镶嵌图案对外观有一定影响。面对面放置的砖比交叉设置或面对面放置的砖颜色更均匀。
砖的烧制时间在 10 到 40 小时之间,具体取决于窑炉类型和其他变量。在隧道窑中,装载到窑车上的砖块在穿过隧道时会经过不同的温度区。每个区域的加热条件都经过精心控制,窑炉连续运行。
烧制可分为五个一般阶段,即 (i) 最终干燥(蒸发游离水)、(ii) 脱水、(iii) 氧化、(iv) 玻璃化和 (v) 闪蒸或还原烧制。除了闪蒸外,所有这些都与窑内温度升高有关。虽然实际温度因耐火混合物的种类而异。
当温度升高时,耐火混合物通常会缓慢软化并逐渐熔化或玻璃化。玻璃化使混合物变成坚硬的固体物质,吸收率相对较低。熔化分三个阶段进行,即 (i) 初熔,当混合物颗粒变得足够柔软以在冷却时粘在一起时,(ii) 玻璃化,当发生广泛的熔剂并且该物质变得紧密、固体和不吸收时,以及 ( iii) 粘性熔合,当混合物质分解并熔化时,导致变形的砖块。烧制过程的关键是控制窑内的温度,以使初熔和部分玻璃化发生,但避免粘熔。温度变化率必须小心控制,并且取决于原材料以及所生产砖块的尺寸和固化程度。窑炉通常配备温度传感器以控制各个阶段的烧制温度。接近尾声时,砖块可能会闪烁以产生颜色变化。
在温度达到峰值并保持规定时间后,冷却过程开始。隧道窑的冷却时间很少超过 10 小时,间歇式窑的冷却时间为 5 至 24 小时。冷却是砖制造的一个重要阶段,因为冷却速度直接影响砖的颜色。冷却后的砖块进行检查、分类、分级和包装发货。
制造工艺