

钢坯连铸的重要方面
钢坯连铸的重要方面
钢坯连铸是一项对多种因素敏感的操作。应以适当的控制和稳定的方式进行,以生产出具有良好钢机械性能的安全铸造产品,并确保以有限的延迟进行连续的过程。该工艺需要对操作参数进行良好的控制,才能生产出完好、连续的坯料。
钢坯连铸的重要方面是(i)钢坯质量,(ii)机器的生产率,和(iii)生产成本。有必要优化性能参数以实现高生产率和所需的钢坯质量,同时降低运营成本。机器可用性和工艺可靠性是钢坯连铸过程中的重要因素。
方坯的连铸是一个高度灵活的过程,操作员要对不断变化的要求做出极快的反应。钢坯连铸机所需的钢材质量范围从简单的结构钢(螺纹钢)到用于汽车行业和其他工程应用的最先进的“特殊棒材质量”(SBQ),以及高级线材产品如软钢丝、预应力混凝土增强钢丝、轮胎帘子线等。
在连铸过程中,铸钢坯的质量、热应力、表面缺陷和裂纹的形成高度依赖于整个连铸坯的温度分布。通常主要关注表面温度,尤其是拐角温度分布。然而,从工艺角度来看,与冶金长度和伸直过程密切相关的铸坯型芯温度分布也非常重要。因此,铸坯温度场的监测、预测以及二冷策略的控制和优化任务是方坯连铸机操作人员的首要任务。
钢的凝固是从液态转变为固态的过程。这个过程伴随着液体体积的减少和固相体积的增加。在钢凝固过程中,形成了晶体结构,并发生了所形成的晶体的生长。从钢液中析出的结晶称为初晶,形成的组织称为初晶。形成的初级结构会影响钢在塑性加工过程中的进一步行为,并在一定程度上影响成品性能。
结晶在固态的自由能低于液态的温度下开始。在一定温度下,液态物质的自由能等于固态的自由能,同时物质既以液态又以固态存在。该温度称为平衡态温度或理论结晶温度,这种状态称为平衡态。高于平衡态温度,处于液态的物质具有较低的自由能,低于此温度的相同物质具有较低的固态自由能。因此,只有当冷却液的自由能低于平衡态的自由能时,才可能开始结晶。
需要将液体冷却到理论结晶温度以下,称为液体过冷,过冷的大小称为过冷度。然而,结晶过程开始的温度称为实际结晶温度。钢水是多组分溶液,以上考虑仅涉及纯物质,因此还需要考虑本构过冷效应。
结晶的第一阶段是晶核的形成,以及新的核-液界面的形成,之后形成的核可能会长大并增大其尺寸。在较低的过冷度下,液体的自由能与形成核的自由能之间的差异很小,因此形成了少量的核。然后由于成核速率低于核生长速率而形成粗粒结构。随着过冷度的增加,液体自由能与形成固体核的自由能之差增大,从而导致成核速率和晶核生长速率增加。在这种情况下,成核率的增加高于核生长率的增加。形成大量晶核,生长趋势小,凝固钢组织细晶粒。
凝固过程的知识对于钢连铸过程的操作很重要,因为(i)它可以确定最危险的地方的凝固层的厚度,例如模具出口处,(ii)它能够确定铸坯路径的长度,并且(iii)它能够确定影响其化学不均匀性的铸坯凝固速率。固化层的厚度通常通过简化的方法确定,公式 d =k.(t)???,其中 d 是固化层的厚度,以毫米为单位,t 是以分钟为单位的时间,k 是凝固系数,也称为凝固速率常数,以毫米/分钟为单位 凝固速率常数基本上取决于三个因素,即 (i) 铸坯横截面的尺寸,(ii) 钢的过热温度超过液相线温度,以及(iii)铸钢的化学成分和冷却强度。
影响铸造速度和机器生产率的因素
生产率随着铸造速度的增加和横截面积的增加而增加。铸造速度受以下几种不同现象的限制。
- 随着施法速度的加快,半月板处的过度水平波动和波浪会变得更糟。这可能会导致表面质量问题,甚至贴纸破裂。这个问题可以通过改变喷嘴设计(使流动更向下或可能通过增加底部垂直端口)、施加电磁力、改变模具助熔剂以及使用其他方法来控制模具中的流动模式来解决。
- 过大的轴向应变可能是由克服凝固壳和模具之间界面处的摩擦所需的振荡力和撤回力引起的。相关的横向裂纹和爆裂可能会限制铸造速度,特别是如果存在未对准、过度锥度或不连续的液体助熔剂层。如果脱模剂的液体层可以在整个模具表面上保持连续并且对齐良好,则应力很小。
- 模具下方液体池的铁静压力可能会在薄壳中产生过多的膜应变。如果外壳在模具出口处不够厚,这可能会导致裂缝和破裂。对于大量等级,临界壳体厚度约为 3 mm。这可以通过任何可行的施法速度轻松实现,这表明其他标准更为重要。
- 外壳生长的任何局部不均匀性都可能导致外壳局部变热和变薄,即使外壳平均高于临界厚度,也可能引发纵向裂纹和爆裂。这个问题可以通过在初始凝固、振荡实践和锥度设计期间优化模具助熔剂行为来解决,这样助熔剂润滑是连续的,初始热通量低且均匀,模具壁锥度与外壳收缩曲线相匹配。包晶钢种和奥氏体不锈钢最容易受到这个问题的影响。流动的钢射流产生的过热也会导致这个问题,尤其是在使用浸入式分叉喷嘴进行铸造时射流撞击的表面附近。
- 模具下方的钢绞线过度鼓胀会导致各种内部裂纹,如果鼓胀严重,甚至会出现断线。可以通过选择足够的支撑辊、保持辊对齐、控制模具下方的喷雾冷却以及避免辊间距、喷雾或铸造速度的突然变化来控制鼓胀。
- 对于给定的截面厚度,铸坯中心最终凝固点弯月面以下的距离与浇铸速度成正比增加,并限制了最大浇铸速度。割炬切断和轧辊支撑系统必须扩展以适应冶金长度的增加。与直觉相反,这种冶金长度并不能通过增加喷雾冷却强度来显着缩短。
- 在喷雾冷却区末端以下对铸坯进行再加热会产生内部拉伸应力和热裂裂纹,这些裂纹会随着连铸速度的增加而加剧。这种理解融入了 Brimacombe 及其同事的开创性工作,为喷洒区提供设计标准。必须延长喷雾冷却区以避免这些裂缝。
- 还有许多其他特殊的质量问题,有时会限制施法速度。例如,在超低碳钢中,需要一个相对较慢的铸造速度上限,以减少由于弧形铸模内径上的氩气气泡夹带造成的铅笔管和其他气泡缺陷。在这种情况下,只有通过仔细改变操作条件以避免关注的特定缺陷,才能提高铸造速度。
显然,要提高连铸工艺的铸造速度,需要仔细考虑许多不同的现象。上面的列表表明必须满足八个不同的标准,其中任何一个都可能限制给定操作的铸造速度。
高温下钢的力学性能
为了使钢坯连铸机平稳运行,机器操作人员必须了解钢在高温下的力学性能,如下所述。
- 钢的热延展性 - 钢在特定温度范围内的延展性降低,这对裂纹的形成具有重要意义。图 1 示意性地显示了钢的热延展性降低的温度区及其相应的脆化机制。很明显,存在三个延展性降低的区域。其中,高温区和低温区对连铸中的裂纹形成有很大贡献。中温区很少会导致连铸中的开裂。
- 低延展性的高温区在固相线温度的 30 摄氏度至 70 摄氏度范围内有效,其中钢的相关断裂应变小于 1%。延展性损失与凝固枝晶界面处硫 (S) 和磷 (P) 的微观偏析有关。这种溶质富集会局部降低固相线温度,从而产生低于对应于平均成分的整体固相线温度的“零”延展性温度。在该温度区施加到钢上的拉伸应变导致枝晶分离,由此产生的断面呈现出光滑的圆形外观,这是液膜破坏的特征。锰 (Mn) 的存在是有益的,特别是当 Mn/S 比大于 20 时,因为它优先与 S 结合形成危害较小的 MnS 沉淀物,从而最大限度地减少液膜形成。增加 S、P、Sn(锡)和 Cu(铜)的含量都会降低延展性,延展性已被证明对应变率和随后的热处理相对不敏感。通常在连铸坯中观察到的裂纹是在该低延展性区域形成的。因此,从表面到裂纹的深度变得非常重要,因为它表明了裂纹形成时的壳厚度。
- 连铸坯的低延展性低温区出现在Ar3温度以下的奥氏体-铁素体两相区。它对应于图 1 中的“E”区。脆化机制通常归因于沿奥氏体晶界形成的初生铁素体薄膜中的应变集中。铁素体比奥氏体更易延展,强度更小,因此会削弱组织。 AlN、Nb(CN) 和 BN 等析出物的存在通过提高应变集中和使晶界铁素体脆化而进一步加剧了该问题,每种析出物都会形成一个微孔。此外,由于氮化物在铁素体中的溶解度远低于在奥氏体中的溶解度,初生铁素体促使晶界优先析出。当口袋使初生铁素体成核时,延展性最低,首先在奥氏体晶界处连接成连续薄膜。根据该机理,该先共析铁氧体膜的厚度是延展性的控制因素。随着较低温度或较长的保持时间,铁氧体薄膜的厚度增加是延展性改善的原因。发生延展性损失的温度范围在 500 摄氏度到 900 摄氏度之间。
- 在通过连铸机的过程中,凝固的铸流会受到不同的热条件和机械载荷,这两者都会导致应力和应变的产生。对于在某个地方发生的开裂,要满足两个条件:(i)应力/应变状态本质上是拉伸,以及(ii)超过钢的断裂强度或失效应变。
- 控制热应力产生的一个基本原则是,它要求自由膨胀或收缩受到约束,或者材料中的梯度是非线性的。在钢的连铸中,铸坯中的条件接近广义平面应变,这允许一些纵向膨胀(在铸造方向上),最大限度地减少纵向应力和应变的产生。此外,与横向平面中的热梯度相比,纵向热梯度非常浅。因此,需要纵向应力或应变分量的横向开裂很少与不利的热条件相关联,并且几乎总是源于机械。然而,在横向平面中,自由膨胀受到更大的限制,再加上陡峭且经常是非线性的温度梯度,会产生高横向热应力。此外,热提取率的突然变化会导致热梯度发生变化,主要是在表面。这些区域的优先膨胀或收缩也在横向平面中产生应力。由于凝固线中的高温,这些应力会因蠕变而迅速松弛。然而,如果产生的应变相对于断裂应变过大并且如果在性质上是拉伸的,则可能导致纵向裂纹。由于模具中的不均匀冷却或冷却喷雾导致的偏斜度在钝角拐角处或坯料的偏角区域产生拉伸应力,这可能导致纵向拐角裂纹或偏角裂纹。再加热模具下方的钢坯表面或冷却喷雾也会导致表面层的膨胀,这会在钢材具有较低延展性的凝固前沿施加拉应力。如果模具内的坯料角部有粘结,那么在面的某些位置过度冷却会导致局部张力和纵向凹陷和开裂。弯月面区域或顶部冷却喷淋区的过冷会产生表面拉伸应变,从而导致纵向表面裂纹。
- 凝固线中有许多机械应力来源。粘在模具中、润滑不当、振动条件或锥度过大都会导致拔出力作用在钢绞线上。这会产生轴向拉伸应力和应变,这些拉伸应力和应变集中在壳体的局部薄区域,例如振动标记处,从而导致横向凹陷或横向裂纹。凝固前沿处的应力,即钢具有最低延展性的位置,在最大凸出位置处为压缩应力,而在凝固前沿处轧辊下方的拉伸处,随着凸出的挤压发生。如果锥度不足,则模具下部区域的外壳凸出会导致偏角位置的铰接作用和凝固前沿处的拉伸应变。
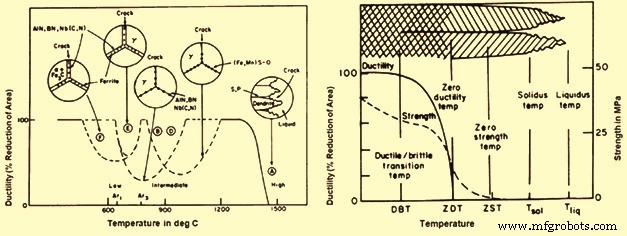
图 1 钢的热延展性和力学性能降低的温度区
链的固化
凝固钢坯内部的热流过程,例如过热的提取和凝固壳的生长,都会影响铸坯的质量。从质量的角度来看,了解固体壳中的温度分布是很有价值的,因为它揭示了是否存在快速变化的热梯度,这些梯度会产生应力和裂纹。二次冷却以下的钢坯表面再加热就是一个例子。
通常过热主要在模具中提取。这一点很重要,因为过热和铸坯中的等轴区之间有很强的联系,这是由于自由移动的微晶的行为。因此,模具中的热量提取受几个变量的影响,会影响内部结构,从而影响内部裂纹的存在以及中心线偏析和孔隙率的严重程度。
壳型材在获得无表面或内部裂纹的优质铸坯方面具有特别重要的用途。通常所有的裂纹都形成在靠近凝固前沿的低延展性区域(在固相线温度的 50 摄氏度到 100 摄氏度范围内)。因此,裂纹与表面的距离是裂纹产生时壳厚度的直接度量。
图 2 显示了外壳厚度和中间面温度的轴向剖面示例,其中显示了中途裂纹形成的大致位置以及在铸坯喷射下方再加热的位置。裂纹形成的大致轴向位置如图所示靠近二冷区出口,低于二冷区中部温度急剧回升。快速再热导致在靠近凝固前沿的低延展性区域产生拉应力。因此,为了防止这些裂缝,喷雾必须使表面再加热最小化。有效地,这产生了更长的二次冷却区,其具有轴向锥形水通量,以减少喷淋区底部和辐射冷却入口之间的热量提取不连续性。外壳轮廓的应用对于区分模具内部或模具下方产生的裂纹也非常有用。
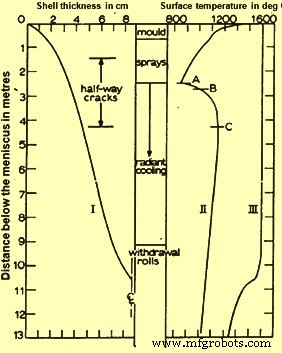
图2 外壳厚度和中面温度的轴向剖面
由于两个原因,池底的预测很重要。第一个原因是不允许液池超出截止台。通常熔池深度和铸造速度是线性相关的。因此,熔池深度可以通过铸造速度来控制。线性关系的原因是凝固给定截面的时间大致恒定且与铸造速度无关。第二个原因是,了解熔池深度有助于防止在将铸坯矫直至水平位置期间可能形成的不弯曲裂纹。如果钢绞线没有在矫直机上凝固,则作用在靠近凝固前沿的低延展性区域上的拉应力会导致裂缝形成(取决于不弯曲单元的设计)。因此,可能必须限制连铸速度,以确保断面完全凝固,并在矫直机之前消除低延展性区域。
需要正确理解的连铸凝固的两个方面是(i)结构(柱状与等轴)和(ii)包围液池的固体壳的生长。铸造结构对质量至关重要,因为它影响内部裂纹的形成和宏观偏析。凝固皮生长的均匀性同样会加剧铸坯过程中纵向表面裂纹的形成以及横向凹陷和爆破的频率。
演员结构
许多因素对连铸截面中心等轴带相对于周围柱状带的大小有显着影响。这些因素是 (i) 钢的过热度,(ii) 钢的成分,(iii) 液池中的流体流动,(iv) 截面尺寸,以及 (v) 机器设计(弯曲或直线机器)。其中,通常在中间包中测量的过热度具有主要影响。随着钢温度的升高(液相线加过热度),柱状区以牺牲等轴区为代价受到青睐。当过热度低于 30 摄氏度时,通常会看到最大的影响。因此,需要低过热度(尽可能不冻结喷嘴)以最大化等轴结构,该结构更耐开裂并促进减少宏观偏析。
钢的C含量对连铸坯的柱状区长度有影响。等轴结构在中等碳范围(0.17% 至 0.38% C)中是优选的。将 P 含量从 0.13 % 提高到 0.30 % C 的钢坯中的 P 含量从 0.008 % 提高到 0.02 %,也会导致柱状区收缩。
在电磁搅拌坯料中也可以看到类似的效果。电磁搅拌器引起的流体流动可以显着促进等轴区的生长,特别是如果在模具中以中等过热度进行。在模具下方搅拌也可以中断柱状枝晶的生长,但要小心以尽量减少白色凝固带的形成(如铸造部分的硫印中所观察到的)。较大的截面尺寸也有利于等轴带的生长。
连铸机的设计,无论是直线型还是曲线型,都会对铸件组织产生影响。与内半径(顶部)面相邻的柱状区域的长度通常延伸到钢坯的中心线,而与外半径(底)面相邻的柱状区域的长度要短得多。这种观察是在弯曲模具机器上铸造的钢型材相对于用直线机器获得的轴对称结构的特征。假设在弯月面产生的钢晶体落入液池中,并优先沉降于从外半径面推进的凝固前沿。这样,柱状枝晶的生长停止,而相反,邻近内半径面,柱状枝晶不受阻碍地生长。影响铸件结构的因素的影响可以用这些未附着晶体的产生和存活来解释。例如,过热具有如此强烈的影响,因为晶体在过热的液体中重新熔化,因此柱状生长可以不受阻碍地进行。类似地,介质 C 显示出更高数量的等轴结构,因为进入热液体区域的晶体必须通过 γ 相到 δ 相的固态转变而重新熔化。这涉及 C 扩散,这是一个小而重要的动力学限制。
壳增长
在模具区域,壳的生长速率受外部热量去除的控制。因此,影响模具热通量分布的所有变量也直接影响壳的生长。在铸造机的下部,外壳已显着增厚,通过实心外壳钢本身的传导成为速率决定因素。
外壳生长的一个重要方面,特别是在模具中,是它可能是不均匀的。外壳可能在钢/模具间隙大的深振动标记附近局部变薄。钢的 C 含量也影响壳层生长的均匀性。在检查脱壳壳时可以看出,由于表面明显起皱,0.1% C 脱壳壳的壳生长最不均匀。褶皱和相关的间隙减少了模具热量的排出。这种行为的起源被认为是与 delta 到 gamma 转变相关的收缩,在 0.1 % C 时在最高温度下以固态进行。
宏观隔离
在连铸方坯中,中心线宏观偏析和气孔的严重程度与铸件结构有关。一般来说,柱状区越大,质量问题越多。因此,诸如 (i) 低过热度、(ii) 钢成分、(iii) 中等 C 钢、(iv) 电磁搅拌(尤其是在模具中)和 (v) 大截面尺寸等因素有助于形成等轴结构这有利于质量。
控制坯料宏观偏析的困难部分来自于未附着晶体的产生/存活,也来自于固体部分增加的液池下部的晶体堆积。在不利条件下,靠近池底的晶体的周期性桥接会导致液体袋的隔离,这些液体会冻结形成缩孔和宏观偏析区域(C、Mn、S、P)。对于易受此问题影响的高 C 钢的铸造,最近采取了另一种方法来减少宏观偏析。钢坯采用高过热度铸造以消除晶体(和等轴结构),同时应用高强度冷却喷雾以最大限度地提高凝固速度,从而降低偏析趋势。
连铸坯中心线的宏观偏析主要源于非常接近凝固完成时的鼓胀。膨胀将浓缩的残余液体向下吸引,并在中心线处冻结。如果膨胀严重,也可能同时出现开裂。等轴结构的程度是偏析的一个重要因素,“半宏观偏析”也是如此,它表现为钢坯内部的斑点。晶体的形态和堆积以及电磁搅拌影响宏观偏析的程度。
制造工艺