

连铸气雾冷却
连铸气雾冷却
在当今环境下,需要使用连铸机 (CCM) 来高效地铸造各种钢种。这个范围从超低碳和低碳等级到高碳到低合金和高质量管道等级不等。始终如一地生产这些优质产品需要提高连铸机的操作和维护灵活性,以便在连铸机中为每个钢种保持最佳铸造参数。这种灵活性不仅延伸到机器元件和控制系统,还延伸到机器的二次冷却区(图 1),并要求在该区域进行更高效和可靠的喷雾冷却。因此,由于对提高产品质量和提高连铸机生产率的需求,二冷区也成为当前环境中的一个重点领域。连铸机现在需要非常高效的二冷区喷雾冷却系统。
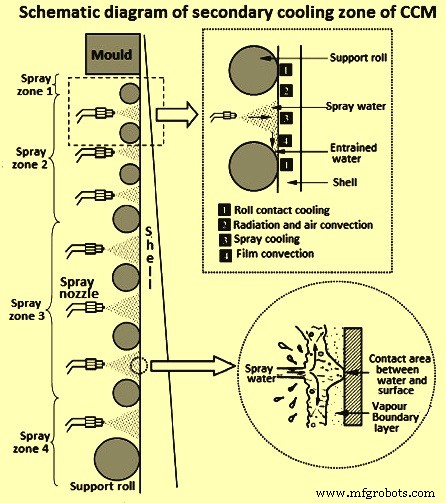
图1 CCM二冷区示意图
在钢的连铸过程中,水冷却在从结晶器中和铸钢离开结晶器后的凝固液态钢中提取热量方面起着重要作用。它的特点是复杂的沸腾现象。水冷期间的热提取率,对金属表面温度有很强的依赖性,并且随着铸坯的冷却,它会随时间迅速变化。因此,不受控制的冷却会导致钢凝固壳内的温度梯度波动,并在凝固前沿产生拉伸热应力,最终导致最终产品出现热裂/裂纹。二冷示意图及热通量与钢材表面温度的关系如图2所示。
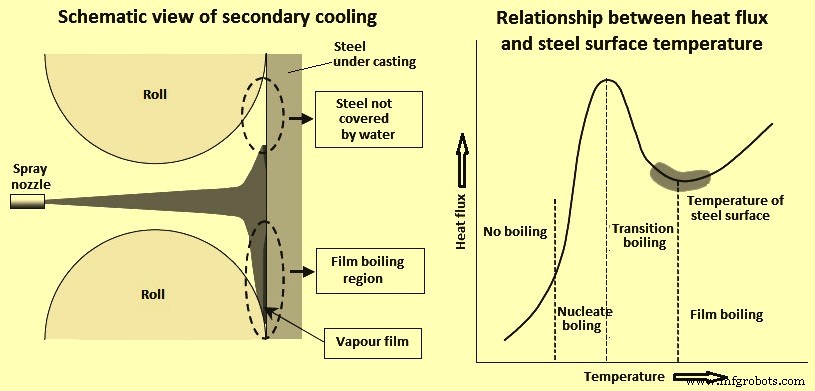
图2二冷示意图及热通量与钢材表面温度的关系
喷雾冷却是二次冷却过程中唯一可控的部分,因此是决定产品质量和连铸工艺生产率的主要因素。喷雾冷却系统使用喷嘴喷水。喷嘴的主要作用是冷却铸坯表面。喷嘴布置和工艺参数决定了喷水冷却的特性。喷嘴布置定义了发生喷雾冷却的铸坯表面区域,而操作压力和流速等工艺参数决定了铸坯表面的冷却强度和分布。铸坯表面的热量提取决定了冷却和凝固过程,这是喷嘴布置和工艺参数共同作用的结果。
选择喷嘴的主要标准是传热系数,它由喷雾模式、液体分布(密度)和体积决定。喷嘴布置的优化潜力包括 (i) 喷嘴对齐,(ii) 集管和分段管道设计,以及 (iii) 液体分布优化。对于工艺参数优化,潜力在于选择(i)雾化类型(仅空气雾或水),(ii)喷雾动力学,(iii)喷雾电位,以及(iv)相关的冷却效率,由传热系数。
具有良好铸钢产品质量和提高连铸机生产率的必要性已将注意力集中在对液态钢连铸过程中更有效的二次冷却系统的需求上。 CCM 的二次冷却区中的气雾冷却是朝这个方向迈出的一步。气雾喷嘴利用压缩空气和水压来雾化二次冷却水。这提供了更广泛的调节/控制比,如果产品组合涵盖广泛的钢种,这是必要的。与相同流量尺寸的单个流体喷嘴相比,气雾喷嘴还提供更大的内部自由通道。
气雾冷却原理
空气雾冷却的工作原理是迫使水通过专门设计的雾喷嘴。这会产生平均尺寸为 25 微米(0.025 毫米)或更小的超细水滴雾(雾)。通过高压雾冷却,可以获得更小的液滴尺寸,小至 5 微米(0.005 毫米)。这仅用一升水就可以创造出比大田更大的表面积。较高的表面积有助于水很快蒸发。这些微小的水滴(雾)迅速吸收环境中存在的能量(热量)并蒸发,变成水蒸气(气体)。用于将水转化为水蒸气的能量(热量)从环境中消除,从而冷却环境。
环境中空气的相对湿度对气雾冷却起着重要作用。它是空气中的水分(水)量与空气在相同温度下可以吸收的水分量之比。这是确定最大气雾冷却潜力的关键因素。相对湿度越低,蒸发的水就越多,从而可以带走更多的热量。在喷水冷却的情况下,当水喷到钢材表面高于特定温度时,它会在钢材表面和水之间产生一层薄薄的蒸汽。这种情况通常被称为“薄膜沸腾”(图 2)。使用液压喷嘴的研究表明,传热系数很大程度上取决于喷嘴产生的质量水通量。然而,向喷水添加空气会造成复杂的情况。空气使水雾化,有助于钢表面的冷却。
莱顿弗罗斯特现象一词是指在非常热的表面上放置或溢出少量液体时观察到的一系列现象。它以德国医生 J. G. Leidenfrost 的名字命名。莱顿弗罗斯特现象是一种现象,在这种现象中,液体与比液体沸点高得多的物质接近接触时,会产生绝缘蒸汽层,防止液体快速沸腾。莱顿弗罗斯特点标志着稳定的薄膜沸腾的开始。它表示沸腾曲线上热通量最小且表面完全被蒸汽层覆盖的点。从表面到液体的热传递是通过蒸汽的传导和辐射进行的。
较高的比水密度不是决定传热系数的唯一因素。空气/水的比例也应考虑,压缩空气提供穿透钢索表面上方的蒸汽层所需的动能。由于莱顿弗罗斯特现象,这在 650 摄氏度以上很重要。此外,喷嘴喷射角度和喷射高度也起着重要作用。两者都决定了喷水足迹(喷水的宽度和深度),因此也是影响水射流密度(水通量)和射流冲击力的因素。除了这两个变量外,压缩空气量与水流量的比值是二次冷却过程中的另一个因素。钢绞线的喷雾冷却涉及沸腾和钢表面蒸汽层的形成。压缩空气提供了液滴穿透蒸汽层所需的动能。
气雾喷嘴
CCM 二次冷却系统的初始方法是基于使用单个流体喷嘴。从那时起,喷嘴技术经历了改进,尽管有几台机器仍然仅在水基冷却系统上运行,并实现了高生产率和高产品质量。然而,在当今环境下,连铸机在钢种和截面尺寸变化方面需要高度的灵活性,这就需要在二次冷却系统中具有高度的灵活性,因此连铸机需要配备气雾喷嘴。
现代气雾喷嘴的基本特征是混合室、延长管、水和空气入口适配器及其内部几何形状和喷嘴尖端的几何形状。这些组件要经过精密设计,以确保非常高的传热系数、稳定的喷射角度和均匀的水分布。气雾喷嘴具有不堵塞特性,气水混合室内无磨损件。这些喷嘴的喷雾宽度在很宽的水压范围内是稳定的。因此,这些喷嘴具有恒定且均匀的喷雾特性。
气雾喷嘴应满足(i)将冷却水雾化成细雾,使钢材均匀冷却,(ii)雾流大角度排放,以减少喷嘴的安装数量,(iii) ) 增加喷嘴出口尺寸以减少喷嘴堵塞并增加排放水量范围,以及 (iv) 喷嘴尺寸便于其安装在辊之间。影响有效传热条件的气雾冷却的重要因素是(i)气雾喷雾通量密度和(ii)喷雾速度。
为了使安装在 CCM 中的喷嘴类型保持在最少数量,需要具有宽调节比的气雾喷嘴。这有助于维护以及将喷嘴库存保持在较低水平。
由于除了水之外,气雾喷嘴还使用压缩空气运行,因此与单流体喷嘴相比,提供相同水流量所需的自由横截面增加了。增加的自由横截面不太容易发生内部喷嘴堵塞,这通常是由差的喷水质量引起的,因此表明喷嘴寿命增加和维护工作量减少。图3和表1比较了单流体喷嘴和气雾喷嘴。
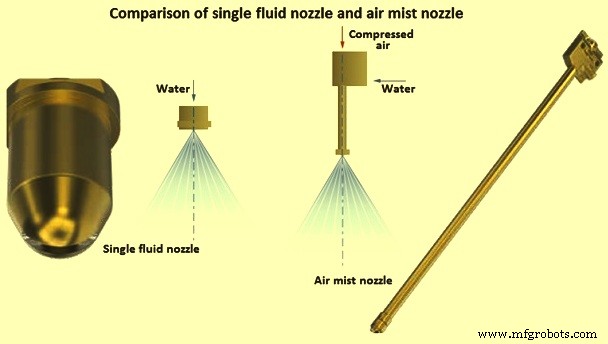
图3单液喷头与气雾喷头对比
| 表1气雾冷却与单液冷却的比较 | ||
| Sl. No. | 气雾冷却 | 单液冷却 |
| 1 | 水流量调节比最大30:1 | 水流量调节比最大3.7:1 |
| 2 | 大截面 | 小截面 |
| 3 | 最小的堵塞趋势 | 较高的堵塞倾向 |
| 4 | 恒定喷射角度 | 主要喷射角度随压力变化 |
| 5 | 均匀液体分布 | 液体分布不均 |
| 6 | 更高的排热能力 | 排热能力有限 |
| 7 | 为理想的凝固条件提供较宽的铸造速度范围 | 为理想的凝固条件提供有限的铸造速度范围 |
| 8 | 允许在 CCM 上铸造多种钢种 | 限制铸造在 CCM 上的钢种范围 |
| 9 | 需要更少的水流 | 需要更大流量的水 |
| 10 | 安装成本较高 | 安装成本更低 |
在连铸机的二次冷却系统中,喷嘴必须在铸坯表面和整个调节比上提供均匀的水分布。在 1 kg/sq cm 和 7 kg/sq cm 之间的水压范围内,多喷嘴布置可以实现与平均值相差 + / – 15 % 的公差。气雾喷嘴在最小和最大调节比下的均匀喷雾分布如图4所示。
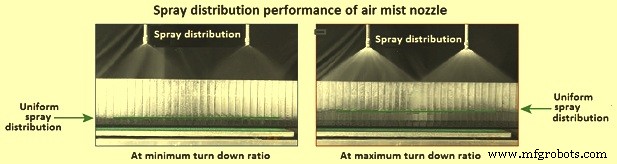
图4气雾喷嘴的喷雾分布性能
与单流体喷嘴相比,气雾喷嘴的主要优点是增加了水的调节比。水量调节比的计算方法是最大工作水压(通常为 7 kg/sq cm)下的流量除以最小工作压力下的流量(气雾喷嘴通常为 0.5 kg/sq cm 和 1 kg/sq cm 对于单流体喷嘴)。在这些工作压力范围内,喷嘴显示出稳定的喷水分布。气雾喷嘴的典型水调节比在 10:1 到 30:1 的范围内变化,而单流体喷嘴的通常在 2.6:1 到 3.7:1 的范围内变化。增加的调节比在热传递变化方面提供了更高的灵活性。如图 5 所示。
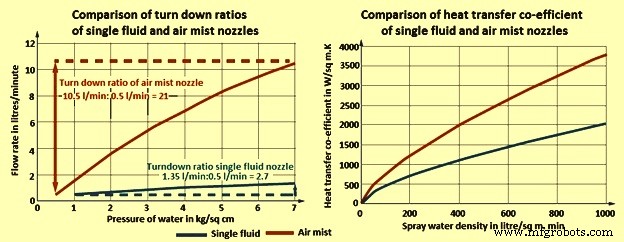
图5单液和气雾喷嘴的调节比和传热系数比较
用于方坯和大方坯连铸的气雾喷嘴
当气雾冷却成为方坯或大方坯连铸机时,扁平喷嘴通常不是最佳选择。尤其是在经历“中途裂缝”时。中途裂纹是由于钢绞线表面在通过喷射射流下方的尖锐热提取区后重新加热而形成的。在此再加热过程中,表面膨胀并对较热和较弱的内部材料施加拉伸应变,然后可能会破裂。扁平喷嘴的使用强化了这种效果。
实心锥形喷嘴或椭圆形喷嘴通过在扩展的表面积上提取热量来提供更柔和的冷却。这两种喷雾模式是单流体水二次冷却系统的标准,但是,还没有使用气雾的适当版本。普通的实心锥形气雾喷嘴表现出不稳定的喷雾性能、非常高的空气消耗量以及很容易堵塞的趋势。带有多槽孔的椭圆锥形空气雾喷嘴。不均匀的喷射模式和非常狭窄的容易堵塞的槽口,使得这些喷嘴只能妥协。
随着新一代全椭圆锥形气雾喷嘴的开发,现在可以有效地在方坯和大方坯连铸机中使用气雾冷却。紧凑的块设计允许安装在水平喷杆和垂直“香蕉”喷嘴头上。全锥型气雾喷嘴如图6所示。

图 6 典型的全锥形气雾喷嘴
使用这些喷嘴,在 1 kg/sq cm 的水压范围和 2 kg/sq cm 空气恒定压力下的 10 kg/sq cm 水压范围内实现了 1:14 的调节比。圆形实心锥形喷嘴的标称喷射角度范围为 0 度至 90 度。直径为 2 mm 的自由通道比以前的喷嘴尺寸高约 3 倍,流量范围为 1 kg/sq cm 水压下 0.5 升每分钟 (l/min) 和 7 kg/sq cm 水压下 5 l/min在恒定 2 kg/sq cm 气压下的水压。
表2是日本部分钢厂气雾冷却与喷雾冷却性能对比
| 表 1 部分日本工厂气雾冷却和喷雾冷却的比较 | |||||
| Sl. No. | 钢铁厂 | 堵塞 | 维护 | ||
| 气雾冷却 | 喷雾冷却 | 气雾冷却 | 喷雾冷却 | ||
| 1 | 植物 A | 15 天内 0.89 %* | 在 15 天内从 1.5 % 到 19.8% 不等 | 在 15 天内清洁堵塞的喷嘴* | 在 15 天内清洁堵塞的喷嘴 |
| 2 | 植物B | 小 | 5 个月内大约 20 % | 无堵塞 | 3到12个月更换堵塞的喷嘴 |
| 3 | 植物C | 小 | 步行杆的使用 | 2个月更换15个喷嘴 | 步行棒的使用 |
| 4 | 工厂 D | 小 | 4 个月内大约 20 % | 15天入住 | 检查每个演员表 |
| * 空气喷嘴 | |||||
连铸机中气雾冷却的好处是 (i) 由于液体分布的改善和冷却水流量的减少,减少了表面和角部开裂和中心偏析的发生率,(ii) 提高了铸造速度和生产能力, (iii) 由于更宽的调节比和空气/水比的优化,CCM 的操作条件得到改善,以扩大产品组合,(iv) 由于简单和刚性的喷嘴安装和喷雾管道,显着降低了维护和管道成本,以及 (v) 由于喷嘴和喷雾管道的完美对齐以及喷嘴堵塞的减少,提高了操作安全性。
制造工艺