

铸造厂制芯
型芯支持砂型铸造的复杂性

什么是金属铸造中的型芯?
型芯是一种砂子或金属嵌件,用于成型铸件的任何无法通过主要可移除模型成型的部分。当将图案压入沙子然后提取时,它会留下凹痕。液态金属填充这个空隙并冷却。创建内核是为了让设计更加复杂。构造良好的型芯会在铸件中形成孔洞或腔室。汽车发动机模具中可能有多达五个型芯,以创建内燃机工作所需的腔室。
核心还可以帮助创建图案不可能出现的角度。空白空间上方的任何悬垂都将无法在不破坏悬垂的情况下撤回图案。在这些情况下,可以使用核心。
使用内芯的铸件通常在铸件的外壳上开一些开口,以便在浇注后取出内芯,但在精加工过程中,这个开口可能会被机械堵塞。
由沙子制成的核心旨在分解;在过程结束时,内部型芯实际上是从铸件中摇出的。 “摇出”开口也有助于核心的放置。型芯接触模具的任何地方都是熔融金属无法流动的地方,因此为了获得一致的金属厚度,型芯必须“桥接”要填充的空间而不接触任何侧面。为实现这一点,型芯通常比铸件长,并通过铸模外的沙子中的草皮固定到位。
核心支持的小程序
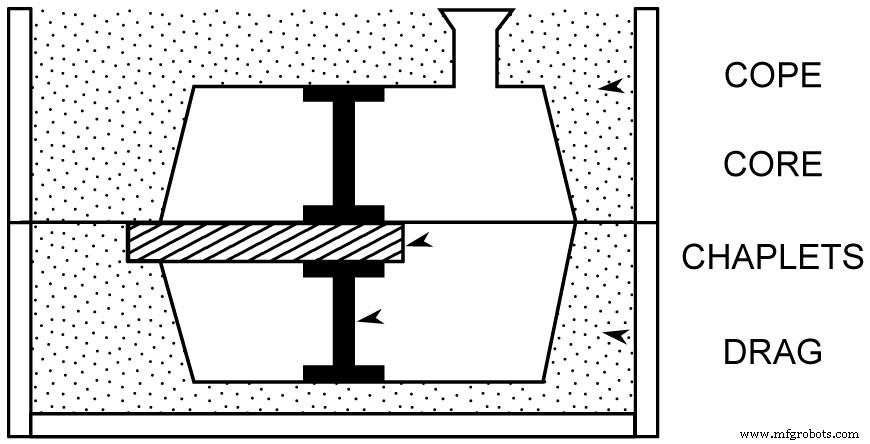
如果型芯很长,或者只有一个边缘可以从模具中突出,那么小片 用于帮助将核心固定到位。花环通常由与铸件相同的金属制成,因为一些花环金属将结合到铸件本身中。为了与铸件的其余部分牢固粘合,花环的表面必须熔化——但首先,它必须完成支撑核心的工作。因此,在可能的情况下,花环的设计是一个棘手的冶金过程,因为在使用花环时总是存在引入弱点或铸造缺陷的可能性。
然而,花环有时是在铸件内创建某些结构的唯一方法。砂芯很容易漂浮在液态金属上,有时上升到足以破裂。放置在上方和下方的串珠有助于将核心保持在适当的位置。顶部的花环必须更坚固,以抵消金属和气体在模具中向上推的压力。
用实力造沙
岩心漂浮的趋势是准确了解岩心砂的机械强度很重要的原因之一。在芯砂上进行的剪切和拉伸强度测试类似于我们在铸造砂文章中探索的测试。如果砂的剪切强度低于液态金属填充模具所产生的压力,则型芯可能会分裂并导致铸体变形。
粘合剂是芯砂制造过程的重要组成部分。 绿砂芯 由标准的湿型砂混合物和粘合剂(如糊精)制成。这种类型的芯非常脆弱,可以用心轴或内部电线制成,以便于处理。 干砂芯 不含水。它们由硅砂和粘合剂制成,用于硬化表面。

核心粘合剂技术的转变发生在 1980 年代。数百年来,核心油 是传统的核心粘合剂 - 并且在某些时候仍在使用。亚麻籽油与少量树脂和稀释剂(如高级煤油)混合,将被添加到干铸造砂中以形成芯砂。 玉米粉、糊精、造纸厂副产品或蛋白质粘合剂等添加剂 可能会添加以增强核心。这些通常会在倾倒的高温下燃烧,使核心塌陷并很容易被甩出。其他传统粘合剂包括煤焦油沥青 和石油沥青, 对于大芯特别稳定。木材 和松香 传统上也用于增强核心的可塌陷性,尽管这些松香会在高温和潮湿环境中结块。许多这些传统化合物已被合成选择所取代,因此保留了理想的特性,但消除了挑战。
因此,现代铸造厂拥有更清洁的制芯工艺,可以支持更好的空气质量,并且更容易在铸造车间实施。这些合成的“化学定型”型芯具有多种优势,包括低温烘烤、在摇出过程中容易塌陷以及在制芯过程中产生的废气较少。
今天,最常用的核心粘合剂是尿素塑料 - 和 苯酚-甲醛 基团和呋喃树脂 .树脂粘合剂工艺分为三类:冷固化 , 冷箱/气体硬化 ,以及热固化 方法。
冷定型 在最后一种添加剂被搅拌到沙子中后,过程开始硬化,就像水泥一样。它们是化学自固化过程。常见的例子是酸催化的呋喃树脂和酚醛树脂。在将磺酸搅拌到沙子中后,它们开始固化。时间对于这些过程很重要 - 沙子不会太慢而影响生产,也不能太快以至于难以管理反应。
冷箱或气体硬化工艺 将气体引入芯盒,该气体会发生化学反应以硬化芯粘合剂。 例如,富含呋喃树脂或环氧树脂的沙子可以通过引入 SO2 来硬化。水玻璃或硅酸钠可以使用 CO2 工艺硬化。
热固化 方法依靠引入热量来凝固芯砂。 亚麻籽油 ,传统的核心粘合剂,采用热固化工艺设置。在 shell 进程中 ,铸造厂不需要进行化学处理:沙子从分配器中预先混合或涂敷,沙子中的化学物质会导致沙子在烘烤时形成坚硬的外壳。通常,这些不需要一直治愈。 热盒 和暖箱 方法使用呋喃或酚醛树脂和在芯盒加热时凝固的催化剂酸式盐。 (它们仅在树脂类型和需要固化的温度上有所不同。)

制芯方法
砂芯采用许多与砂模相同的方法制成。此外,核心鼓风机 和螺旋进给机 被使用了。
核心鼓风机 用大约 100 lb/in 2 的压缩空气将沙子压入芯盒 .它们可用于制造各种类型的中小型磁芯。生产出来的磁芯非常均匀,生产率很高。
螺旋进给 机器用于挤压普通型芯,通常是圆柱形的。芯砂通过模具推到芯板上。这些机器的使用仅限于生产原料芯:机器制造的长挤压圆柱体经过烘烤,然后切割成所需的长度。
核心催干剂 就像蛋糕盘一样,它们在核心烤箱中支撑核心的形状 烘烤。这些通常是轻质骨架铁或铝盒,其内部形状与核心的上盖部分非常吻合。放置在平板上时会碎裂或零件断裂的芯在芯干燥机中通过烤箱。
放置核心
核心完成固化后,通常会手工完成。沿着芯盒的分型线可能会有“翅片”要归档。有时,如果所需的形状比现有的芯盒和烤箱大,芯子会由多个部分制成。在固化阶段之后将分段的芯放在一起。当型芯光滑并连接好后,将它们放在架子上等待在模具中使用。
核心几乎总是由铸造工人小心放置,而不是由机器插入。 Chaplets,如果有的话,首先进入阻力,然后放置核心。铸造工人确保型芯正确地放置在模具中并且没有缺陷。任何需要的花环都放在上盖上,当一切看起来都不错时,上盖放在拖架上并夹住。
型芯在砂型铸造中创造灵活性
制作和放置砂芯的能力是铸造过程的重要组成部分。
在某些情况下,核心对于最终部件的实用性是必需的:管子、发动机和其他机械装置通常需要中空才能工作。对于装饰品,芯也可以降低金属的总成本。特别是在用铁铸造时,型芯可以大大减轻最终产品的重量。如果需要实心钢的机械强度,这可能是不合适的。然而,在其他情况下,核心是一个很好的设计考虑因素,即使它不是产品功能所必需的。
上一篇:铸造砂金属铸造工艺下一篇:熔炼和浇注
制造工艺