工业4.0先进制造技术信息网站!

我们已经熟悉 3D 打印爱好者每天发现的无限用途。毫不奇怪,这项令人难以置信的技术也以厨房用具的形式进入了烹饪界。 最受欢迎的厨房用 3D 打印部件之一就是饼干切割器,因为它允许我们打印自己的设计。但在我们开始打印大量设计之前,我们应该首先研究它们是否可以安全使用。 由于曲奇刀仅与食物直接接触几秒钟,因此大多数细丝都可以安全地用于此目的,但一般来说,PETG 应该是您的首选细丝,因为它用于制造水瓶等。被认为是最安全的灯丝类型。 您应该始终牢记,大多数灯丝都不是洗碗机安全的。此外,PLA的玻璃化转变温度较低,不适合用温水洗涤。 3D 打印的曲奇刀安全吗? 饼干切割器是一种很好的烘焙工

随着我们在 3D 打印方面的经验随着时间的推移而增长,我们也可能有足够的勇气开始修补我们的硬件、安装更新或设置其他开始和结束 G 代码片段。看到我们的添加如何提高我们机器的输出质量是非常有益的,我们一定会在这样做的同时获得大量的知识。 在更换我们打印机的主要部件时,由于新旧部件的尺寸不同,您很可能需要重新配置其初始位置。当我将以前的热端更换为新的全金属热端时,这肯定发生在我身上。尺寸上的差异造成了大约 14 毫米的偏移,需要加以考虑。 在本文中,我们将一步一步地解释如何重新校准几乎每台 3D 打印机的起始位置。 为了重新校准 3D 打印机的归位,有必要打开固件,调整设置以反映机器已实现的

当我们购买 3d 打印机时,我们会考虑它可以为我们带来的好处:创建我们自己的零件、打印收藏品、损坏机械装置的备件等等。我们不认为家里有一台熔化塑料的机器会严重影响我们的健康。 今天,我们可以在学校、家庭和车间中找到 3d 打印机,它们不需要遵守与它们造成的排放相关的特定安全措施。许多人,包括儿童,可能会接触到高浓度的小颗粒或有毒烟雾。 虽然 ABS 和 HIPS 具有更高的毒性,并且通常比其他长丝含有高剂量的双酚 A,但无论使用何种热塑性塑料,都应采取安全措施。 3D 打印过程本身会将有毒烟雾和颗粒释放到空气中,因此定期为该区域通风非常重要,并且不要定期与工作中的 3D 打印机同居。 关

3D 打印社区就树脂和灯丝打印机的优缺点进行了广泛的辩论。最常讨论的话题与打印质量、材料成本和每种技术的打印时间有关。 也可能是这样的情况,我们需要打印一个需要一些特定结构特性的物体,比如抗拉强度和抗冲击性,我们需要找出树脂部件比长丝打印的部件强还是弱。 在强度方面,FDM 打印部件往往比树脂打印部件更坚固。在抗冲击性和抗拉强度方面都是如此。几乎所有流行的灯丝,如 ABS、PLA、PETG、尼龙和聚碳酸酯,其性能都优于普通树脂印刷品。值得一提的是,Tough Resin 比 ABS、PETG 和 Nylon 更坚固。 树脂与长丝拉伸强度比较 不同长丝和树脂的拉伸强度(兆帕斯卡) 材
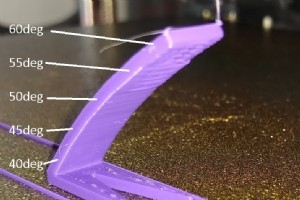
如果您拥有一台 3d 打印机并且在您的一生中至少使用过一次,那么您几乎不可能不知道支持的存在。尽管它们是 3D 打印中的常见特征,但它们大多以次优方式进行参数化。本文将向您展示如何提高支撑质量,同时减少添加它们的必要性。 为了在3D打印中获得更好的效果,悬垂角大于45°或两个结构之间的桥接距离超过50mm时,应添加支撑。 应该注意的是,为了保证成功打印,这些值被低估了,但可以通过将挤出温度降低到可行的最低值、改善层冷却和降低移动速度来实现微小的改进。通过这样做,可以实现 60°-65° 的角度和高达 150mm 的桥。 什么是支持,我们什么时候需要它们? 当我们使用 3D 打印机进行打印
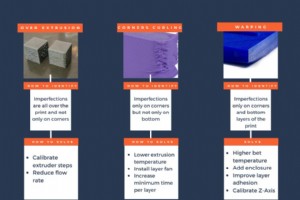
新手和有经验的 3D 打印爱好者都必须定期处理打印问题,才能最终获得有价值且美观的打印件。两种类型的用户之间的主要区别在于,有经验的用户通常可以查看打印并快速排除故障并确定出了什么问题以及应该更改什么以解决问题。正如我们将在本文中发现的那样,了解问题的根本原因是最困难和最重要的一步。 让我们切入正题,看看我们如何解决拐角处的过度挤压(卷曲)问题! 为了解决过度挤压或边角卷曲的问题,建议降低挤压温度,将层扇打开至最大容量,并将每层的时间最短时间增加到15秒左右,从而降低移动速度在较小的层上。拐角处的卷曲通常被误认为是过度挤压,但与该问题相比,该问题仅发生在对象的拐角处,而不是整个外壳。

我如此喜欢 3D 打印的原因之一是因为它实际上可以用于修复您自己家中的东西,例如您的浴室或厨房水槽。 然而,并不是所有的灯丝类型都具有相同的特性,这就引出了一个问题;哪种线材最适合打印实际工作并持续多年的垫片? 简而言之; 打印垫圈的最佳长丝是 TPU,不仅因为它的柔韧性,还因为它可以承受 110°C 和极低的温度而不会变形或损坏,而且它甚至可以抵抗磨损、化学品和油,使其成为打印经过大量磨损的物体(例如垫圈)的理想塑料。 在本文中,我将介绍为什么 TPU 是当前主题的最佳灯丝,使用 TPU 打印时可能遇到的潜在问题,购买哪些品牌,以及如何使用 TPU 成功打印。 所以,事不宜迟,让我

3D 打印零件被用于无数行业和用途。有些用途需要特定的技术特性,例如冲击强度、防潮性、抗紫外线性或耐热性,这种情况并不少见。今天我们将重点关注耐热性,并确定哪种灯丝最耐热。 在耐热性方面,聚碳酸酯是最适合的热塑性塑料之一,因为它的玻璃化转变温度为 150°C。然而,大多数打印机不能用聚碳酸酯打印,这就是为什么,至少对于大多数人来说,理想的灯丝是 ABS,因为它的玻璃化转变温度为 105°C。 材质 床温 挤出温度 外壳 普通打印机 玻璃化转变温度 耐湿性 价格 PEEK 120°C-145°C 360°C-400°C 是的 没有 143°C 高 $30-$40 PAH

任何人一拿到第一台 3D 打印机就想打印的第一件事就是手机壳,我认为这就是 3D 打印的美妙之处。创建真正有实际用途的功能对象。 在本文中,我将告诉您可以使用哪些线材来打印手机壳,我认为哪一种是最好的,以及您应该打印柔性手机壳还是更硬的手机壳。 最后,如果您不太喜欢设计自己的手机壳,我还会列出四个网站,您可以在其中免费下载手机壳的打印文件。 所以,事不宜迟,让我们开始吧! 柔性手机壳比刚性手机壳好吗? 手机壳在撞击过程中的表现取决于两件事:它可以吸收的能量数量以及它如何分配能量。外壳越硬,它传递给它所覆盖的设备的能量就越多,因为它不会变形。 从理论上讲,太硬的表壳会将跌落的冲击传
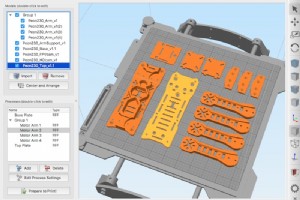
如果您最近才接触到 3D 打印世界,那么您已经了解了所有最相关的切片机。您可能还注意到,其中有一款切片机因其价格标签而脱颖而出。 考虑到当今可用的大多数免费和开源切片器在过去几年中都取得了令人难以置信的进步和改进,因此支付 Simplify3D 许可证是否方便可能并不那么明显。 因此,在本文中,我们将重点比较最流行的切片器,它们的优缺点,并回答:购买 Simplify3D 许可证还值得吗? 与其他切片器相比,Simplify3D 仍然具有一些优势,其中最重要的是可以处理多个进程。 Cura 和 PrusaSlicer 已经取得了长足的进步,对于大多数用例来说已经绰绰有余,但如果您经营一家
3D 打印肯定会带来大量的问题和需要解决的问题,而当您处理双挤出机时,情况会更加复杂。 这就是我决定创建本指南的原因,我将在其中介绍如何处理大多数双重挤压问题,例如渗出、拉线、填充重叠,以及如何使用 Prime 塔和渗出护盾。 所以,事不宜迟,让我们进入指南吧! 什么是双挤出机? 在谈论使用单个挤出机时,我指的是一次只能使用一个灯丝进行打印的 3D 打印机,因为它只有一个可以打印的喷嘴,并且一次只能使用一种材料进行打印. 现在,双挤出方法的工作原理相同,唯一的区别是有两个挤出机和两个喷嘴可用于打印,因此您可以同时使用两种不同的材料/颜色进行打印。 双挤出机打印问题 使用双挤出机打印

你有没有注意到你的印刷品中的一些塑料头发从一堵墙到另一堵?或者你有没有在这件作品的侧面找到小塑料球?或者可能每一层都有一些泄漏? 当喷嘴“泄漏”时,可能会出现此类错误,导致塑料在我们不想要的时候从喷嘴中流出。 在本文中,我们将更多地了解喷嘴泄漏,这是最烦人且反复出现的 3D 打印问题之一。我们还将了解它是如何产生的,主要原因是什么,以及如何预防。 如果您的打印件在不应挤出塑料的地方显示出薄的塑料“头发”或“细绳”,则可以识别出喷嘴泄漏。这是由于过高的挤出温度和/或不正确的回缩设置造成的。根据灯丝制造商的规格设置温度。此外,您可以先将回缩距离设置为 6.5mm,回缩速度设置为 25mm/s

如果您已经阅读了一些与 3D 打印相关的帖子并稍微了解了该过程的细节,那么您肯定知道加热床的存在。该组件加热 3D 打印机构建板的表面,具有许多优点。您可能还知道您可以更改加热床的温度,并且不同的灯丝需要不同的设置。 那么,PLA和ABS打印的最佳加热床温度是多少? 打印的最佳床温对于 PLA 为 60°C,对于 ABS 为 100°C 至 110°C,因为这些设置极大地提高了第一层的附着力,从而提高了 3D 打印机的成功率。对于 ABS,需要加热床来保持物体在打印时的温度,因为它可以收缩多达 8%。 较低的温度会降低加热床的好处,而较高的温度会导致其他常见问题,例如“象脚 “。 为什

您刚刚获得了第一台树脂打印机,为这些类型的打印机安装了切片机,然后开始打印。 现在,您的树脂快用完了,所以您购买了另一种类型的树脂,但是,您可以混合这些树脂并仍然获得高质量的打印件吗?你能改变它们的颜色/给它们染色吗? 在本文中,我将回答这些具体问题,以及如何创建自己的颜色,新混合的树脂是否可以存储在打印机的大桶中等等! 所以,事不宜迟,让我们开始吧! 可以混合 3D 打印机树脂吗? 普遍的共识是,混合相同类型的不同树脂是没有问题的,即使使用不同的颜色和/或品牌也可以,但树脂类型应该相同。 3D 打印机大多设计为使用特定种类的树脂,并根据树脂的特性和打印机的光源校准到最佳固化时间。

您知道您可以使用 3d 打印机打印图像吗?是的,就像普通打印机一样,但更高级且具有 3D 外观。这些图像被称为石印纸,可以在普通的廉价 3d 打印机上打印。 在本文中,我们将了解 3D 打印的石纸:它们是什么,打印它们的最佳方法是什么,我们应该使用哪种材料,以及创建我们自己的石纸的步骤。简而言之,您如何创建自己的立德纸? 要创建自定义立纸,您需要选择具有高对比度特征的高分辨率图像。通过免费的在线工具,您可以创建一个包含 lithophane 的 .STL 文件,然后您可以将其导入您选择的切片机。在开始打印之前,将填充百分比设置为 100% 以成功打印石版纸非常重要。 既然您已经了解了立

作为 3D 打印的新手,这可能是困扰您数月的问题。您一直在寻找用于打印模型的材料,并尝试过聚乳酸 (PLA)、丙烯腈丁二烯苯乙烯 (ABS)、建筑丙烯酸(又名闪亮胶水)等。 但你一直想知道,1 公斤的灯丝能用多久? 1kg 线轴中有多少米长的灯丝?平均打印需要多少灯丝?使用 1Kg 线轴可以打印多少个型号?怎样才能让细丝更持久?以及哪些因素会影响它? 幸运的是,在接下来的文章中,我将回答所有这些问题。 灯丝重量 密度 厚度 长度 价格 1Kg 1.25g/cm3 1.75mm 330m/1080ft $20-30 300mm 110m/360ft 3公斤 1.25g

在 3D 打印机的常规和正常使用过程中,可能会出现各种各样的问题。其中一些只会耽误我们几分钟的工作,而另一些可能会使我们的机器完全无用,直到我们能够解决问题。 一个常见且烦人的问题是当我们的打印机突然停止挤出中间打印时。在大喊大叫一段合理的时间后,我们可能会继续问自己:是什么导致了这个问题,我们该如何解决? 导致打印机在打印过程中停止挤出耗材的最常见问题是挤出机堵塞或挤出机电机驱动过热。由于校准不良、打印温度不正确、耗材质量差或打印机附近存在灰尘和污垢,挤出机可能会被堵塞。 您可以用针灸针或吉他弦疏通挤出机,也可以通过冷拉来疏通挤出机。在挤压电机驱动器过热的情况下,解决方案依赖于使用始

回收用过的线轴对于 3d 爱好者来说是一个持续的挑战。这主要是因为并非所有线轴都是可回收的。有些线轴带有回收标志,而没有带有回收标志的线轴则用于替代创意项目或直接丢弃。 大多数长丝线轴由聚丙烯制成,聚丙烯是一种可回收塑料,可以丢弃到普通塑料回收箱中。 空的灯丝线轴也可以通过寻找替代用途来回收,例如为打印的微缩模型创建转盘、线轴抽屉,并将它们用作卡丁车的轮子,以及其他创造性用途。 为了减少塑料线轴的产生,您还可以购买纸板线轴或通过仅购买无线轴灯丝来回收线轴。 您还可以选择将用过的线轴回收成灯丝,如果您进行更大规模的打印,这可以节省成本。但是,如果您想将线轴回收成灯丝,则必须了解线轴的

当您开始 3D 打印时,您会被切片机必须提供的参数数量所淹没。其中一些当然比其他更重要。挤出机温度、移动速度、热床温度等数十种设置,无从知晓如何微调。 确定设置后,您可能会惊讶于打印的输出质量在随后的打印中开始下降,即使您打印的是相同的模型也是如此。这可能是由多种原因造成的,但床不平整是一个很容易解决的可能问题。您应该多久平整一次 3D 打印机 ? 您可以每打印 5-10 次就将床调平一次,具体取决于床的稳定性以及您在从表面移除完成的打印件时的小心程度。为了安全起见,建议在大打印(15 小时或更长时间)之前将床调平,以确保它不会在打印中途失败。此外,建议每次更改床或喷嘴温度时重新调平床 .

您可能最近购买了一台 3d 打印机,并在迭代和调整一些设置后开始获得一些结果。您已经解决了层粘附、灯丝温度和其他基本问题,现在您正在加倍提高打印机质量。恭喜!让我们继续讨论您成为打印传奇的旅程中的下一个问题:如何解决 3D 打印中的混蛋或重影问题? 重影可以通过降低打印速度、调节加加速度和加速度来解决,理想的设置是:速度 60mm/s、加速度 1500mm/s2、加加速度 10mm/s。根据您拥有的打印机,您可能需要增加或减少这些值。如果仍然出现重影,请考虑在机器上添加阻尼器并检查需要收紧的松动皮带。 什么是重影、抖动或振铃? 由于 3D 打印机在打印过程中方向的快速变化,当您的 3D
3D打印