工业4.0先进制造技术信息网站!

丙烯腈丁二烯苯乙烯 (ABS) 是一种常见于家用电器、玩具甚至食品包装等家居用品中的塑料。 ABS也称为丁腈橡胶或NBR。这种化合物被认为对人类食用是安全的,但一些消费者担心它的安全性。 丙烯腈汽油共聚物是由丙烯腈和丁二烯制成的合成聚合物。这种材料广泛用于制造塑料、粘合剂、橡胶和其他工业产品。 除了用于消费品外,ABS 还用于食品加工、医疗器械、印刷工艺以及食品运输应用和设备。 那么,ABS 食品安全吗? 消费者应警惕任何含有 ABS 的塑料产品。 对生产过程中的某些化学品提出了一些担忧。继续阅读并获取有关 ABS 和食品安全危害的更多信息。 什么是食品级塑料安全? 关于
如果您要从您最喜欢的快餐店的免下车处订购食物和饮料,那么包装食物的塑料包装材料可能会与您得到的汽水瓶不同。 尽管这两种物体都是塑料制成的,但它们是完全不同的类型。 当您购买食品容器时也会发现同样的情况 在您当地的商店。虽然特定的过道可能会装满不同形状和大小的塑料容器,但使用的塑料材料类型是不同的。 然而,所有这些不同的材料都是专门为储存食物而设计的。 这种塑料可以简称为PET,聚对苯二甲酸乙二醇酯的简称 .下次购买苏打水时,您应该熟悉标签上的“PET”一词。 这种材料不仅适用于制作食品和饮料容器,还适用于塑料梳子、钢笔、玩具等其他物品。 在本指南中,我们将回顾有关该材料的所有信

3D打印技术为专业人士和爱好者提供了不同的打印方式。 一种这样的方法是立体光刻或 SLA 印刷。 SLA 打印技术使用单激光束对准特定点来固化液态树脂。 修复后的树脂产生固化的指定 3D 对象。 在 SLS 或选择性激光烧结中,机器投射激光束,将粉末熔化或烧结在一起,形成预期的 3D 打印部件。 3D 打印中的 SLS 与 SLA SLA和SLS 3D打印技术属于增材制造技术。然而,SLS属于粉末床融合家族,而SLA属于液态树脂家族 . 此外,SLA 技术可生产具有出色表面光洁度的 3D 对象,这与注塑成型的 3D 零件同义。 本文将带您全面了解 3D 打印技术。更重要的是,技

3D 打印零件内部(填充)和外部(外壳)是不同的。虽然您可以打印 hollow 或实心 内侧,墙完全是实心的。 壳是指顶层、底层, 和墙。 它有助于模型的机械性能 比如抗拉强度和疲劳极限。 3D 零件墙包括构成打印高度的垂直外部区域。在 3D 打印设计中要考虑的最重要因素之一是壁厚 . 那么,如何设计出完美的壁厚呢?不用担心!我们已经为您服务了! 本文为您提供了解和开发完美的壁厚设置所需的所有关键细节和指南 为您的打印。继续阅读! 什么是壁厚 3D 打印? 在处理壁厚问题时,正确分配模型的壁宽至关重要。 为什么?因为不合适的壁厚是问题的主要原因 3D行业。 零件的厚度取决于

每个 3D 打印专业人士或爱好者都喜欢在每次打印体验中获得最佳效果。 爱好者并不总能在每次打印体验中获得高质量的打印。有时,您可能会在完成打印过程后检查最终的 3D 打印件,却发现有间隙的对象。 3D 打印中的空白。它们为什么会发生? 此外,3D 打印中的空白是由以下原因造成的: 挤压下 打印温度低 打印速度快 因此,如果您的 3D 模型中出现间隙,您可以进行以下工作: 床重新平整 提高打印机温度 降低打印速度 本文是关于 3D 打印模型间隙以及如何修复它们的综合指南。继续阅读! 为什么 3D 打印存在差距? 3D 打印中的孔和层间隙 3D打印爱好者在打印第一层时需要格外
大多数 3D 打印爱好者几乎没有对 3D 打印安全需求给予应有的重视。此外,爱好者在提出 3D 打印安全问题时,经常会想到打印机爆炸或火灾等严重事故。 然而,主要的 3D 安全问题在于 VOC(挥发性有机化合物)和/或 UFP(超细颗粒)的排放。 3D 打印机使用 ABS 和 PLA 等塑料细丝来制造产品。 在打印过程中,塑料细丝会将 VOC 和 UFP 烟雾排放到环境空气中。这些化学物质是有毒的,尤其是大量吸入或摄入时。 塑料丝作为排放物释放的化学物质包括: 苯乙烯 丙交酯 己内酰胺 考虑到 3D 打印过程可能需要 4-8 小时,这三种化学品很危险。 本文将探讨使用
3D 打印的流行吸引了许多打印爱好者进入该行业。然而,3D 打印机在 3D 打印过程中加热塑料细丝来创建物体。 需要 3D 打印烟雾提取 加热的塑料细丝会释放气体和超细颗粒 (UFP)。此外,加热的塑料材料会产生挥发性有机化合物(VOCs)。 污染物在打印空间周围扩散到大气中。 本文是 3D 打印烟雾提取作为有毒烟雾排放解决方案的指南。 3D 打印会产生烟雾吗? 是的! 3D 打印过程会散发出有害健康和安全的烟雾! 值得注意的是,3D 打印机的排放物对周围空气构成污染风险。遗憾的是,研究人员在这方面还没有进行足够的研究。 然而,塑料有毒烟雾是致癌的。这意味着 VOC 和 UF
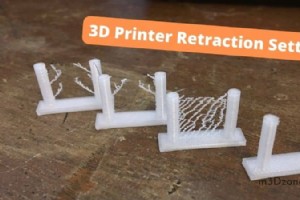
一台好的打印机是出色 3D 打印体验的重要方面。您可以做几件事来改进您的 3D 打印机。 其中之一就是获得正确的回缩设置。 因此,熔融的长丝材料在启动最小行程轨迹时不会从热端泄漏。 更重要的是,回缩速度对最终的 3D 打印模型有很大影响。缓慢的还原速度使塑料细丝在缩回时有很多时间渗出。 反之,过快的回缩速度会导致电机齿轮磨碎灯丝,造成欠挤压。 什么是 3D 打印机回缩? 当打印机喷嘴拉回 3D 打印塑料细丝以阻止熔融塑料渗出时,就会发生回缩。 收回设置 回缩设置是一种标准设置,可用于消除过多的 3D 模型拉线。 如果启用正确的回缩设置,当打印机完成模型部分的打印后,喷嘴会将灯

3D 打印机进给速度决定了整体 3D 打印速度。它测量打印机在所有四个轴上的移动速度;较高的进给速度意味着较高的打印速度。 同样,更快的打印速度会导致 3D 打印零件的精度降低,打印时间也会延长。 调整进纸速度打印机设置会影响打印机电机的移动速度。此外,打印机电机的运动速度也承受着其他打印机部件的运动。 3D 打印机具有可移动的机械部件,这些部件必须运行良好才能实现最佳进给速度。继续阅读以了解有关打印机进纸速度及其对其他打印机运动的影响的更多信息。 什么是 3D 打印机进给率? 3D打印机进给速度是3D打印机用来计算包括E轴在内的所有轴的移动速度的乘数。 进给速度适用于所有四个步
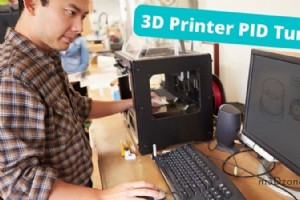
获得高质量的 3D 打印需要您使用功能良好的 3D 打印机。此外,您需要兼容的打印机软件版本。 不过,您选择的灯丝会有所不同,因为它必须适合您的 3D 打印需求。 PID 校准 重要的是,开始打印之前的下一步是正确获取 3D 打印机 PID 值。 PID 校准或 PID 整定的主要目的是确保您调整 PID 控制器对设定值变化的反应,并最大限度地减少控制误差的可变性。 换言之,PID 设置有助于 PID 控制器保持设定点的测量过程值或期望值。 如果控制喷嘴温度和打印床温度变化,就一定会提高打印质量。 3D 打印机 PID 调整。究竟是什么? Marlin 固件等 3D 打印技术

完善您的 3D 打印并不是第一次尝试就能轻松完成的任务。有很多因素需要考虑,其中室温是必不可少的选项之一。 本文将帮助您估算各种环境下 3D 打印项目的最佳室温 这保证了高质量的打印。 3D 打印的最佳床温是多少? 最佳床温取决于您的 3D 打印机使用的灯丝类型。 以下是使用的各种长丝及其所需的最佳床温。 PLA:20°C – 60°C(68°F -140°F) ABS:80°C – 110°C(176°F – 230°F) PETG:50°C -75°C(122°F – 167°F) 尼龙:70°C – 100°C(158°F – 212°F) TPU:30°C – 60

3D 打印在建筑行业的潜力令人瞠目结舌。 作为未来可靠的施工方式,它不仅挑战了传统施工,而且还带来了显着的效益。 从环保到成本效益,3D 打印结构作为传统建筑方法的节能替代品而备受推崇。 然而,这些 3D 打印建筑的寿命一直是人们关注的话题。 本文讨论了 3D 打印房屋的耐用性以及它们是否是现代住房问题的解决方案。 3D 打印房屋耐用吗? 3D 打印的房子能用多久? 是的,3D 打印的房屋被认为是耐用的结构。 这些房屋的设计可以承受自然灾害,这些自然灾害会缩短其寿命,但范围有限。 例如,虽然 3D 打印的房屋可以抵御地震,但其外墙可能无法很好地抵御飓风或洪水。 3D 打印房

围绕 3D 打印乐高的整个观点有很多争论 件。 首先,您需要了解乐高不是产品名称;这是一个品牌名称。乐高生产联锁玩具,虽然乐高有商标,但联锁玩具不是特许设计。 3D 打印乐高积木合法吗? 3D 打印乐高是非法的。 尽管如此,还是有一些条件的。乐高作为乐高集团的一部分获得许可、商标和版权。 该公司创造了乐高设计。但是,联锁玩具积木没有版权,您可以将它们打印为“乐高”以外的单独实体。 此外,还有一场关于生产与乐高积木相同大小和形状的可堆叠积木,使其与乐高产品兼容的战斗。 该公司已经输掉了大部分战斗,他们只控制了少数受保护的设计。 3D 打印相同的乐高积木是否合法? 尽管如此,您仍然

获得高质量的 3D 打印要求您使用最好的线轴。根据您要打印的 3D 模型,每台 3D 打印机使用特定的灯丝类型效果最佳。 接下来的事情是确保您的 3D 打印机耗材进料过程无缝且完美运行。 然而,情况往往并非如此。 3D 打印机耗材不送入挤出机电机仍然是专业人士和业余爱好者经常面临的常见 3D 打印挑战。 线轴堵塞的喷嘴直径、损坏的 PTFE 管和薄弱的挤出机电机是 3D 打印机耗材无法进入挤出机电机的一些主要原因。 如果您的 3D 耗材未正确送入,请不要惊慌;检查您的 PTFE 管在末端附近是否有堵塞或损坏。 如何修复不喂食的细丝? 为挤出机电机使用正确的电流 灯丝无法进料的
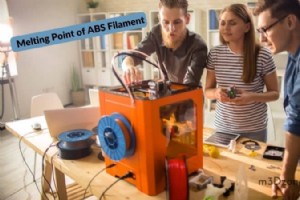
ABS(丙烯腈丁二烯苯乙烯)是一种流行的 3D 打印热塑性塑料,具有独特的品质。它也是全球FDM桌面3D打印机最常用的材料之一。 ABS 灯丝有许多令人兴奋的用途,包括吉他拨片、夹子和用于固定电子元件的固定装置。 ABS 灯丝通常价格低廉,而且很容易获得。 ABS长丝的熔点 一旦您熟悉了基础知识,使用 ABS 长丝打印是一种有益的体验。尽管很受欢迎,但对于 ABS 灯丝的熔点一直存在疑问。 继续阅读以了解更多关于 ABS 灯丝如何与打印机中的其他材料相互作用的信息,以及您需要了解的有关其熔点的一些基本信息。 ABS 灯丝耐热吗? 虽然 ABS 的耐热性被认为不如 ASA 等材料,
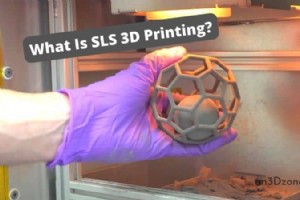
选择性激光烧结 (SLS) 是 3D 打印中的一种增材制造技术。 什么是 SLS 3D 打印? SLS 技术使用高功率激光将小的聚合物粉末颗粒烧结成固体结构 3D 模型。 由于机械、材料和软件的进步,选择性激光烧结工艺在 3D 打印行业得到了广泛的认可。 与几年前只有少数高科技行业能够负担得起的情况相比,现在许多企业都在使用这些增材制造工艺。 更重要的是,选择性激光烧结 (SLS) 在 3D 打印爱好者和专业人士中很受欢迎,因为它提供了每个部件的低成本、高生产率和使用成熟材料。 SLS 和 SLA 有什么区别? 立体光固化成型 (SLA) 是最常见和流行的树脂 3D 打印技术。

选择性激光烧结(SLS)和熔融沉积成型(FDM)是增材制造技术。 增材制造是一种制造过程,它一层一层地创建功能原型和其他对象。 SLS 与 FDM 技术 由于 SLS 和 FDM 使用相同的制造技术,因此需要对两者进行比较和对比,以确定它们的异同。 选择性激光烧结打印工艺使用激光作为电源,将粉末材料烧结并压实成固体 3D 模型结构。 它是如何工作的? SLS 打印机将激光瞄准由 3D 模型定义的部件。激光将粉末材料融合形成固体 3D 结构。 就其本身而言,熔融沉积成型 (FDM) 或熔融长丝制造 (FFF) 是指使用热塑性长丝材料的增材 3D 打印工艺。 长丝进入挤出机热端,然
如果您曾经有过耗材跳动的 3D 打印文件,您就会明白它是多么令人沮丧。 3D 打印使用在加热而不是燃烧时会熔化的热塑性长丝。 打印机的收集点包含一个加热室,该加热室以灯丝为原料,加热到其熔点,然后通过金属喷嘴挤出。 其配置为进料、熔融和挤出。 这就是灯丝跳动传感器发挥作用的地方。 当卷轴未装满时,传感器会立即向打印机的内部处理器发送消息。 为什么需要灯丝传感器? 耗材传感器检测何时线轴为空或没有耗材运行,并报告给打印机的内部处理器。 装入新线轴后,灯丝连接到挤出机,打印程序可以从中断处继续,确保您节省时间和打印资源。 在灯丝用完的情况下,传感器会向打印机发出信号以自动停止打

PLA和ABS是3D打印中最常用的两种材料。 PLA由甘蔗和玉米淀粉等有机资源制成,比ABS更易生物降解。 PLA 与 ABS 3D 打印的差异 PLA 也不易翘曲,是大尺寸打印的理想选择。但是,PLA 的强度不如 ABS,而且打印起来会很困难,因为它会堵塞打印机。 另一方面,ABS 来源于石油,因此不如 PLA 对环境友好。但是,它比 PLA 更坚固、更耐热,因此更适合用于功能部件。由于它的熔点较低,它也更容易打印。 这篇博文将探讨 PLA 和 ABS 材料特性之间的主要区别。因此,如果您是 3D 打印的初学者或者您需要改进您的 3D 打印,那么您将获取有价值的信息。 PLA(聚乳
ABS(丙烯腈丁二烯苯乙烯)长丝是一种用于 3D 打印的塑料。它比PLA(聚乳酸)长丝更坚固耐用,非常适合需要高强度和耐用性的打印。 但是,ABS 灯丝的最佳温度范围因打印机和使用的挤出机类型而异。 在这篇博文中,我们将探讨 ABS 的最佳温度范围,并提供一些技巧来帮助您获得最佳结果。 ABS 灯丝的最佳温度是多少? ABS 打印丝具有相对较低的熔点,因此它们可以在比其他材料更低的温度下打印。但打印温度越低,打印速度越慢,打印温度越高,打印速度越快。 温度过低会导致第一层附着力差,打印不完整。 最好尝试不同的温度设置,以找到适合您的特定打印机和灯丝的最佳位置。或者,您可以尝试使用
3D打印