工业4.0先进制造技术信息网站!

不久前,我尝试使用一段时间未使用的灯丝颜色打印一些东西。令我惊讶的是,灯丝多次断裂,打印出来的整体质量令人印象深刻。不用说,我在存放时没有花太多心思来妥善保存线轴。如果发生在您身上,您可能还想知道为什么您的 PLA 灯丝会变脆。 PLA 是一种吸湿性细丝,如果暴露在湿气中会变脆,这意味着它会吸收水分,但暴露在紫外线辐射(太阳光)下会进一步损坏它,使其失去颜色并变脆、变弱,并且容易捕捉。为避免这种情况,建议进行适当的存储。 为什么PLA会变脆并折断? 众所周知,PLA 或聚乳酸的机械结构很脆,但环境条件会并且确实会导致其已经很脆的状态。 PLA具有吸湿性,会吸收大气中的水分,从而改变其机械
如果我们想到 3D 打印,首先想到的是一台机器,它可以熔化塑料,同时挤出机沿着 3 个正交轴移动,同时形成一个固体物体。看起来很简单,但随着开始深入研究这项技术,我们很快发现有无数参数决定了这种情况发生的方式。 根据模型的类型,缩回设置可以成就或破坏您的打印件。如果您拥有 Ender 3 打印机(或任何 Bowden 型机器),那么以下回缩设置肯定会很有用: 作为 Bowden 型打印机,Ender 3 需要更长的回缩距离,建议启用“Combing Mode”并将其设置为“Within Infill”。此外,将 Retraction Distance 设置为 6mm,Retraction

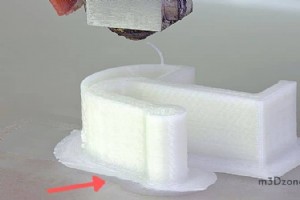
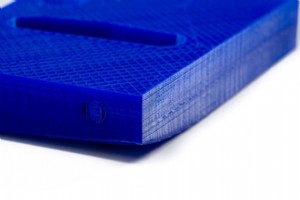
打印时,您的模型是否开裂并且层是否分离?这通常被称为层分离或分层,它本质上是由于层附着力差造成的。 在这篇文章中,我将讨论什么是分层,为什么会发生,以及如何解决。 所以,事不宜迟,让我们开始吧! Layer Delamination or Separation,是什么? FDM 3D 打印通过逐层构建对象来工作,其中最后一层打印在前一层之上。如果层的附着力不够强,那么零件可能会在不同的位置分裂或分离,这可以看作是打印件外部的切口或裂缝。 ABS 经常出现这种情况,因为它在冷却时会收缩,如果没有用外壳或适当加热的床打印,有时会分离层。 让我们仔细看看为什么会发生层分离; 为什么会发生

我进入 3D 打印的原因是能够建造自己的遥控车并尽可能多地打印它,这就是为什么我开始研究用它打印 TPU 的方法,因为轮胎,为了工作适当地,需要由某种橡胶或柔性材料制成。 在 Ender 3 上打印 TPU 绝对是可行的,并且取决于您获得的特定 TPU 灯丝和它的柔韧性,您当然可以使用库存配置打印它,但是,这只能在一定程度上实现,因为更灵活的 TPU 将卡在挤出机齿轮里。 在本文中,我将尽可能深入地探讨如何在 Ender 3 上成功打印 TPU,何时可以使用库存配置进行打印,以及何时可能需要进行某种升级,我会检查所有切片机设置、打印温度、床温等等。 如果您不想经历我们为找到在 Ender
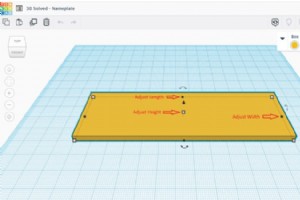
3D 打印让我们能够创造出各种很酷的东西。其中包括为名称或徽标创建 3D 字母的能力。在本文中,我将演示如何使用 3D 建模软件设计和 3D 打印您想要的文本。 我将为您提供推荐的切片器设置,甚至介绍如何 3D 打印计算机输入的文本和您的手写文本。该过程非常简单,不会花费您太多时间来完成。 用于打印文本的 3D 建模软件 为了 3D 打印您想要的文本,您需要使用 3D 建模应用程序。它们中的大多数都可以用于此目的,因此您可以自行选择。为此任务想到的有 Tinkercad、Fusion360 和 SketchUp。 Tinkercad 将成为我的选择,因为它可以免费使用,易于学习,并且无需

我们都希望从我们的 3D 打印模型中获得最好的质量和速度。问题是大多数时候质量和速度并不能齐头并进,要找到质量和速度之间的最佳平衡点需要对每种打印机和灯丝类型进行反复试验。 在本文中,我将讨论打印速度对打印质量的影响、最常见的问题以及如何找到最佳设置。 打印速度会影响打印质量吗? 打印速度通常会对打印质量产生重大影响。根据经验,较慢的打印速度会产生更好的打印质量。在不损失打印质量的情况下实现快速打印是可能的,但这取决于您的 3D 打印机的类型和所用材料的质量。 为什么会影响打印质量? 打印速度对打印质量的影响程度与机器处理给定速度的能力有关。大多数消费级 3D 打印机都没有考虑到
ABS 是学习如何在 Ender 3、Pro 或 V2 上正确打印的最难的材料之一,这主要是因为它不是封闭式打印机。 但是,您仍然可以在 Ender 3 上打印 ABS,方法是调整一些设置并使用一些技巧来提高床的附着力。 这是简短的版本:要在 Ender 3 上打印 ABS,您需要将打印温度设置在 230°C 和 240°C 之间,床温设置为 100°C,关闭零件冷却风扇,并涂上一些胶水粘在构建表面上以提高附着力并防止翘曲。 当然,这还不是全部,我建议您继续阅读以了解我的测试结果、如何提高床附着力、如何预防一些问题等等。 如果您不想经历我们为找到在 Ender 3 上创建高质量打印的

如果说进入 3D 打印需要花费大量时间学习的一件事,除了与手头的主题密切相关的平整床外,就是让打印件粘在床上并防止它们脱落中途。 在本文中,我将根据自己的打印经验为您提供一些技巧,一些更通用,一些更小众,它们应该可以帮助您将打印件固定在床上而不会出现任何问题。 所以,事不宜迟,让我们开始吧! 如果您不想经历我们为找到在 Ender 3 上创建高质量打印的理想设置而进行的所有试验和错误,那么请务必查看我们自己专门定制的 Cura 配置文件适用于 Ender 3 打印机系列(只需 7 美元即可获得所有这些打印机)。 1。正确调平床 调平 3D 打印机的床身可确保喷嘴始终与床身保持相同的

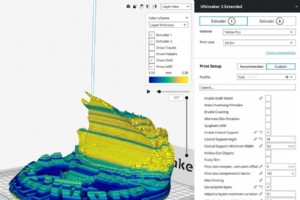
作为一名 3D 打印爱好者,我一直在努力以任何我能找到的方式来提高我的打印质量。在本文中,我将向您介绍一个非常酷的切片功能,称为“熨烫”,它可以让我们平滑 3D 打印对象的顶部表面。 如果您想提高打印的美感,那就别无所求! 熨烫有什么作用? 熨烫是 Ultimaker 的切片机 Cura 首次引入的一项功能。时至今日,它已成为市场上所有流行切片机的特色。熨烫使我们能够通过在完成打印时保持喷嘴热并将其移动到完成的表面上来平滑平坦的顶部表面。加热的喷嘴会软化顶部表面的灯丝,当它穿过物体时,它会挤出非常少量的灯丝来填充任何孔和间隙。这种效果将使任何层线变平,从而产生更平滑的顶层。 每当您打印

正如每一个物有所值的 3D 打印爱好者都知道的那样,填充是物体质量、强度和打印时间的一个非常重要和必不可少的方面。 有时,我们浪费大量时间、电力和灯丝打印一个物体,却发现填充物实际上并没有接触到模型的外壳(或墙壁),从而使填充物结构变得毫无用处。 在本文中,我将指导您了解可能导致此问题的原因以及如何解决它。简而言之,导致填充物不接触3D打印物体的外壳或墙壁的原因是什么? 墙壁和填充物不接触可能是挤出不足造成的,这本身可能是由于喷嘴温度低、移动速度快或打印机校准不当造成的,也可以通过调整填充物来解决重叠设置。建议以 1% 的增量提高此设置并测试结果。 解决方案 说明 指示 填充
您刚开始使用 3D 打印并购买了一些 PLA,因为它是最容易打印的灯丝。然后你意识到你的 3D 打印机的打印床可以加热,你会想“嗯,我应该用 PLA 加热床吗?”。 所以,这就是我今天要回答的问题,但这并不是一个严格的“是”或“否”答案,因为这取决于几个因素。 所以,事不宜迟,让我们开始吧。 PLA 需要加热床吗? PLA 在相当低的温度下打印,这意味着翘曲的风险很低。虽然在大多数情况下您可以在没有加热床的情况下进行打印,但提高床的温度会产生更好的第一层附着力,这会转化为更好的打印质量和更少的整体翘曲。 使用加热床的主要原因之一是处理不良的第一层附着力,这可能导致打印件与构建表面完全
如果您拥有一台 3D 打印机并且至少使用过一次,那么您可能已经意识到层扇的重要性。这个小组件的正确配置将决定或破坏您的打印结果。不用说,工作层风扇是必要的,以备不时之需。 如果您目前在使用图层风扇时遇到问题,那么您来对地方了。我将逐步指导您解决导致此问题的最常见原因,我们将轻松解决它。那么,为什么图层在您的 3d 打印机上不起作用? 由于切片机的打印参数、机器配置、硬件问题,或者由于外部物体(例如灯丝)阻塞了风扇,导致 3D 打印机的层风扇无法正常工作,导致风扇无法正常工作。移动。 可以通过确保在切片器内启用所有与图层风扇相关的设置来解决此问题。 冷却风扇不工作的原因 正如我上面所
如果您想在不牺牲打印质量的情况下缩短打印时间,那么您可能需要考虑使用自适应图层进行打印。 “嘿!但什么是自适应层?”你可能会问。好吧,在本文中,我将介绍它们是什么,它们是如何工作的,以及如何在自己的打印中实现它们以获得更好的结果。 简而言之; 启用自适应图层允许您使用可变的图层高度进行打印,这意味着打印机将在打印时增加或减少图层厚度,以根据对象的形状实现更平滑或更粗糙的表面处理。这样,需要平滑光洁度的部分将使用较低的层高进行打印,但打印的其余部分将使用较厚的层高,从而节省时间和耗材。 什么是 Cura 中的自适应层切片? Cura 中的自适应切片可在不牺牲打印质量的情况下缩短打印时间
当我们开始涉足 3D 打印世界时,我们首先要了解一件作品的输出质量与打印机的移动速度之间的反比关系。我的意思是这样一个简单的事实,即较低的挤压移动速度通常会产生更好看的物体。 随着时间的推移,我们还了解到更多可以调整的参数,以便为我们的特定目的获得所需的结果。与移动速度相关的两个重要设置是加加速度和加速度。尽管它们更微妙且不那么直接,但它们非常重要,可以成就或破坏我们的项目。 Jerk 将确定打印机将完全忽略加速度参数并直接达到在 jerk 设置下定义的速度的速度范围(从 0mm/s 到指定速度)。另一方面,加速度决定了运动速度相对于时间的变化率。该变化率以 mm/s 为单位定义,并会影

3D 打印社区中的大多数人都在不断地想方设法提高其对象的整体质量。影响打印效果的最常见问题之一是顶面的质量。我们想要解决这些问题可能不足为奇。在本文中,我将介绍这些问题并描述最简单的解决方案。 为了提高顶层的表面质量,需要去除由于切片机参数设置不当而可能出现的枕形和孔洞。解决这两个问题的最简单方法是增加填充密度和/或增加顶层厚度。为了进一步提高顶层的美感,还建议启用熨烫。 常见的顶层问题及其解决方案 简而言之,与 3D 打印对象的顶层相关的两个最常见的问题是孔(或间隙),以及一种称为起枕的不良效果 .让我们逐一分析,看看我们如何也能解决这个问题。 顶层的孔洞和缝隙 增加顶层厚度 这是
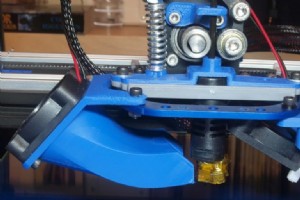
将您带到本文的最可能原因是 3d 打印机当前无法正确进给灯丝。所以让我们把这个介绍简短一点,直接回答以下问题:如何修复当前不送料的 3d 打印机? 导致 3D 打印机不进料丝的主要原因是挤出路径上的堵塞、PTFE 管损坏、回缩设置不正确、不需要的丝张力、挤出温度过高(或过低)、喷嘴堵塞或磨损驱动齿轮。 我知道,如果我们不单独解决每个原因,这个问题列表并不是很有帮助,而这正是我在本文中要做的!与大多数故障排除文章的情况一样,读数具有反应性而非预防性。这显然是应该的,但我也会给出提示和技巧,以避免将来出现这些问题。不是不想让你回到我们的博客,而是我真的觉得我们有很多更有趣、更快乐的文章供你阅读

当我开始使用 3D 打印时,我最初有一种了解 3D 打印的几乎所有知识的感觉。不久之后,正如邓宁-克鲁格效应所解释的那样,我了解到我实际上对这个主题只有非常肤浅和薄弱的把握。当我打印出我的第一个需要多个部分的功能对象时,就发生了令人沮丧的经历,每个部分都有自己的要求。那时我开始了解不同的热塑性塑料及其不同的特性。 因此,在本文中,我将介绍典型 RC 的常用部件及其推荐的灯丝类型。 推荐用于 RC 的灯丝取决于对象的特定部分。打印底盘时,最好用ABS打印,而PETG最适合打印车身。由于其固有的柔韧性,TPU 和尼龙分别是最适合打印车轮和保险杠的热塑性塑料,而弹簧在使用尼龙打印时也能产生最佳效

您可能最近进入了 3D 打印的世界,但仍然不知道有两种标准直径的灯丝。您也有可能从 10 年前自己制造机器的人那里购买了一台二手打印机,当时最常用的灯丝直径为 3 毫米。在任何情况下,了解市场上都有这两种直径是很有用的。了解它们的优缺点对于您决定是否打算购买 3d 打印机至关重要。 虽然现在的标准是 1.75mm 灯丝,但许多制造商仍然生产 3mm 灯丝。关于哪一种最好有各种口味的意见,因此您应该了解每种口味并自行决定。 如果您不想深入研究该主题,我建议您购买兼容 1.75 毫米灯丝的 3D 打印机。事实上,除非你有一个非常特殊的目的需要 3 毫米喷嘴,否则我总是建议使用 1.75 毫米标

如果您已经使用 3D 打印一段时间,那么您肯定习惯于处理模型中的缺陷。随着时间的推移,你也发展出了第六感,它会告诉你问题的可能原因是什么,以及如何解决它。如果你还在开发你的故障排除超能力,这篇文章是为你量身定做的! 在本文中,我将介绍处理打印第一层中的波纹的最常见问题和可能的解决方案。欢迎您继续阅读并了解更多详细信息,但以下是主要要点: 打印第一层上的波纹通常是由不正确的第一层高度或流量、喷嘴太靠近打印床、不均匀(因此不正确)的床校平、打印速度太高或在第一层期间保持层扇打开。 该问题通常通过适当调平床身、降低第一层的移动速度、正确设置线宽和更改初始层高来解决。此外,您可以安装自动床调平

通常情况下,我们可以相对确信我们的 3D 打印机经过良好校准,可以按照我们的高质量标准打印出令人难以置信的漂亮物体。突然,我们决定用一段时间未使用的线轴打印一个新对象。令我们惊讶的是,我们注意到结果远低于我们通常的预期。 那么,一卷灯丝会变质并失去其特性吗?这个问题最可能的原因是什么? 如果灯丝没有存放在装有硅胶的密封容器中,它会吸收水分使其变脆,暴露在紫外线下也会变脆,因为它也会使灯丝变脆并容易断裂,并且线轴也可以得到如果在存放前未正确固定到线轴的孔中,则会缠结。 总而言之,下表列出了可能导致阀芯无法使用的原因、后果及其解决方案。 原因 最差的灯丝 最佳灯丝 后果 解决方案
3D打印