

摩擦焊:原理、工作、类型、应用、优缺点
今天我们将通过图表了解摩擦焊的原理、工作、类型、应用、优缺点。摩擦焊是一种固态焊接工艺。固态焊接是那些不施加外部热量或不涉及熔融或塑性状态的焊接过程。在这种焊接类型中 ,由于施加到固态的外部压力而发生焊接。在摩擦焊接过程中,待接合的板或工件都处于相对旋转或相对移动的状态。这种相对运动产生摩擦,使接触表面上的材料发生塑性位移。施加高压直到完成焊接。这种焊接用于连接直径达 100 毫米的钢筋、管材。
摩擦焊接:
原理:
摩擦焊接的工作原理是摩擦的基本原理。在这个焊接过程中,摩擦被用来在干涉表面产生热量。通过在工件表面施加外部压力,该热量进一步用于连接两个工件。在此焊接过程中,施加摩擦直至达到塑性成形温度。钢材一般为900-1300摄氏度。在此加热阶段之后,施加均匀增加的压力,直到两个金属工件形成永久连接。该接头是由于接触表面的热机械处理而产生的。
工作:
有许多类型的摩擦焊接工艺,它们的工作方式不同。但是所有不同的这些过程都涉及一个共同的工作原理,可以总结如下。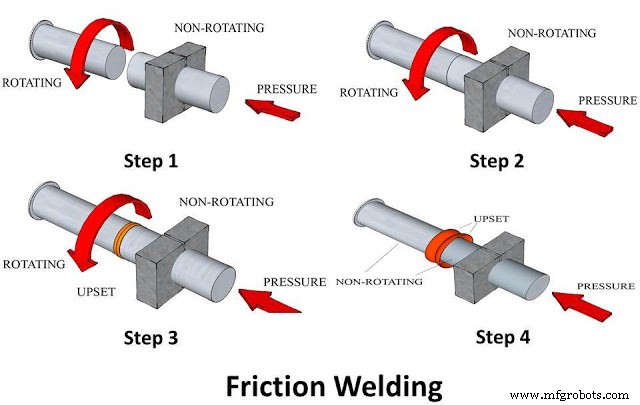
- 首先将两个工件准备为光滑的方形表面。其中一个安装在转子驱动的卡盘上,另一个保持静止。
- 转子允许高速旋转,从而使安装的工件旋转。对静止的工件施加一点压力,可以通过抛光作用清洁表面。
- 现在,高压作用于静止工件,迫使其朝向旋转工件并产生高摩擦力。这种摩擦会在接触表面产生热量。它一直应用到达到塑性成型温度。
- 当温度达到所需极限时,转子停止并逐渐施加压力,直到形成整个焊缝。
- 此焊接用于焊接其他方法无法焊接的金属和合金。
类型:
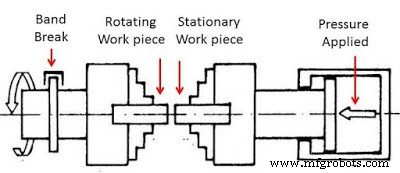
连续诱导摩擦焊:
这种焊接与我们上面讨论的相同。在此焊接过程中,转子与带制动器连接 .当摩擦超过塑料温度的极限时,带式制动器开始起作用,使转子停止,但施加在工件上的压力越来越大,直到形成焊缝。
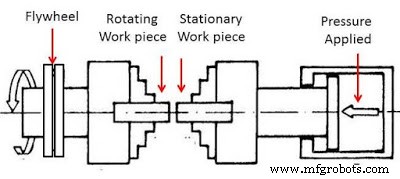
惯性摩擦焊:
在这种类型的摩擦焊接中,带式制动器被发动机取代 飞轮和轴飞轮。这些飞轮将卡盘连接到电机。在焊接开始时,两个飞轮相互连接。当转速或摩擦力达到极限时,发动机飞轮与轴飞轮分离。轴飞轮具有低转动惯量,无需制动即可停止。压力不断地施加到工件上,直到形成焊缝。
应用:
- 用于焊接管子和轴。
- 多用于航空航天、汽车 、海洋和石油行业。
- 齿轮、轴管、阀门、传动系统 等组件是摩擦焊接的。
- 用来代替锻造 或铸造 组装。
- 液压活塞杆、滚轮衬套等采用摩擦焊连接。
- 在电气行业中用于焊接铜和铝设备。
- 在泵中用于焊接泵轴(不锈钢与碳钢)。
- 变速杆、钻头、连杆等采用摩擦焊焊接。
优缺点:
优点:
- 环保工艺,不产生烟雾等。
- 热影响区狭窄,因此热敏材料的特性不会发生变化。
- 无需填充金属。
- 在大多数情况下焊接强度很高。
- 轻松实现自动化。
- 焊接速度快。
- 焊接效率高。
- 这种工艺可以焊接多种金属。
缺点:
- 这主要用于相同横截面的圆钢。
- 不可锻造的材料不能焊接。
- 工件的准备更为关键
- 设置成本高。
- 联合设计有限。
这是关于摩擦焊接原理、工作、类型、应用、优点和缺点的所有内容。如果您对本文有任何疑问,请通过评论询问。如果你喜欢这篇文章,别忘了在你的社交网络上分享。订阅我们的网站以获取更多有趣的文章。感谢您阅读它。
制造工艺