

离心铸造:工作原理、类型、应用、优缺点
今天我们就来了解一下离心铸造的工作原理、种类、应用、优缺点。离心铸造是最重要的铸造类型之一 在铸造过程中,模具围绕其中心轴快速旋转,使模具凝固或浇注金属的过程。该工艺在 20 世纪获得专利,用于制造更高标准的空心铸件。第一台离心铸造机是由英国人 A.G. Eckhardt 于 1807 年发明的。这种工艺广泛用于铸造空心管、管子和其他对称零件。
离心铸造:
工作原理:
它的工作原理是旋转部件上的离心力。在这个过程中,当将熔融金属倒入模具中时,模具围绕其中心轴旋转。由于这种旋转,离心力作用在熔融金属上,从而迫使金属在模具外壁。模具旋转直到整个铸件凝固。氧化渣和其他夹杂物较轻,与金属分离并向中心偏析。  |
| 图片来源 |
类型:
真正的离心铸造:
真正的离心铸造有时也称为离心铸造,是一种制造对称圆形空心截面的工艺。此过程不使用 核心 对称的中空截面是由纯离心作用产生的。在这个过程中,模具围绕水平或垂直轴旋转。大多数情况下,模具绕水平轴旋转,熔融金属从外部来源引入。离心力作用在熔融金属上,将其推向模具外壁。模具旋转直到整个铸件凝固。熔渣颗粒比金属轻,因此在铸件的中心部分分离并通过机械加工或其他合适的工艺去除。该工艺用于制造具有同心孔的轴对称的空心管、管、空心衬套等。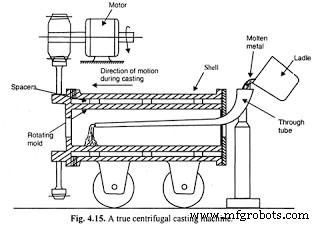
半离心铸造:
该工艺用于铸造大尺寸轴对称物体。在此过程中,模具水平放置并沿垂直轴旋转。在中心插入一个型芯,用于铸造空心型材。当模具旋转时,模具的外部通过纯离心作用填充,随着液态金属向中心靠近,离心分量减少,重力分量增加。因此,在中心插入一个芯,在中心形成空腔,没有离心力。在此过程中,离心力用于轴对称零件的均匀填充。齿轮毛坯、飞轮等都是通过这种工艺制成的。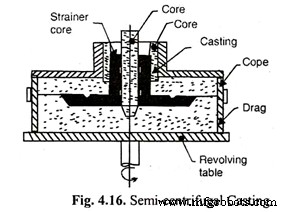
离心:
在这个过程中,有几个模具型腔与带有径向浇口的中央浇道相连。这个过程在凝固过程中使用了更高的金属压力。它用于铸造非轴对称的形状。这仅适用于小物体。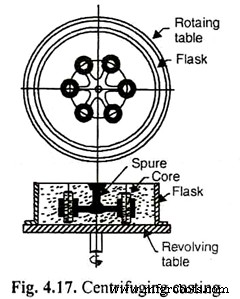
应用:
- 在飞机工业中广泛用于铸造环、法兰和压缩机 铸造。
- 用于铸造汽轮机轴瓦。
- 轧钢机轧辊是离心铸造的另一个例子。
- 用于汽车 铸造齿轮的行业 毛坯、圆柱衬套、活塞环 等
- 用于铸造轴承。
- 此工艺用于铸造电子工业中使用的开关装置组件。
优缺点:
优点:
- 它提供致密的金属和高机械性能。
- 单向凝固可以获得一定的厚度。
- 可用于量产。
- 铸造空心形状(如管子等)不需要型芯。
- 完全消除了浇口系统和流道。
- 所有杂质,如氧化物或其他炉渣颗粒,都集中在易于去除的中心。
- 它需要较低的浇注温度,从而节省能源。
- 降低铸造缺陷 由于均匀凝固。
缺点:
- 可以铸造有限的设计。它只能铸造对称形状。
- 设备或设置成本高。
- 它并不适用于所有金属。
- 需要更多的维护。
- 需要高技能的操作员。
- 在这种铸造过程中,凝固时间和温度分布很难确定。
制造工艺