

设计焦点:从增材到注塑成型

随着 COVID-19 大流行袭击美国,我们在 Fast Radius 的团队迅速将我们增材制造能力的很大一部分转向生产面罩。迄今为止,我们已经制造并运送了数千个增材制造的面罩,以保护一线工人免受冠状病毒的侵害。防护罩可重复使用、极其耐用、易于组装且舒适,但需求已远远超过我们的增材生产能力。
为了让更多人使用我们的产品,我们决定将生产转移到注塑成型。注塑成型使防护罩在两个方面更易于使用;它使我们能够生产更高的产量,并且由于材料成本更低和制造速度更快,注塑成型显着降低了产品成本。
在我们与客户的合作中,我们经常使用增材技术制造零件,同时逐渐扩大到注塑生产。我们自己的故事就是一个很好的例子,说明了如何使用数字制造技术重新设计用于注塑成型的增材产品。
使用仿真工具进行快速设计迭代
我们需要对防护罩“光环”(或头带)的增材设计进行重大修改,使其适合注塑成型,同时保持其性能。我们知道必须优化刚度以减少可能在成型操作期间导致工具损坏的薄钢条件。由于我们知道当前光环的刚度效果很好,我们模拟了添加剂光环的波动位移,并将该位移作为注塑设计刚度的目标。
为了了解影响刚度的元素,我们使用有限元分析 (FEA) 来确定产生更好结果的设计变量。我们依赖 Autodesk 360 中的模拟包,这是一个我们用于各种目的的工具,包括设计、分析和模拟。我们测试了外圈前部的表冠和罗纹图案。虽然罗纹增加了一些刚度,但我们发现增加表冠高度是减少位移的更有效方法。
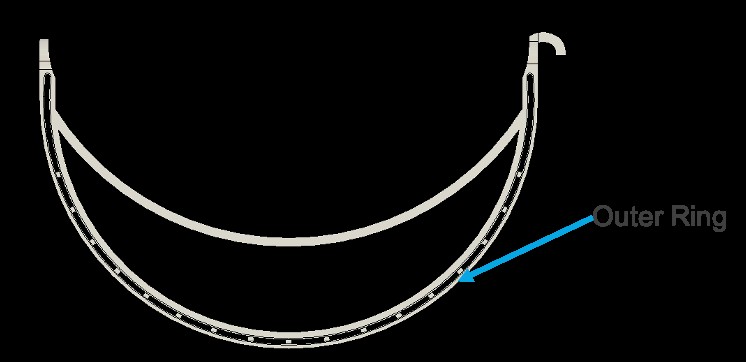
然而,增加冠部的高度可能会在外圈和中圈之间产生不良的工具条件(薄工具钢)。插入屏蔽本身的插槽非常薄——薄至一到两毫米;冠部的截面越高,工具所需的钢越薄,模具钢在成型操作过程中更容易损坏。
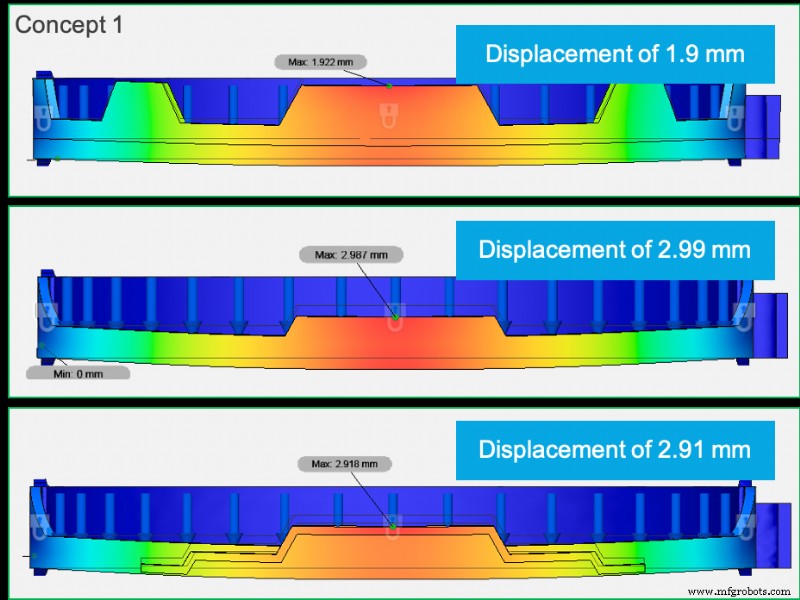
我们需要找到最佳冠高,以减少薄钢,同时保持光环外环的刚度。为了确定这一点,我们运行了 16 次模拟,每次都稍微调整设计以提高性能。在设计过程的这个阶段,我们已经达到了我们的目标,并且有许多设计与加法光环相似或更好的位移。
使用 HP Multi Jet Fusion (MJF) 进行快速原型设计
从我们模拟的概念中,我们选择了三个使用 HP MJF 打印,因为这是我们用来生产原始添加剂光环的技术。通常情况下,MJF 零件需要三天时间才能冷却到可以使用的程度,但我们的制造工程师团队以一种使我们能够在第二天拿到零件的方式打包构建。
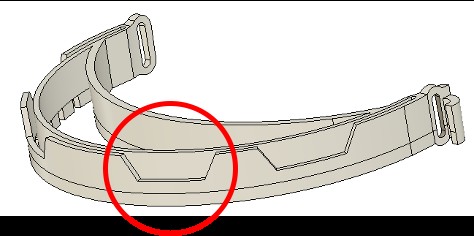
Fast Radius Chicago 工厂的运营团队佩戴了这三个概念光环,并将它们与最初的增材制造版本进行了比较,以比较舒适性和易于组装性。概念 10(见上文,第三种设计)最容易接受防护罩,但他们建议进行一些修改以提高舒适度并简化组装。由此产生的设计(见下文)用于生产注塑模具,该模具将制造我们的下一个版本的面罩光环。

最终,从增材制造转向注塑成型将使需要光环的人更容易获得光环。我们能够将价格降低 55%。
当我们开始制造添加剂光环时,我们遇到了我们无法预测的需求。当我们清楚地知道我们可以让我们的产品更易于使用时,我们修改了用于注塑成型的增材设计,并在三天内将一种工具投入生产。

我们的团队夜以继日地工作,将这一重要产品推向市场。我们完成了这一非凡的时间表,这在很大程度上要归功于仿真软件、数字制造和我们敏捷的工作模式。这场大流行迫使我们在产品开发周期方面变得更加灵活,我们认为这种趋势在大流行之后会持续很长时间。
准备好使用 Fast Radius 制作零件了吗?
开始报价工业技术