工业4.0先进制造技术信息网站!
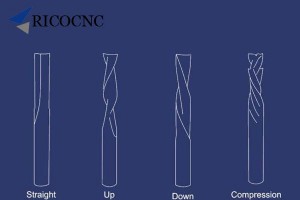
如何使用压缩路由器位? 数控雕刻机 需要位。有很多种类的路由器位用于不同的目的。不同类型的路由器位 ,不同的用法。它们决定了您可以进行的处理类型、完成设计的分辨率以及您在材料中移动的速度。 什么是压缩位? 压缩钻头是上切和下切螺旋的组合。通常,压缩螺旋在刀具的尖端有一个上切单槽、双槽或三槽,大约是切削长度的三分之一。剩下的三分之二被磨碎以产生向下剪切。通过结合两种几何形状,您可以实现双赢。材料的底部被向上拉,而材料的顶部被向下推,从而消除了损坏层压表面的风险。在全深度运行时,钻头会在工件的两侧留下锋利、干净的边缘。压缩钻头可能比标准路由器钻头贵一点,但是 RicoCNC 推荐将它

如何将 DSP 0501 控制系统重新连接到 A11E/S 控制器中? 从2012年开始,Richauto DSP停止生产DSP 0501控制系统,并更新为DSP A11S或A11E(英文)控制系统 .所以很多CNC路由器DSP 0501的用户在换A11的时候会出现控制系统重新接线的问题。很容易得到一个新的RichAuto A11E , 并且将不得不从 0501 重新接线,但从 0501 到 A11E 的重新接线图很难。大多数机器或控制系统供应商不能或不喜欢提供有关他们自己的布线的信息。但是西方公司,布线图跟随交付。 RicoCNC 很高兴为这些客户提供支持,并且可以一直提供最好的备份服务。所

CNC BT30 刀具系统 BT 30 刀架夹夹头螺母 这些 BT30 筒夹夹头刀柄是 BT30 刀柄 带夹头 、螺母和拉钉。用于 Komo 和 Laguna CNC 路由器的 BT30 刀柄 .这些法兰上没有挡块。 BT30 刀座锥体,带拉杆和夹头螺母,最大。 24000 RPM,ER32 筒夹 (适合用于 CNC 路由器的 Laguna 7.5 HP SmartShop2 主轴)BT30 刀架夹 是 BT30 工具架塑料叉(适合带有 7.5 HP 主轴的 Laguna SmartShop2)。它是 cnc 配件工具架叉 适用于许多 CNC 路由器。 RicoCNC 提供多种不同类型的

如何保护CNC塑料刀架不会折断? 数控塑料刀架又称刀架支架、刀架夹持器、刀架夹、工具刀架叉,刀架手指,cnc刀夹等。一些ATC(自动换刀器)CNC路由器所有者有不断打破塑料刀架的问题。是什么原因导致这些cnc塑料工具手指断裂?以及如何解决这个cnc刀夹损坏问题?1,您必须定期清洁刀架和主轴内部。如果你不这样做,工具支架会粘住。即使打开了空气释放器,夹具也会粘住,并且会用力拉动并可能将塑料夹折断。机床更换时,它依靠塑料手指有足够的力量将工具拉出主轴。使用机器前,可以按下工具释放按钮来感受释放刀架时的任何力量。如果可以安装空气净化器以降低阀门中的湿度,对主轴和刀架都有好处,数控塑料叉也是如此。2

从CIFF和WMF展会看国外木工企业如何在中国发展 2018年9月10-13日,第42届中国国际家具博览会(上海)暨第一届上海国际家具机械及木工机械博览会(WMF)在国家会展中心(上海•虹桥)举行。 CIFF成立于1998年,已成功举办40届。从2015年9月开始,每年3月在广州琶洲和9月在上海虹桥举行。 CIFF涵盖了家居家具、家居装饰及家纺、户外家具、办公家具、商业家具、酒店家具及家具机械及原材料。CIFF,被誉为“亚洲家具采购中心”和“世界的晴雨表”。 “中国家具行业”,是中国家具家居行业展会中的旗舰平台。WMF成立于1986年,被誉为亚洲最成熟的木工机械交易平台。 WMF 与 CI

在 CNC 路由器上成功雕刻泡沫的 2 个技巧 在 CNC 路由器上切割泡沫非常流行。 CNC 路由器是一种理想的机器,因为它可以切割凹槽和全深度轮廓,如果需要,还可以加工完整的 3D 轮廓表面。为了获得最佳的切割效果,特别是对于新操作人员,我们需要做什么? 将泡沫牢固地固定在机器的底座上是精确加工所必需的。一些泡沫可能很轻,有时是多孔的,这使得它们很难用标准的真空甲板布置固定。我们可以使用真空泵或鼓风机。另一种提高多孔材料压紧力的有效方法是在材料的底面临时涂上一层低粘性塑料薄膜。这样可以形成良好的密封,使泵或鼓风机能够产生有效的真空,并且可以在工作完成后轻松移除。 选择合适的切

Biesse Tool Magazine 上的 CNC 刀架叉 HSK63F 和 ISO30 换刀夹具 在 Biesse CNC 机床中很容易找到。这些工具架夹 广泛应用于比雅斯刀库。 下面是比耶斯机器的一些应用。比耶斯罗孚C 是新的加工中心,可轻松制造任何形状、尺寸和厚度的家具、楼梯和门窗部件。它专为需要大尺寸刀具和组合的重型加工而设计。X刀架上有双刀库,44-66刀位,保证快速换刀和减少加工时间。 8位刀库可以管理不同类型的骨料,从而增加机器的通用性。 Biesse Brema Eko 2.1 是一款新型紧凑型多功能立式镗床,支持加工不同的工件。厚度和尺寸格式在减少的占地面积内。对于工

如何快速区分上切位和下切位? 你有一个上切螺旋钻头 和一个下切螺旋钻头 在你的橱柜架子上,但有一段时间没有使用它们了。如何快速分辨哪个是哪个? 首先, 查看钻头的右侧(尖端朝上还是朝下都没有关系)。看看长笛绕到背面时的方向。如果长笛在切入钻头右侧时向上移动。你正在看一个向上切割的位。 第二次测试, 将钻头握在手中,尖端朝下并远离您。顺时针旋转钻头,观察钻头上任何光线的反射。如果灯在您转动时向上移动,则说明您持有的是向上切割的钻头。光线会在下切位上向下移动。 上切位和下切位有什么区别? 下切螺旋钻头非常适合墙裙,但要慢。横纹墙裙可以用下切钻头或上切钻头切割。下切刀头会留下更好的表面

什么是 CNC 的进给和速度? “进给速度”一般指“进给速度”、“回转速度”、“切入速度”和“主轴转速”。进给速度 表示机器在切割时通过材料移动刳刨机钻头的速度,对于保持良好切割边缘的正确性至关重要。转换速率 是机器在材料上方移动并在两次切割之间移动的移动速度。这通常设置为尽可能高的水平,以减少循环时间。插入率 是开始切割时将路由器钻头向下驱动到材料中的速度,并且会根据使用的钻头和正在处理的材料而变化。切入速度不要太快很重要,因为在此操作过程中很容易损坏刀尖。主轴速度 in rpm 应设置为适合所使用的工具和正在处理的材料的值。进给速度和主轴转速是相互关联的。有时可以通过增加主轴转速以更快的

三种不同的 HSK63F CNC 铣刀刀架叉 数控铣刀刀架夹具主要分为三种,全称为HSK63F。这三种刀叉虽然型号相同,用于HSK63F刀架夹持,但外观和形状各不相同。 这些 HSK63F 换刀夹具 用于所有带 HSK63F 刀架的 Biesse、CNT Motion、CR Onsrud、DMS、Flexicam、Multicam、Northwood、Techno、Laguna、Thermwood、Bulleri CNC 路由器。 还有这些 HSK63F CNC 夹爪 是 HOMAG 集团 WEEKE 数控路由器加工中心专用的。在 VANTAGE CNC 铣床线性刀库中

什么时候更换新的夹头夹头? 夹头块 与 CNC 刳刨机一起使用并固定 刀头 进入主轴。作为套筒或轴环,它们可以最大限度地减少振动并保持刀头稳定,确保更好的结果并延长刀头和主轴的使用寿命。 ER 夹头 等夹头 , EOC、SYOZ、RDO 夹头 , SK 筒夹 , C 筒夹 广泛用于不同的机器。 夹头会随着时间的推移而磨损。因此,定期清洁、保养和维护非常重要。维护不当会导致比预期更快的夹头故障。用蘸有清洁液的抹布定期清除夹头上的沥青和灰尘。尼龙或黄铜毛刷可以在近距离区域收集微小颗粒。清洁夹头块时,检查它是否有划痕、凹痕、磨损和损坏。如有必要,可使用青铜清洁刷、钢丝绒或合成百洁布去除夹头上的毛

什么是聚晶金刚石及其在数控铣刀中的应用? 多晶金刚石 (PCD) 是一种具有经过严格筛选的合成金刚石颗粒的多晶烧结体。聚晶金刚石的硬度为HV6500~HV 8000,是整体硬质合金的80~120倍。其导热系数高(700W/mK),热膨胀系数低(0.9×10),磨削量弹性高,摩擦系数低(0.1~0.3)。 高压高温尖端技术使烧结体和人造超细金刚石晶体结晶层与碳化钨基座紧密结合,广泛应用于各行业的加工。 PCD由钴作为促进剂和细颗粒制成。金刚石与碳化钨粘合或涂覆,置于高压装置中加热,然后烧结形成复合材料。由于金刚石粉末取向无规则、无序排列、无方向性、硬度均匀、可精密研磨,可用于有色金属

什么类型的钻头适合用于插入式布线? 什么是切入?如何识别切入式钻头?以下是一些热心客户的问题和建议。问:我想跳水路线,分阶段穿过木板。是否有插切专用直钻头 我需要什么? 约翰·布洛克:你想要一把锋利的刀具穿过末端。然而,一个更好的选择是上螺旋钻头 专为切入式切削而设计,因此切屑将从盲孔中清除,并且孔的侧面将被螺旋槽剪切。我使用高速钢或整体硬质合金立铣刀。这些设计用于切割金属,但在木材上表现出色。 John Swanson:路由器钻头必须用于插入;即,底部有切割面。分阶段切割时,向上切割的钻头会更好地清除碎屑。 理查德琼斯:寻找带有底部切割的路由器钻头 - 在切割器末端的中

整体硬质合金 CNC 刀头不适用于不锈钢加工? 可能您使用的整体硬质合金刀具不适合加工不锈钢。不锈钢中的镍和铬比普通钢高出十倍左右,所以不锈钢在抗拉强度和屈服极限方面比一般钢高不了多少。甚至有些还不如普通钢材。在抗拉强度相近的情况下,不锈钢的其他性能指标,如伸长率、减面积率、冲击值等,均高于普通碳钢和合金钢。一般来说,钢的抗拉强度和屈服强度高,断面减量和冲击值都会相应降低,而不锈钢在这两个方面都高,这主要是高合金化造成的。 由于不锈钢的强度,特别是高温强度和高温硬度,在切削过程中切削力很大。不锈钢具有高塑性和高韧性,切削时消耗的能量高,刀具切削温度高。正是因为不锈钢在高温下强度和硬度并没有明显

我们应该多久更换一次 CNC 刀架和夹头? 问题(CNC 论坛) 我们一直在使用相同的刀架 (HSK 63) 两年了。我已经看到了每年更换这些的建议。这对我们来说是相当昂贵的,因为我们有 30 多个。我确实每 3 个月左右将它们放入车床并清除它们的锈迹。真的有必要更换它们吗?他们似乎仍然表现良好。至于夹头,我只在边缘质量变得不可接受时更换它们。与刀架一样,是否有必要按固定时间表更换它们,还是大多数人都凭感觉? 我们的回应: 预测刀柄的寿命是极其困难的。不同类型的刀柄对切削力的反应不同。因此,频繁的检查很重要。商店在每次工作后清洁和检查刀架和主轴是最佳做法。刀架应完全拆卸和清洁。无污染的刀

为您的 CNC 雕刻机安装除尘器 对于任何木工车间来说,安全一定是最重要的。车间电动工具产生的锯屑和碎屑可能带来火灾、绊倒和健康危害。干燥的细木屑散布在车间地板上,走起来很滑。如果刨花在空气中传播并点燃火花,火灾会迅速蔓延到整个车间。这是多么危险!吸入机器的灰尘也被确定为喉癌和肺癌的危险因素。所以你需要安装除尘器,让你的工作更安全,更愉快。 我们的除尘器是新设计的工业除尘机械 广泛应用于木工行业。与传统的木吸尘器不同,这款 1.5kw 的吸尘器吸尘能力与 旧的 3kw 吸尘器相同 .节省大量电力,降低成本,对环境有益。它深受木工和老板的喜爱。便携式除尘器具有在需要的地方从机器到机器移动的

在使用 CNC 雕刻机时保持安全的 3 个技巧 木工车间的安全至关重要。如何正确使用路由器位 在木材加工中保持安全非常重要。刀头使用有3个技巧。 1。每次路由器位更改时关闭电源 一开始这可能看起来有点矫枉过正,但在处理路由器位时你不能太小心。当你的手指放在上面时,只需要一秒钟就可以造成一些严重的伤害。只需片刻即可关闭 CNC 路由器的电源,然后在更换钻头后将其重新插入。在安全方面,这一短暂的时刻可以改变世界。 2。使用正确的路由器位 请确保将您使用的位与您正在做的工作相匹配。不同的路由器位用于不同的材料。选择钻头时,请检查钻头的类型、强度、直径和柄长,使用最适合您正在做的工作的钻头。确

RicoCNC 将参加在菲律宾马尼拉举行的第 23 届 Worldbex 2018 年 3 月 14 日至 18 日,上午 10:00 至晚上 8:00 马尼拉大都会世界贸易中心东翼 A 展位号:73 欢迎光临并与您见面。 Worldbex 是一项为期 5 天的活动,于 2018 年 3 月 14 日至 3 月 18 日在菲律宾马尼拉的马尼拉世界贸易中心举行。本次活动展示了建筑设备、建筑材料、室内装饰物品、花园和园林绿化工具和配件、DIY家居装修套件、照明系统、替代能源和其他产品等产品,其氛围非常适合广泛的业务增长和网络等。 十多年来,WORLDBEX 或菲律宾世界建筑和建筑博览会一直是当地人

CNC 换刀器塑料夹爪维护 1、CNC刀叉 夹具会随着时间的推移而磨损。 2、如果HSK/ISO30/BT主轴没有正确夹紧刀具,可能是刀架叉磨损导致对中问题。 3、始终横向插入和取出刀架。 4、刀柄夹持器应安装在一个区域,以尽可能减少接触切削屑和碎屑。 5、磨损或损坏更换。 6、刀架和主轴锥度也必须保养。 7、干净的锥度,没有碎屑和毛刺,有助于防止工具卡住。 8、定期在锥度上涂抹一层薄薄的防卡剂。注意:切勿将压缩空气吹入主轴锥部。 RicoCNC 是HSK63、HSK40、HSK32、HSK25换刀夹具、ISO30刀夹、SK30夹具、BT30 BT40刀夹、CAT40 CAT50刀夹等

备件清单可以让您的 CNC 雕刻机保持正常运行 无论您如何设计和制造 CNC 路由器机床,某些组件最终都会随着时间的推移而磨损。同样,无论您的员工训练有多么好,事故都可能发生,这是人的本性。当出现中断时,无论出于何种原因,您都希望尽快修复并运行您的机器。 从这些事件中恢复的最快和最简单的方法是拥有关键 cnc 路由器备件的库存 在眼前。当然,您不想不必要地捆绑美元,因此手头有一份经过深思熟虑的备件清单是有意义的。该列表的具体元素不仅取决于您拥有的设备类型,还取决于您所做工作的性质。每周 7 天、每天 24 小时运行、制造复杂零件或使用困难材料的 CNC 机器,与间歇工作的机器相比,
工业技术