

开瓶器
背景
打开一瓶葡萄酒的瓶塞是一项挑战。没有办法抓住完全嵌入瓶颈的软木塞。此外,拉出软木塞需要 25-100 磅(110-450 牛顿)的力,这取决于软木塞是潮湿还是干燥(分别是从瓶子侧放还是直立存放)。
开瓶器是一种设计用于机械移除软木塞的工具。它由一个手柄和一个螺旋状或螺旋状的刀片组成,通常称为蜗杆。 (没有中心柱的开瓶器实际上是一个螺旋线,所有的线圈都具有相同的半径;然而,它通常被称为螺旋线,尽管这个术语在技术上意味着半径不断变化的曲线。)软木塞的中心允许开瓶器从内部夹住软木塞。拉动手柄将开瓶器和软木塞从瓶子中拉出。一些开瓶器使用杠杆、弹簧、齿轮或其他机械装置来减少拉出软木塞所需的力。
历史
在古希腊和罗马文明中,软木塞被用来密封瓶子。然而,移除它们并不困难,因为它们延伸到瓶颈边缘之上,足以被牢牢抓住。公元 5 世纪罗马沦陷后,软木瓶塞停止使用了 1000 年。
在 16 世纪后期,软木瓶塞重新出现在英格兰。同样,不需要特殊的工具来移除它们,因为它们的形状是锥形的,并且从容器中伸出一段舒适的距离。吹制玻璃瓶开始取代桶和皮作为储酒器皿。这些瓶子由一个带有锥形颈部的矮小室组成。这些“轴和球形”瓶子用锥形软木塞密封,上面包裹着打蜡亚麻布,便于抓握和取下塞子。
在 17 世纪晚期和 18 世纪之间,两种发展同时进行。目前尚不清楚哪个是原因,哪个是结果。制造商开始通过将熔融玻璃倒入模具而不是一次一个地手工吹瓶来批量生产尺寸一致的瓶子。这种制造方法允许生产具有直边和圆柱形瓶颈的又高又细的瓶子。这种瓶型可以侧放存放和运输,这一优势促进了国际葡萄酒贸易。需要更紧密的密封,这样瓶子才不会泄漏,这一挑战通过在被压入瓶颈之前压缩的圆柱形软木塞解决了。由于它们更紧密的配合,这些软木塞比早期的锥形版本更难移除。
平行的发展是开瓶器的发明和演变。它始于改装枪蜗杆,这是一种长柄、螺旋形尖端的工具,可以插入滑膛枪或手枪的枪管中以取出填充物和未使用的子弹。对真正的开瓶器的最早书面参考可以追溯到 1681 年。直到 1720 年,当“开瓶器”一词开始使用时,这些工具才被称为瓶塞钻。青铜和铁有时被用来制造蠕虫,但由于钢具有更大的强度和保持锋利的能力,因此变得更受欢迎。
 心轴示例。
心轴示例。
在 1700 年代初期,袖珍开瓶器开始流行。一个金属或木制护套覆盖着螺旋,保护蠕虫和主人的口袋。在某些型号中,护套可以插入蜗杆轴末端的环中,为开瓶器提供有效的 T 形手柄。在 18 世纪下半叶,开瓶器变得越来越精致,使用银、金、异国情调的木材、象牙和珠宝等材料。多用途工具通常将开瓶器与烟斗烟草捣碎器、肉豆蔻磨碎器、密封件和折叠小刀等装置结合使用。精美的开瓶器用于打开装有香水和药品的小瓶子,因为软木塞是所有类型瓶子的首选密封剂,直到 1890 年软木衬里金属瓶盖流行。
第一个开瓶器专利于 1795 年在英国颁发给塞缪尔·亨歇尔牧师。 这是一个简单的 T 形装置,钢制蜗杆从骨或木头制成的手柄中心垂直突出。像那个时期的许多开瓶器一样,刷毛从手柄的一端伸出;在打开瓶子之前,刷子用于清除软木塞上的灰尘和密封蜡。 Henshall 设计的创新特征是一个扁平圆盘或按钮,安装在将蜗杆连接到手柄的轴上。这样可以防止蠕虫在软木塞中拧得太远;它还在开瓶器和软木塞之间建立了更牢固的接触,从而更容易拉出软木塞。
1802 年,英国工程师爱德华·托马森 (Edward Thomason) 为更复杂的机械开瓶器申请了专利。一个钟形圆柱体环绕着蜗杆;将圆柱体的底部放在瓶颈的顶部,将蜗杆垂直放置在软木塞中心的上方。在螺旋完全穿透软木塞后,继续转动手柄将软木塞从瓶子中拉出。然后,用户可以将开瓶器放在指碗上,反向转动手柄,然后自动弹出软木塞而不会弄脏他或她的手指。
1800 年代后期的一系列发明活动产生了许多变种的开瓶器,这些开瓶器通过杠杆、齿轮、弹簧和二级螺钉进行了增强,以将软木塞从瓶子中取出。在第一项专利发布后的短短 100 多年里,英国授予了 350 多项开瓶器专利,美国授予了约 250 项专利。新泽西州的 W. Rockwell Clough 是该领域最多产的美国发明家之一。 1876 年,他开发了一种机器,可以将一根电线弯曲成一个完整的开瓶器;在螺旋线的一端,电线被扭成一个指环手柄。在随后的改进中,他添加了一个木鞘,这样开瓶器就可以放在口袋里了。金属瓶盖流行后,他开发了瓶盖去除器,并附在护套末端。克拉夫的公司最终生产了大约 10 亿支廉价的开瓶器,其中许多是广告,护套上印有品牌名称。
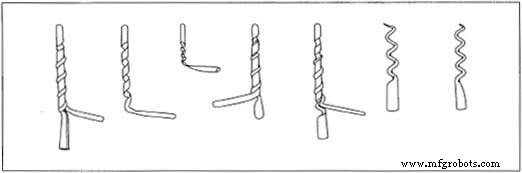
大约在 19 世纪末,英国开瓶器制造商 Thomas Truelove 使用成型机锻造钢蜗杆。带槽的心轴(成型杆)用手摇曲柄旋转,同时将炽热的钢棒插入孔眼。 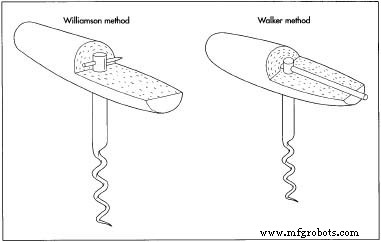 将句柄附加到蠕虫的两种方法。柔韧的杆被拉入心轴的凹槽中,将其塑造成螺旋形。
将句柄附加到蠕虫的两种方法。柔韧的杆被拉入心轴的凹槽中,将其塑造成螺旋形。
20 世纪最重要的开瓶器发明之一是 1978 年由德克萨斯工程师赫伯特艾伦获得专利的螺旋拉动装置。将装置放在瓶子顶部,用户只需向下推一个杠杆,然后将其拉回即可轻松插入蠕虫并提取软木塞。
原材料
钢仍然是首选的螺旋材料,440C 不锈钢和回火低碳钢是最受欢迎的选择。杠杆和齿轮可由钢或铸锌合金制成。手柄可以由许多材料制成,包括普通或奇异的木材、骨头、塑料或各种金属。
设计
有两类蠕虫。螺旋钻非常像木螺钉,将锋利的螺纹切入柄部。如果螺纹被切得太深以至于它们延伸穿过柄的中心,则蜗杆实际上可能具有中空的中心。螺旋开瓶器制造商声称,与圆边蠕虫相比,它们锋利的螺纹有助于它们更容易地穿透软木塞。批评者认为,他们倾向于切开旧软木塞的中心,撕掉软木塞的中间部分,而没有移除整个塞子。
具有圆形边缘的蠕虫通常是通过将非常热的钢棒缠绕在一个形状上以形成螺旋而制成的。螺旋的尖端经过打磨,以帮助其轻松穿透软木塞。一些制造商将尖端从螺旋的周边拉出,并将其放置在空心的中心。这样可以很容易地将其插入软木塞的中心。然而,蜗杆的其余部分不能完全遵循尖端的路径,因此这种类型的开瓶器可能会损坏软木塞的中心。
一些圆边螺旋的制造商在蜗杆的外表面刻划一或两个浅槽,以增加蜗杆和软木塞之间的抓握面。
圆边开瓶器蜗杆的设计各不相同。它们通常在大约 2.5 英寸(6 厘米)长的螺旋中具有三到五圈。开放间距(匝之间相对较宽的间距)比较窄的间距对软木塞造成损坏的可能性更小。蠕虫的外径通常为 0.3-0.4 英寸(0.8-1 厘米)。
制造过程
形成螺旋
- 1 开放式蜗杆是通过将钢棒锻造成螺旋形状而形成的。在磨尖一个尖端后,将杆加热使其软化以进行成型。例如,440C 不锈钢在 1,500°F (650°C) 下加热 30 分钟,然后在 2,100lF (1,000°C) 下加热 5 分钟。
- 2 热棒缠绕在旋转的圆柱形心轴上。为了帮助将杆引导成具有所需角度和连续线圈之间间距的均匀螺旋,可以使用带槽的心轴。
- 3 卷取后,螺旋立即硬化。这是通过将蠕虫重新加热到 1,500°F (650°C) 并让它慢慢冷却来完成的。另一方面,低碳钢通过将仍然热的螺旋体放入室温水中进行淬火。
形成螺旋钻
- 4 螺旋钻型蜗杆是通过在锥形钢棒上切削螺纹而形成的。将杆固定在车床上,切割头安装在机器的丝杠上,以恒定速度将其平行于杆拉动。当头部切入杆时,这会产生所需角度和间距的螺纹。
完成蠕虫
- 5 无论是螺旋还是螺旋钻,蜗杆都有一个直轴,伸出盘绕或机加工部分。该轴将插入手柄或其他开瓶器机构中,是根据客户的规格准备的。例如,它可能带有螺纹、压平、开槽或钻孔。
- 6 通常对蜗杆进行表面处理以防止腐蚀。通常,蜗杆镀有铬或镍。为了帮助它轻松地穿过软木塞,蠕虫可能会涂上一层不粘的物质,如特氟龙或银石。
组装开瓶器
- 7 有多种方法可以将蠕虫连接到任何类型的手柄或机械装置上。在最简单的情况下,插入 T 形手柄,最常用的有两种方法。蜗杆的扁平或方形柄可以插入手柄上钻出的孔中,并用两部分环氧树脂固定。或者,可以将预先钻有孔的平柄插入手柄并通过将销钉穿过手柄和孔来固定。
未来
接近 20 世纪末,一些酒厂开始使用合成软木塞。由于这种材料比天然软木更硬,流行的开瓶器蠕虫效果不佳。通过增加额外的一圈来拉长蠕虫可能已经解决了这个问题。随着对合成软木组合物的改进,可能需要额外的开瓶器修改。
制造工艺