

滑板
背景
滑板是一块冲浪板形状的小木头,上面有四个轮子。一个人骑在滑板上,用脚引导运动。虽然有些使用滑板作为短距离交通工具,但大多数用于表演特技。
滑板由三部分组成:甲板(实际的滑板)、卡车(通常由金属制成的将轮子固定在甲板上的部件)和轮子。平均滑板甲板长约 32 英寸(81.3 厘米),宽约 8 英寸(20.3 厘米),厚度略小于 0.5 英寸(1.3 厘米)。甲板有一个明确的鼻子和尾巴,中间有一个凹面。滑板轮通常由聚氨酯制成 宽度范围约为 1.3-1.5 英寸(3.3-3.8 厘米)。虽然几乎所有滑板都具有相似的形状和特征,但它们的尺寸因使用而略有不同。有专为速度、回转和自由式设计的滑板。
自从滑板在 1960 年代首次被广泛使用以来,它们的受欢迎程度就如潮水般涌来。新发现的兴趣通常与技术创新有关,尽管滑板爱好者的核心群体一直存在。
历史
尽管有未经证实的证据表明早在 1904 年就存在类似滑板的装置,但更普遍接受的滑板前身是在 1930 年代创建的。在南加州,滑板车是用水果箱制成的,底部装有轮子。这演变成早期的滑板,由 2x4 英尺(61x121.9 厘米)的木头和四个取自踏板车或旱冰鞋的金属轮制成。此版本的滑板采用刚性轴,降低了滑板的可操作性。
可识别的滑板最早是在 1950 年代后期制造的。这些仍然是用木头做的,有一些用贴花和艺术品装饰。滑板在冲浪爱好者中特别受欢迎,主要是在加利福尼亚州。当海浪汹涌时,冲浪者会在滑板上练习,他们很快就被称为“人行道冲浪者”。 1965 年为滑板运动员举办了第一场比赛。虽然滑板在 1960 年代的大部分时间里都很流行,但滑手并未受到尊重,一些城市也禁止了这项活动。第一波滑板风潮在 1967 年结束。
五年后的 1973 年,当聚氨酯制成的轮子问世时,滑板重新引起了人们的兴趣。这些早期的聚氨酯轮是沙状材料的复合材料,在极压下用粘合剂制成轮子。随着聚氨酯轮的出现,滑板变得更容易控制,更多的特技成为可能。
同样在 1970 年代,滑板公园被引入。滑板公园是专门为滑板爱好者设计的场所。他们有障碍训练场、水池(空碗,通常像空水池一样低于地面)和管道(大型圆形)来挑战滑板车手。滑板公园也带来了更多的竞争、认可和赞助。滑板运动员有时会用赞助商的标志装饰他们的滑板底部。到 1970 年代末,滑板在被确定为反社会行为后再次引起争议。由于受伤的数量和严重程度,滑板场因害怕诉讼而关闭,这项运动又回到了地下。
在 1980 年代中期,人们对滑板的兴趣短暂地重新出现,这并不是因为任何特定的技术创新,尽管滑板制造商一直在尝试使用不同的材料来生产滑板。相反,以滑板运动员使用坡道、楼梯甚至扶手进行极其困难和危险的特技表演的滑板视频引起了人们对这项运动的新兴趣。同时滑板艺术也应运而生。滑板甲板的底部现在精心装饰有徽标和其他设计。对滑板运动员的持续抵制导致 1980 年代末流行度再次下滑,但没有前几年那么严重。
到 1990 年代中期,滑板再次流行起来,主要是因为 ESPN 和 MTV 的 X-Games 比赛等高调曝光。这些“极限运动”的电视节目展示了多种滑板运动的精华。滑板被认为是第一个极限运动。尽管滑板在许多社区仍然被禁止或受到管制,但这种接触让这项运动具有合法性。它并不像许多人认为的那样危险。 1997 年有 820 万个滑板,大约 48,186 人受伤,其中 0.006% 导致住院治疗。与篮球等更普遍接受的运动相比——1997 年有 450 万参与者和 644,921 人报告受伤(0.124% 导致住院)——这种恐惧似乎是错误的。
滑板艺术也在不断发展。艺术是基于街头潮流和当下最热门的:漫画、乐队、标志和原创艺术。在 1990 年代中期,甲板制造商平均每月会推出 6 种电路板设计,但每种仅生产 1,000 种。虽然滑板制造商尝试了不同厚度的板面,但在 21 世纪初,滑板的实际制造几乎没有变化。
原材料
大多数滑板板面由胶水和木材(通常是枫木)制成,但也有一些由复合材料、铝、尼龙、有机玻璃、玻璃纤维、泡沫和其他人造材料制成。它们通常用丝网印刷装饰。滑板车通常由铝或其他金属(钢、 黄铜、 或其他合金),虽然有一些是由尼龙制成的。滑板轮由聚氨酯(一种合成橡胶聚合物)制成。
虽然一些低端滑板是由制造商组装的,但大多数组件是单独出售给消费者自己组装的。要组装滑板,消费者还需要滚珠轴承(通常是全精度的,由金属制成)和一块抓握带。握带比甲板大,看起来像一张砂纸。它放在甲板的顶部以提供牵引力。
设计
根据滑板的使用方式,滑板甲板、卡车和轮子有不同的设计。甲板的不同之处在于它们的凹角以及鼻子和尾巴的形状。制造商以自己的标志性样式设计自己的电路板。他们使用模板将他们的设计强加于板的形状。制造甲板和轮子的公司也通过他们独特的艺术设计使他们的产品脱颖而出。虽然有些艺术品是在电脑上创作的,但有些也是手工完成的。
制造过程
甲板
- 1 一块枫木经过处理,可以将其剥落成单板(薄木板),然后运送到甲板工厂。它们储存在气候受控的环境中,以确保优化水分含量。过多的水分对制造过程不利。
- 2 然后用手将每个单板放入胶机中。这台机器用专为木材设计的水性胶均匀地涂覆每张单板。
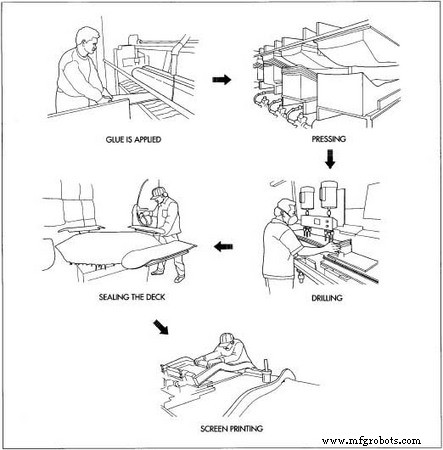 制作滑板的步骤。
制作滑板的步骤。 - 3 涂装后的单板根据纹理和使用级别进行编号和堆叠。每个滑板由七层单板制成。第一层、第二层、第四层、第六层和第七层的纹理从板头延伸到板尾。第三个和第五个让谷物从一边跑到另一边。这些堆叠被放入液压机内的两部分模具中。模具创建了每个滑板的鼻子、凹面和尾巴。每台印刷机一次可制作 5 到 15 个甲板。由此产生的层压板在压机中放置几分钟到几小时不等。时间越长,木材和胶水凝固得越自然。
- 4 从压机中取出层压板后,用钻机手工钻出八个用于卡车安装座的孔。
- 5 一名称为成型机的工人拿起新钻孔的木板,并使用先前制作的模板,用带锯手工成型每个甲板。甲板经过手工打磨并涂上油漆或密封剂。
- 6 甲板干燥后,通过丝网印刷施加装饰设计。每种颜色都是在定制的丝网印刷机上单独手绘的。然后将甲板干燥并准备装运。
卡车
- 7 使用三种材料(木材、塑料或粘土)中的一种,手工制作主卡车模型。这是用来制作火柴板的。使用该板,可以制作砂模以制造实际的卡车。砂模使用沙子作为主要的模具材料,通常使用粘土和水。材料被包裹在板周围,然后被移除。
- 8 个铝锭在熔炉中加热到 1,300°F (706.7°C),将它们还原成液体。这种液态铝是用手倒入砂模的浇注盆浇口孔中,然后通过流道进入浇口(模具型腔的实际开口)。在倒入铝之前,砂模将卡车的车轴固定到位。让模具冷却,然后用手打破并取出零件。这些部件包括主销旋钮、枢轴杯、底板和立管垫。一名工人使用机器对每个零件进行热处理。然后对零件进行研磨、抛光和钻孔。
- 9 最后,每辆卡车都用主销、刷子、索环、垫圈和螺母手工组装并准备装运。
轮子
- l0 在计量机中,两种聚氨酯组分被加热并按一定比例混合在一起。高质量的聚氨酯轮在高温下混合在一起(质量较差的轮在室温下混合)。此步骤会产生液体。如果要对车轮进行着色,则现在添加颜料并将所得混合物通过混合室倒入铝制模具中(如果聚氨酯是高质量的,则再次加热)并使其硬化成固体。
- 11 用手将车轮取下并在托盘上固化。许多车轮模具在传送系统上同时运行,每小时可生产 300 个车轮。
- 12 在车床上用手将所得的轮坯切割成形。使用刀片,将侧壁(也称为半径)和胎面(行驶面)切入车轮。
- 13 如果要装饰车轮,接下来是这个半自动化过程。数字艺术作品被转换为胶片以制作光刻印版。印版上的图像是用移印机印在轮子上的。硅胶垫位于印有油墨的印版上,并将图像传输到轮子上。包含一种以上颜色的轮式印刷对于每种颜色都要经过一个垫子。然后将车轮包装好以备运输。
组装滑板
- 14 购买/制造三个独立的组件后,消费者或制造商必须将它们放在一起。需要握带以在板上提供牵引力。抓握胶带采用大矩形片材,比实际甲板大。用手将其抹平以去除任何气泡。使用锉刀或其他扁平物体,定义抓握带下方的电路板边缘。使用安全刀或剪刀,去除抓握带的多余部分。
- 15 用锥子或其他锋利的尖头物体,将八个卡车孔通过抓握带暴露出来,并放置安装螺栓。然后将卡车安装在螺栓上并用锁紧螺母拧紧。
- 16 在四个卡车车轴上分别放置了一组轴承和一个垫片。接下来安装车轮,与轴承和垫片齐平。另一组轴承安装在车轮中。车轮用垫圈和螺母固定。滑板现在可以骑了。
质量控制
单独购买组件时,为了自身安全,消费者必须遵守所有说明。所有螺丝必须 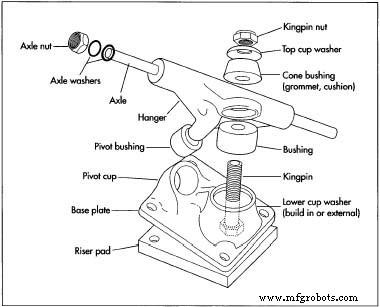 滑板车的例子。牢牢固定,以便他们在进行特技表演时继续将卡车固定到位。制造商不断检查成品板,以确保它们安全并满足安全要求。
滑板车的例子。牢牢固定,以便他们在进行特技表演时继续将卡车固定到位。制造商不断检查成品板,以确保它们安全并满足安全要求。
副产品/废物
在车轮的生产过程中,任何剩余的聚氨酯都会被送往垃圾填埋场。目前,回收成本太高。
未来
甲板可能由木质外墙内的更多人造材料制成。未来的一层甲板以 Nomex 蜂窝为核心,Kelver 作为结构材料之一。即使使用传统的木甲板,单板层的数量也可能增加或减少。最明显的区别可能是滑板底部的艺术。甲板可能会使用升华印刷工艺,而不是采用丝网印刷工艺。
车轮的形状、颜色或装饰可能会发生变化,但聚氨酯本身不会有太大改进。如果市场上出现新材料,这可能会影响车轮的制造方式。
制造工艺